展平竹砧板生產工藝?
2021-11-03 09:26:14婁志超王義華李延軍王秋怡趙詣涵
林產工業 2021年10期
婁志超 王義華 李延軍 王秋怡 趙詣涵
(1. 南京林業大學材料科學與工程學院,江蘇 南京 210037;2. 南京林業大學竹材工程研究中心,江蘇南京 210037;3. 江西省資溪縣林業局,江西 南平 335300)
實木和塑料砧板存在不易清洗,化學物質析出或 切剁產生碎屑等問題,有較大的健康安全風險[1-2]。竹砧板原料綠色天然,具有較高的硬度、韌性且不易掉渣,由于竹材自身的天然氣味、色澤和強重比[3-4],竹制砧板氣味清香、色澤自然、使用輕便。此外,竹材內部纖維細胞的排列方式具有顯著的各向異性,表面竹纖維橫平的竹砧板較實木砧板吸水性更低,不易發生霉變腐朽[5-6]。因此,竹砧板越來越受到消費者的青睞。但目前竹制砧板多以脲醛樹脂為膠黏劑,由竹條熱壓膠合而成,制作方法工序復雜,刨削量大,竹材利用率和生產效率低[7-8]。由于制作中需要較大的施膠量,而產品膠接面與食材直接接觸難以避免,產品中殘留的部分游離甲醛,易污染食材和室內空氣,因此環保性差,影響使用者的身體健康[9-10]。基于前人研究,針對現有產品中存在的問題,筆者所在團隊在現有高溫高濕軟化展平技術[11]基礎上,提出一種新型展平竹砧板及其制備工藝。生產工藝流程如圖1 所示。

圖1 展平竹砧板生產工藝流程圖Fig.1 Manufacturing process diagram of flattened bamboo cutting board
1 竹筒加工預處理
目前主要選用3~5 年生、竹梢部厚度達到8.5 mm以上的毛竹(Phyllostachys heterocycla)作為新型展平竹砧板用材,以保證展平、砂光、刨削后的竹展平板厚度在5 mm以上。毛竹根部由于彎曲度較大,自根部起向上1 m長竹段不宜制備展平竹板材,因此將其加工成竹條,作為展平竹砧板芯材組坯單元體。剩余部分,根據竹砧板的尺寸要求,可截斷成0.6~1.2 m長的竹筒。
研究表明,提高竹材的含水率和溫度可有效提高竹材塑性,降低竹材橫向彈性模量,實現竹材軟化[12],因此本文所述工藝采用高溫高濕軟化展平技術。由于竹材外層靠竹青部位的竹壁中維管束密度高,木質素含量較多,并含有臘質,比木材堅硬;而竹材內層靠竹黃部位多為薄壁細胞,質地脆而松軟。竹青和竹黃的存在會影響軟化的效果,而且這兩部分硬而脆,其橫向彈性模量比竹肉部分大,也影響展開效果[13],因此,根據以往經驗,在竹材展平前對其進行去青去內節處理[14]。
1.1 竹筒去內外節、去青與開槽預處理
工業上比較常見的去內節方法,采用的是先破竹筒節隔后浮動銑削內節技術[15],配合如圖2a所示的去內節機[15–17]。去內節機由芯軸、沖頭、多齒銑刀和限位環等構成。在工作時,需要人工將竹筒對準芯軸和沖頭,在鏈式進樣機的推動下撞向沖頭,由沖頭首先從竹筒一端沖破竹隔,最終芯軸貫穿整個竹筒并在竹筒另一端露出沖頭。之后,竹筒由布置在兩處的3 個橡膠摩擦輪支撐并驅動旋轉,旋轉方向與銑刀方向相反。在旋轉過程中,限位環外圓周緊貼竹筒內壁,并以后者為基準進行銑削。限位環的作用是使銑刀銑削竹筒內壁殘余內節,解決竹筒尖削度、不圓度、彎曲度等生長缺陷問題。同時,盡可能保護竹黃部位不被銑刀過分銑削,為竹筒展平后的定厚處理保留空間,提高竹材利用率。
竹筒去內節后,采用浮動銑削去除竹青和竹節技術,配合如圖2b所示的去青機,去除竹材外節和竹青[15-16,18-19]。具體方法如下:首先通過人工將去內節后的竹筒置于圖2b所示的進料等待區凹槽中,凹槽數量、相鄰凹槽的間距分別與去青機的錐形卡頭數、相鄰錐形卡頭間距一致。竹筒被鏈式電機傳送至錐形卡頭對應位置,并由后者從兩端將其夾緊開始驅動旋轉。同時,銑削工作頭從竹筒一端沿其軸向方向以1.25 cm/s的速度向另一端移動,完成銑削加工。每個銑削工作頭配備1 臺電機和1 個氣缸,電機帶動銑削工作頭逆竹筒旋轉方向旋轉,氣缸通過氣壓調控銑削工作頭作用于竹筒上的徑向壓力,并通過銑刀上的限位齒使其隨竹筒外壁輪廓的變化上下浮動,從而精確控制銑削量。

圖2 去內節機與去青機示意圖Fig.2 Schematic diagram of the machines for removing bamboo tube's inner knots and outer knots and layer
在去除內外節與竹青后,采用圓鋸片沿著竹筒進行徑向開槽(圖3a)。竹筒上沿纖維方向形成一條寬為2~4 mm的直線槽(圖3b)。由于竹筒由內表面到竹肉,再到竹筒外表面,其密度、吸濕性和纖維素含量呈梯度分布[20],在高溫高濕熱處理過程中,竹筒內表面吸濕膨脹,槽口會變寬(圖3c),利于軟化后的竹筒進入展平機。這是實施竹筒展平技術的重要前提。

圖3 竹筒開槽和軟化前后槽口的變化情況Fig.3 Slotting procedure and the slotted bamboo tubes before and after heat treatment
1.2 竹筒軟化處理
生物質軟化處理方法主要有化學軟化處理與物理軟化處理2 種。竹材中空壁薄,表面有硬質且呈蠟狀的竹青,化學試劑不易浸入內部[21]。同時,化學試劑軟化處理會引起竹材化學成分的劇烈改變,影響處理材質量,且對環境不友好。因此,在實際生產中基本不使用化學試劑軟化處理竹材。
筆者所在團隊對竹材無裂紋軟化展平生產工藝進行研究,借鑒竹集成材制備工藝中竹片飽和蒸汽熱處理工藝,提出竹材高溫高濕軟化展平技術[12,16]。高溫高濕軟化技術相較于水煮和單純高溫軟化方法,不僅可高效率實現竹材的軟化,還可有效保持竹材物理力學性能并減少污染。重要的是,飽和蒸汽軟化可使竹材在高溫處理過程中一直保持一定的濕度。水分的存在不僅影響軟化過程中熱量在竹材中的傳輸效率,還會對軟化過程中的生物質材料化學組分的變化規律產生影響[22]。從圖3c可以看出,為提高生產效率,對于較大的壓力罐,處理材放置可考慮2~4 層多層排布,上下兩層處理材之間保留一定間距,以使蒸汽順利到達每個處理材,避免處理材之間軟化效果出現較大差異性。目前,展平竹砧板生產實踐中采用的軟化溫度為180 ℃。根據竹筒不同的厚度(8~13 mm),軟化時間最小為290 s,當厚度小于等于10 mm時,厚度每增加1 mm,軟化時間增加30 s;當厚度大于10 mm時,厚度每增加1 mm,軟化時間增加40 s,最長不超過420 s。
2 竹筒展平處理
竹筒展平方法分橫向展平和縱向展平2 種,具體如下:
2.1 竹筒橫向展平技術
李延軍[16]和吳勇為等[23]設計出一種竹材展平的設備和工藝,將去青去黃并且開槽和軟化后的竹筒置于圖4a所示展平設備中。該展平設備由一對軸向相互平行的輥組成,其中上輥筒表面光滑,下輥筒表面有分散且呈錐形、長方體形或短“V”形凸起的釘輥。在竹材受上下輥壓力展平的同時,其表面在釘輥的作用下形成導裂眼,可釋放竹黃面展平時產生的應力,從而避免竹材表面開裂。圖4b為采用上述設備和方法展平后得到的竹板材。由圖可見,竹黃面有明顯的釘眼,深度在3~4 mm。橫向展平后根據產品要求進行一定厚度的刨削,以使產品表面光滑,該過程在一定程度上會降低原料利用率。另外,由于竹材大小頭、尖削度、彎曲度等因素,竹筒長度在80 cm左右為佳。而一般橫向展平機配備的釘輥長度為80 cm,釘輥直徑為9 cm,適合展開長度在60 cm以下的竹筒,可滿足較小幅面展平竹砧板的制造要求。

圖4 橫向展平機實物圖與展平后的竹板材Fig.4 Transverse flattening machine and the flattened board
2.2 竹筒縱向展平技術
林海等[24-25]設計了一種竹材縱向展平方法及相應設備,如圖5a所示。該設備根據其上下輥輪形態的不同分為3 個區域:展開軋輥區域(區域1)、壓平區域(區域2)與反曲輥區域(區域3)。展開軋輥區域裝備有刻線展開輥,其圓周表面斜向設置一組相互平行的刻線刀(圖5b),刻線刀與輥的軸向方向呈25~40°角,相鄰刻線展開輥上的刻線刀方向呈交叉設置。另外,縱向設置的相鄰兩個刻線展開輥之間的軸向厚度差在2~4 cm。軟化后的竹筒沿著導向輥經過展開軋輥區域,隨著竹筒展開弧度逐漸加大,該區域的有刻線展開輥圓周兩側表面仍然設置相互平行的刻線刀,但中部表面為光滑結構(如圖5c所示),圖5d分別為輥的示意圖及輥與竹筒之間的相互作用示意圖。其中,刻線刀的角度以及鄰近輥之間軸向的厚度差與前述的輥一致。竹筒逐漸被刻槽并展開,在竹黃面形成菱形線槽(如圖5e所示),線槽寬一般為1.5~2 mm,深為2~4 mm,相鄰線槽間距為5~8 mm。這些線槽有利于分散竹黃面在展平過程中產生的內應力。之后竹筒進入壓平區域,該區域由各壓平托輥圓周面的上表面和壓輥圓周面的下表面構成。竹板材經過壓平托輥和對應壓輥的相互擠壓,被壓緊壓實,不僅保證了最終處理后的竹板材平整結實,而且大大提高了工作效率。展平后的竹板材進入反曲輥區域,其裝備的輥與前兩個區域完全不同,表面光滑,使展平后的竹板向竹青方向稍微彎曲,強制其進一步展平定型。采用該方法生產的竹展平板竹黃面同樣存在明顯的刻痕,刻痕深度為4 mm左右。縱向展平后,需根據產品要求進行一定厚度的刨削,會降低竹材利用率。
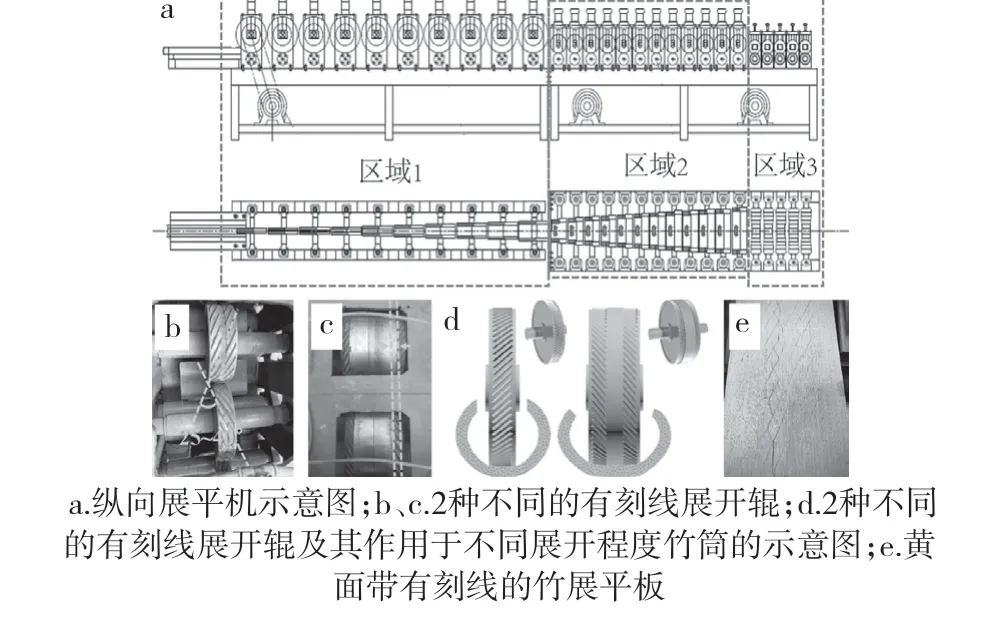
圖5 縱向展平機示意圖Fig.5 Schematic diagram of longitudinal flattening machine
比較上述2 種展平方法,橫向展平設備結構簡單、占地面積小,維護成本較低,單臺設備每年維護費用為1 萬元左右;而縱向展平設備結構較為復雜、占地面積較大,維護成本也較高,單臺設備每年維護費用為5~6 萬元。但橫向展平機只適合生產較小幅面的竹展平板,而縱向展平機展開竹筒長度可達2 m,可用于生產較大幅面的竹展平板,豐富了竹展平砧板的品種。在生產效率上,以工作8 h為例,橫向展平機可生產竹展平板6 000 片/d,而縱向展平機可生產竹展平板10 000 片/d。另外,橫向展平機產品合格率可達80%,而縱向展平機合格率僅為60%,主要原因在于縱向展平機在竹黃面形成的菱形刻線密度不如橫向展平機產生的釘眼,加上板材幅面大使得展平過程中竹材內部應力不能完全釋放,因而出現開裂現象較多。因此,縱向展平機適合展開長度較長、厚度較薄的竹筒,橫向展平機適合展開長度較短的竹筒,但對竹筒厚度無要求。
3 竹展平板定厚處理
展平后的竹板被迅速送至壓刨機上進行定厚,厚度規格一般為5、6、7 mm和8 mm。由于壓刨機的線速度只有17 m/min,因此,1 臺橫向展平機只需要配備1 臺壓刨機進行定厚,但是1 臺縱向展平機需要配備2 臺壓刨機,才能滿足生產效率要求。竹展平板定厚不僅方便后期竹砧板的組坯,還可在定厚過程中刨削掉一定厚度的竹青面和竹黃面,使得展平板顏色更加鮮亮,并釋放掉一定的殘余應力,保障展平板形貌穩定性。定厚后,竹展平板黃面可保留1~2 mm深的釘眼或槽線。
4 竹展平板干燥定型處理
定型干燥采用壓垛法,將定厚的竹展平板趁熱進行堆垛,并以寬2.5 cm、厚0.5 cm的竹條或不銹鋼條作為隔條,送入干燥窯或隧道窯進行加溫與排濕處理。干燥窯的溫度一般不能高于70 ℃,防止竹片因干燥速度過快而產生翹曲變形。同時,在垛體的上部壓制重物,以防板材翹曲變形;或采用特殊加壓設備,在熱壓干燥過程中間歇地逐漸解除部分壓力,方便竹片排濕和自由收縮,以加快竹片的水分蒸發,防止因干縮應力而產生橫向開裂。目前,實際生產中干燥溫度控制在45~60 ℃之間,干燥時間為5~7 d。待含水率在9%以下時,降溫后取出展平竹板材,進行表面砂光或刨光處理,即制得無裂紋展平竹板材備用。
5 竹展平板施膠、組坯與熱壓
在制作竹砧板時,竹展平板竹黃面單面施膠,所用膠黏劑為脲醛樹脂,固體含量在0.1%~0.3%之間,采用涂膠法。組坯時,2 塊涂膠竹展平板竹黃面相對,竹青面朝外,分別作為上下兩表面。芯材如圖6所示,由竹條組裝而成。竹條的長度分3 種規格(l1、l2和l3)、寬度(d)和厚度(t)分別由如下公式(1)、(2)、(3)和(4)決定:

式中:D、L和T分別為竹砧板板坯的產品寬度(cm)、長度(cm)和厚度(cm)要求;t0為竹展平板單板厚度, mm。
長度方向,竹條纖維方向與上下兩面竹展平板纖維方向一致。寬度方向,竹條纖維方向與上下兩面竹展平板纖維方向正交。組坯時,以一塊竹展平板黃面朝上作為底板,在其上面如圖6 所示進行竹條組裝,長度為l3的竹條數量為(n=L/d-2)個,長度為l1和l2的竹條數量分別為2 個。之后,取另一塊涂膠后的竹展平板黃面向下,置于組裝好的芯層上方,完成組坯。最后,組坯好的竹砧板送入熱壓機熱壓固化,熱壓溫度為95~100 ℃,熱壓壓力為3 MPa,保壓時間為20 min。

圖6 芯板的組坯方式示意圖Fig.6 Schematic diagram of core-plate assembly mode
6 竹砧板產品后期處理
對熱壓后的單個砧板板坯進行裁頭,然后用銑床銑光毛刺并倒出一定角度,再用寬帶自動送料砂光機對砧板切削面進行砂光。最后,經整理、拋光、烙印和涂植物油后,使用防潮膜、膠帶、紙箱包裝入庫。
7 結語
生產企業按照團隊研發的工藝及相關參數進行生產實踐,將0.6~1.2 m長,去青去內外節和開槽后的竹筒放入180 ℃壓力罐飽和蒸汽高溫高濕處理290~420 s,經縱向或橫向展平機展平后,分別制備得到竹黃面有刻線或釘眼的竹展平板。展平后的竹板材定厚至5~8 mm,采用壓垛法進行干燥定型,在45~60 ℃干燥窯中處理5~7 d。竹展平砧板共3 層,上下兩層為制得的竹展平板,中間層為竹集成材,采用單面、涂膠法施脲醛樹脂膠,組坯后送入壓機進行熱壓。熱壓溫度95~100 ℃,壓力3 MPa,保壓20 min。制備得到的竹展平砧板無漏刨、裂紋、毛刺、波紋、拼接離縫,含水率在8.0%~15.0%之間,使用面硬度大于3 100 N,膠層浸漬剝離長度小于25 mm。展平竹砧板厚度在20~30 mm之間,縱向靜曲強度大于55 MPa,橫向靜曲強度大于20 MPa。膠層在砧板側面,表面竹纖維保持橫平,食材不會與膠接面直接接觸。生產實踐表明:利用竹展平技術制造展平竹砧板,可有效提高竹材利用率,降低施膠量與能耗,在實現產品成本下降的同時提高了產品質量。
