竹材展平機結構設計與關鍵部件仿真分析?
2021-11-03 09:26:26任長清楊春梅婁月軒
林產工業 2021年10期
關鍵詞:工藝
任長清 李 峰 薛 勃 楊春梅 婁月軒
(東北林業大學,黑龍江 哈爾濱 150040)
自我國全面實行禁止天然林商業性采伐政策以來,木材供需矛盾日益凸顯[1]。具有生長速度快、成材周期短、可再生能力強等優點的竹材,強度高、硬度大、韌性好,在一定程度上可以取代木材作為建筑行業、工業生產的原材料[2-3],因而日益受到人們的重視。我國竹材資源豐富,實際應用時間較長[4],但是竹產業處于半機械半手工狀態。自20 世紀80 年代以來我國的竹材加工設備與技術得到快速發展,特別在竹展平技術與設備方面取得重大進展[5-12]。從最初簡單的熱壓板機械竹展平、發展到目前廣泛應用的損傷竹展平[13-22],再到無刻痕竹展平,如縱向無刻痕一體化竹展平技術與設備等,推動了我國竹材加工向機械化、自動化、智能化方向發展[23]。目前,與金屬、木材加工等相比,竹展平等竹材加工技術與設備在加工精準化,生產自動化、智能化、規模化及降低制造成本方面仍亟待進一步研究[24]。
1 竹材展平工藝分析與改進
竹子由內向外分為竹黃、竹肉、竹青三部分,其中竹肉部分為竹板材主要原材料[25]。目前普遍采用損傷方式將圓筒狀竹子展平成矩形截面,即在竹材整體展平過程中對其進行開槽以吸收展平時的應力。為確保竹板材具有良好的表面質量與高展平成功率,在竹材展平前通常對其進行軟化處理,在展平后對竹材進行表面砂光等一系列處理,由此組成竹材整體展平工藝。其中較有代表性的為竹材無裂紋展平生產技術[26],其生產工藝如圖1a所示,工藝流程主要包括去青、去內黃、剖分、高溫軟化、開槽展平、竹板材后處理等。本文在此基礎上進行改進,改進后的加工工藝流程如圖1b所示。

圖1 竹材展平加工工藝流程圖Fig.1 Bamboo processing process flow chart
原有工藝是在去除竹青、竹黃及竹隔前提下對竹材進行軟化,然后對竹材進行開槽及展平處理,竹材后處理階段需要大量去除竹肉部分以提高成材質量,這大大降低了竹材的出材率。改進工藝則采取先對竹材去隔,然后連同竹青、竹黃一起作軟化、開槽、展平處理,如此展平過程中竹材的開裂主要發生在竹青、竹黃部分,在后處理階段再進行去青、去黃處理,提高了竹材的出材率。同時改進工藝在原有工藝基礎上,對竹材厚度與半徑進行測量,測量結果用于調整竹材展平機的工作狀態。相較原工藝,改進后的工藝提高了竹材成材率,并且便于應用于實際生產過程。
2 新型竹材展平機整體布局與關鍵部件設計
2.1 竹材數學模型建立與開槽次數確定
在竹材展平加工過程中,對竹材開槽的合理規劃至關重要。本設計基于改進工藝,竹材在展平前不去除竹青、竹黃,對竹青、竹黃同時作開槽處理以吸收展平時產生的應力。在設計中針對竹材剖分成一半的情況,將剖分成一半的竹筒近似看做半圓環,選用角度銑刀在半圓竹筒竹黃和竹青兩側開一系列刀槽,開槽形狀如圖2a所示。假設竹材竹青厚度為h1、竹黃厚度為h2,竹青與竹黃開槽形狀、大小一致,理想化狀態下,竹材在展平過程中開裂深度不超過h1、h2。
竹材在展平過程中,靠近竹青的一側受壓,靠近竹黃一側受拉,在理想狀態下,靠近竹青一側刀槽在竹材展平過程中完全閉合,竹黃一側則沿著刀槽的方向裂開。圖2b為竹材刀槽開裂示意圖,其中小三角形為開裂前刀槽的狀態,大三角形為開裂后刀槽的狀態。
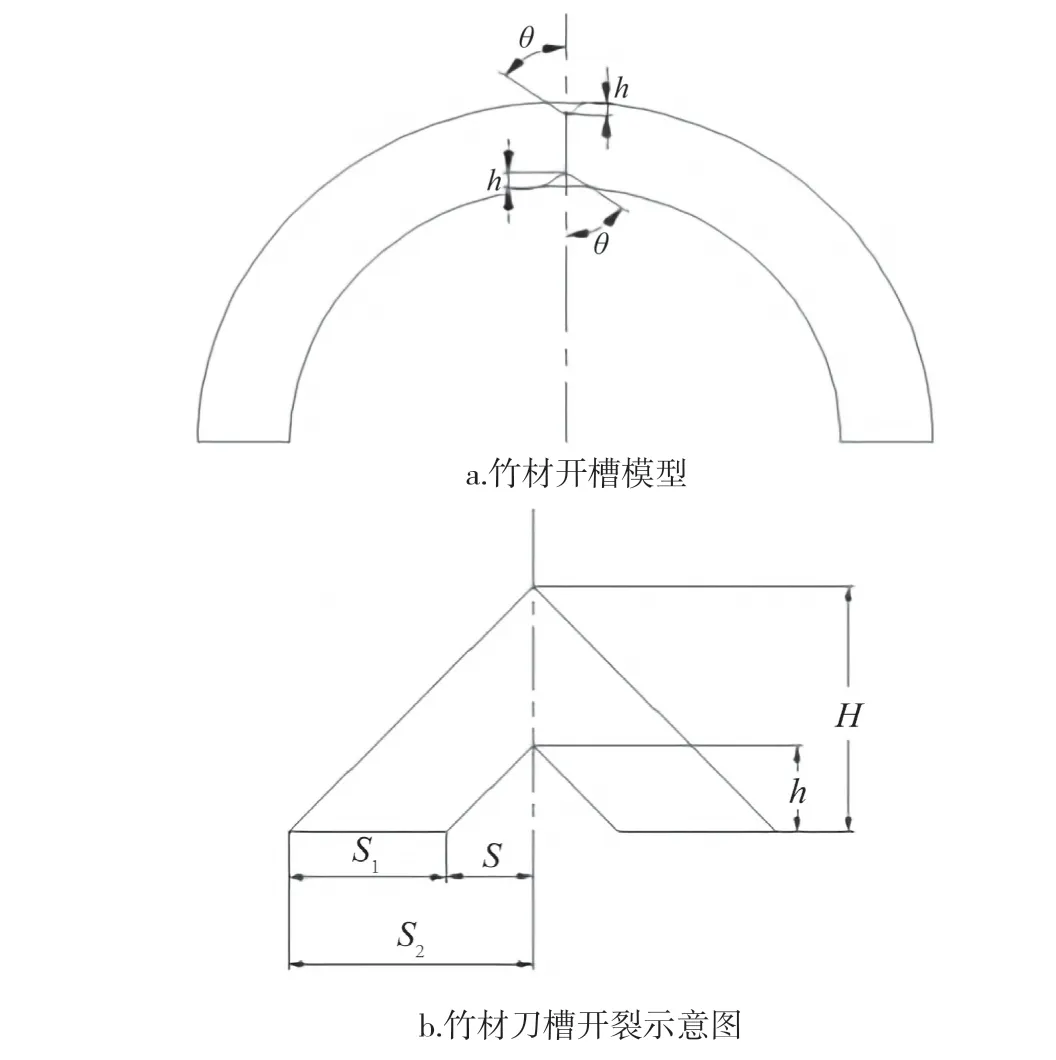
圖2 竹材開槽及開裂示意圖Fig.2 Schematic diagram of bamboo slotting and cracking
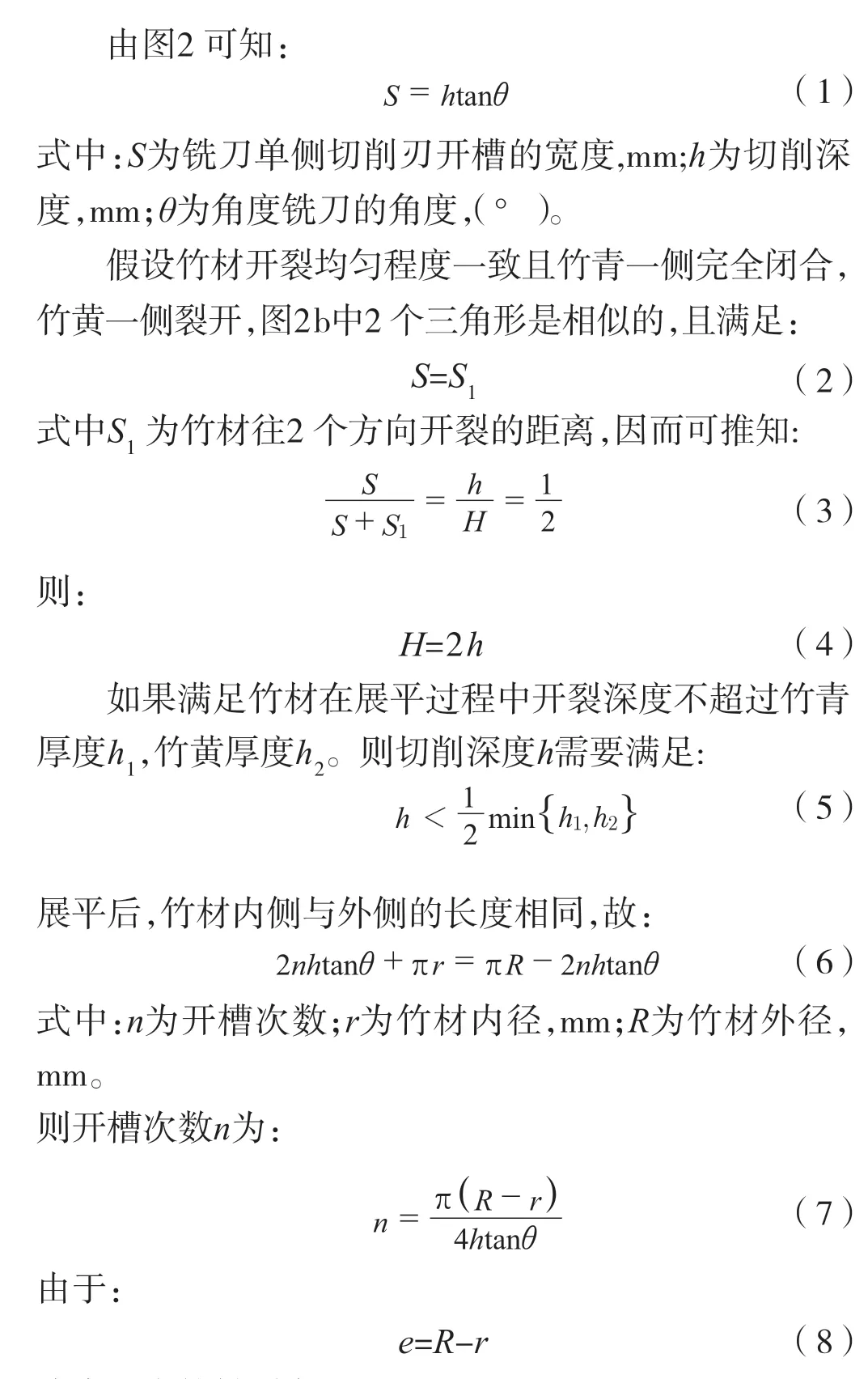
式中:e為竹材厚度,mm。
選用竹材一般厚度均為10 mm左右,開槽次數與切削深度h、角度銑刀角度θ有關,因此當切削深度以及角度銑刀的角度確定后,開槽次數也隨之確定。
2.2 總體設計
竹材展平機是竹材展平過程中的關鍵,根據改進工藝設計的竹材展平機如圖3 所示,其主要由上下銑削機構(1)、左推進臺(2)、展平壓板(3)、右推進臺(4)、工作臺上下調整機構(5)五部分組成。當截斷剖分好的竹材送上左推進臺(2)與右推進臺(4)中間時,由左推進臺(2)與右推進臺(4)上的推板將竹材對中夾緊;上下調整機構(5)調整左右推進臺的高度,然后上下銑削機構(1)往復運動對竹材的竹青與竹黃部分進行刻線;每進行一次刻線,左推進臺(2)將竹材推向右推進臺(4),由右推進臺(4)上的展平壓板(3)對竹材進行展壓,展壓過程中左右推板配合竹材舒張;當一次展平過程結束后,由右推進臺(4)上的推板將竹材推回,再次調整左右推進臺的高度,然后分別在竹材中心對稱兩側再進行刻線;重復上述步驟,直到竹材完全展平為止。
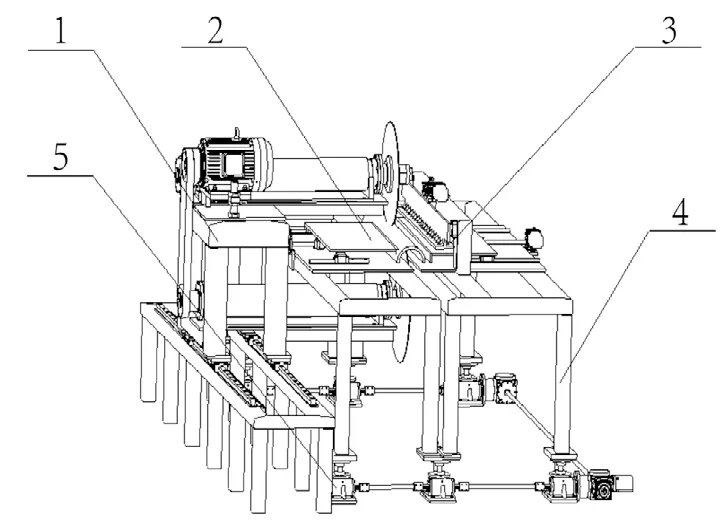
圖3 竹材展平總體布局圖Fig.3 General layout of bamboo
2.3 竹材展平機關鍵部件設計
竹材展平機主體部分為上下銑削機構與竹材展平平臺兩部分,其部件設計對竹材展平質量具有關鍵性作用。
上下銑削機構主要完成對竹青、竹黃銑槽,其通過上下兩片角度銑刀旋轉以及往復銑削實現對竹材竹青、竹黃兩端的開槽,工作原理如圖4 所示。據統計,用于制備竹板材的竹材厚大約為10 mm[25],因此設計采取上角度銑刀與下角度銑刀沿著竹材徑向位置固定不變;由于上下銑刀銑削方向相同,因此將上下銑削機構固定于活動機架上,在活動機架底部安裝有滑塊與步進電機,步進電機上安裝的齒輪與固定機架上的齒條組成齒輪齒條機構(6)嚙合運動帶動導軌滑塊機構(5)運動;通過驅動電機(1)上的兩個帶輪將動力同時傳遞到上銑削機構(2)和下銑削機構(3),實現對竹材竹青、竹黃的銑削開槽,如此設計也進一步節省了空間。
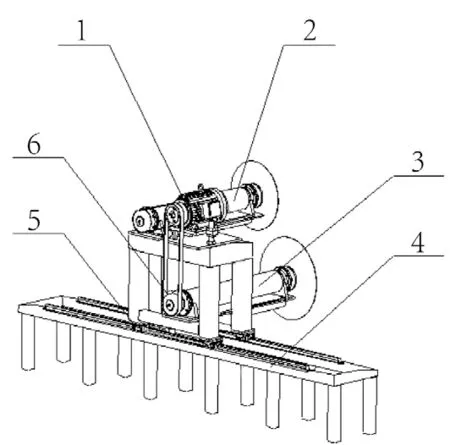
圖4 上下銑削機構原理示意圖Fig.4 Schematic diagram of up and down milling mechanism
竹材展平臺由左展平平臺、右展平平臺、展平壓板以及工作臺上下調整機構組成。在上下銑削機構對竹材的竹青、竹黃部分進行刻線后,由左推進臺上推板將竹材推到右展平平臺上,然后由展平壓板下壓對竹材進行展平。改進工藝根據切削深度h調整每次下壓距離,從而能更好地對竹材進行展平加工,提高工作效率,同時測量竹材展平后的高度,并以此調整工作臺的高度。左右展平平臺上的推板結構相同,如圖5所示,左展平平臺上推板由蝸輪蝸桿減速電機1(2)帶動絲杠旋轉,通過絲杠螺母機構實現推板在平臺上的運動。展平壓板(4)是通過蝸輪蝸桿減速機2(5)帶動絲杠旋轉推動展平壓板上下移動,進而實現對竹材展平。整個工作臺通過蝸輪蝸桿減速機4(10)、轉向器(9)及傳動導桿(8)將動力傳動到各個螺旋上升機,進而實現工作臺上下調整。
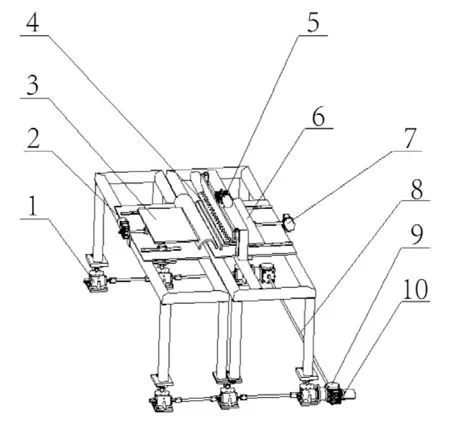
圖5 竹材展平平臺結構示意圖Fig.5 Structural diagram of bamboo flattening platform
3 新型竹材展平機關鍵部件有限元分析
竹材展平機上下銑削機構懸臂量較大,其強度和剛度是否滿足要求,激振頻率是否引起共振,是衡量其實現功能的重要指標。因此通過模擬實際受力情況對竹材展平機關鍵部件進行校核和分析,本文運用ANSYS軟件對關鍵部件進行分析。
3.1 銑削機構有限元分析
3.1.1 靜力學分析
首先對上下銑削機構進行靜力學分析,由于上下銑削機構材質、尺寸等參數基本一致,故只選擇其一進行靜力學分析。主軸材料為Q235,其中彈性模量為2.12×105N/m3、泊松比為0.288、質量密度為7.86×103N/m3。對軸簡化后的模型進行網格劃分,在保證計算精度的情況下,盡量減少網格數量以提高計算速度。本機構整體部分采用自由網格劃分方法,圖6a為最終網格劃分圖,網格總節點數為224 240,單元數為107 042。
對竹材展平機銑削機構添加邊界條件及約束。首先定義邊界約束條件,對整體底面采用固定端約束;接著對其施加載荷:竹材展平機銑削機構主要承受自身重力G=900 N如圖6b右側箭頭所示,皮帶對軸的壓軸力F=430 N如圖6b左側箭頭所示。
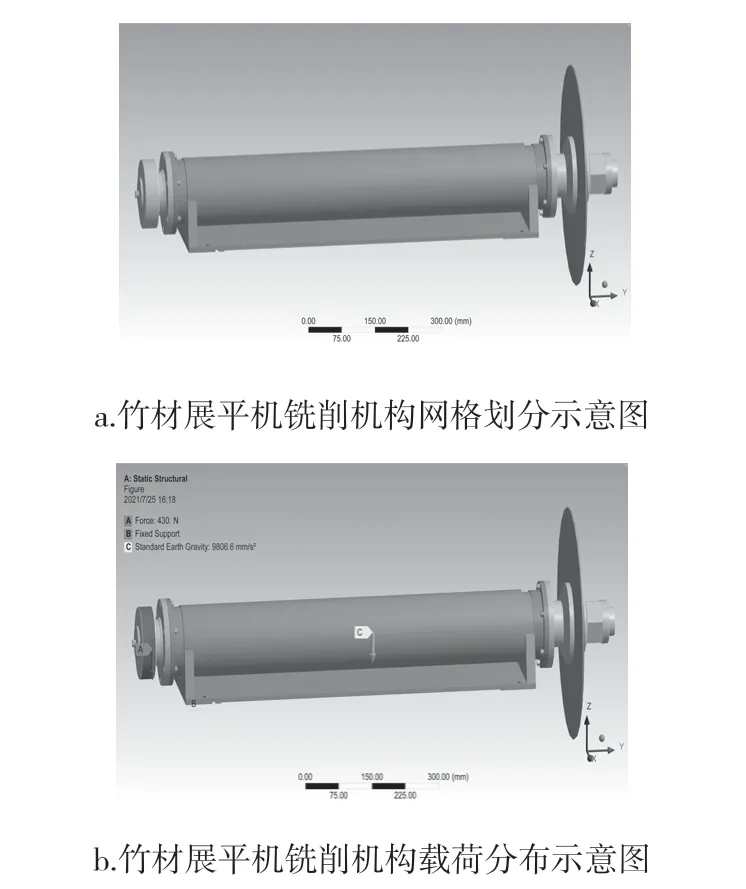
圖6 竹材展平機銑削機構網格劃分及載荷分布示意圖Fig.6 Grid division and load distribution of milling mechanism of bamboo flattening machine
完成上述加載后進行求解,得到竹材展平機銑削機構應力云圖和位移云圖,如圖7所示。竹材展平機銑削機構采用的材料為Q235、強度極限420 MPa、安全系數[s]=2、則其許用應力為210 MPa。從圖7a可看出最大應力為2.890 9 MPa,遠小于材料的許用應力值,故竹材展平機銑削機構滿足強度要求。由圖7b可知最大變形發生于兩端支撐軸承中間位置,最大變形量僅為0.030 125 mm,完全可以對其忽略不計。竹材展平機銑削機構的應力云圖與變形云圖的仿真分析表明:竹材展平機銑削機構的強度完全滿足要求。
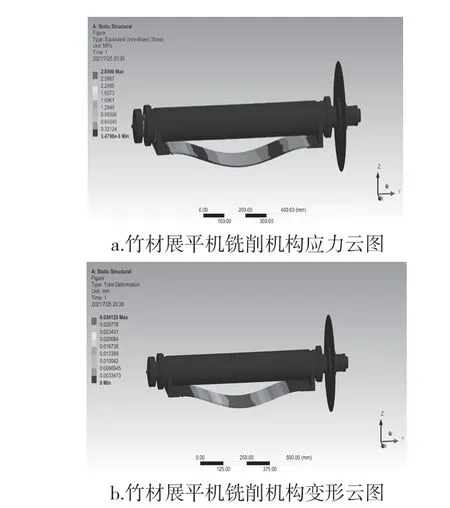
圖7 竹材展平機銑削機構仿真云圖Fig.7 Simulation cloud of bamboo flattening machine milling
3.1.2 模態分析
為竹材展平平臺銑削機構底部添加固定端約束,受力狀況與網格劃分方法與靜力學分析部分相同。使用求解器求解,得到該機構的各階模態振型結果。由表1 可知,竹材展平銑削機構的前六階模態的頻率范圍為105~175 Hz,其固有頻率和振型如圖8 所示,模型的前四階模態振型可看作機架沿某一方向的擺動。電機額定輸出轉速為3 000 r/min,對應激振頻率為50 Hz,其頻率大小不與任一模態頻率重合。故銑削機構在工作時不會發生共振現象,本文設計的銑削機構具有較高的可靠性。
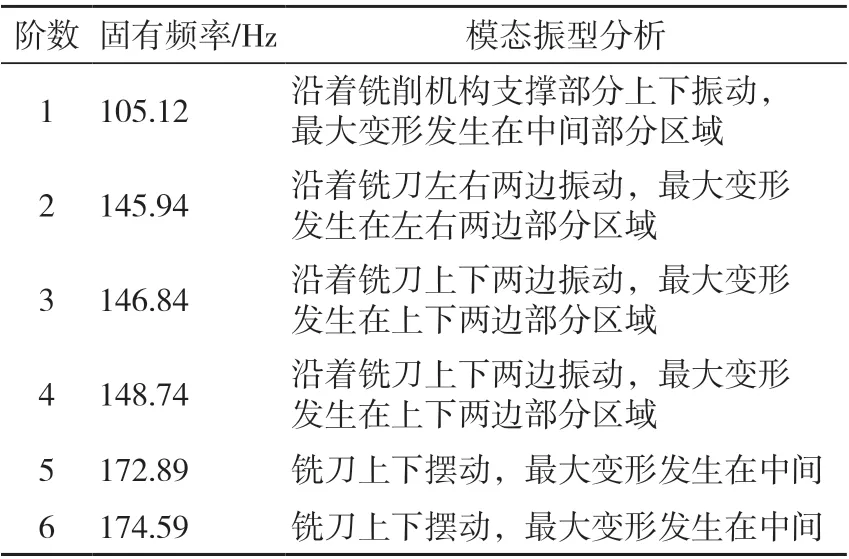
表1 竹材展平機銑削機構前六階固有頻率及振型表Tab.1 First six natural frequencies and vibration modes of milling mechanism of bamboo flattening machine

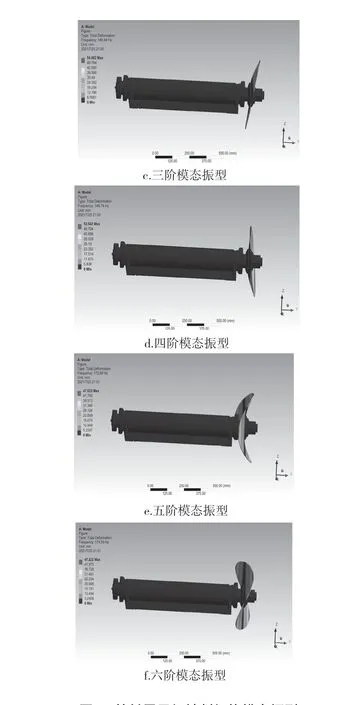
圖8 竹材展平機銑削機構模態振型Fig.8 Mode shapes of milling mechanism of bamboo flattening machine
3.2 竹材展平機底架有限元分析
對竹材展平機底架靜力學分析的基本步驟與鋸切主軸靜力學分析步驟相同。所用材料為Q235,對竹材展平機底架進行分析簡化模型;然后對其進行網格劃分。由于竹材展平機底架本身結構并不復雜,故其網格劃分采用自由網格劃分方式,圖9a為最后網格劃分圖,網格總節點數為101 992,得到單元數為15 805。對竹材展平機底架模型添加邊界約束條件及載荷。首先定義邊界約束條件,對竹材展平機底架底端6 個部分添加固定約束。接著對整個底架添加載荷,整個底架主要承受兩側蝸輪蝸桿減速電機的重力,分別為30 N;承受推板和導軌滑塊重力為160 N;承受展平機架重力210 N,其加載力如圖9b所示。

圖9 竹材展平機底架網格劃分及載荷添加示意圖Fig.9 Grid division and load adding diagram of bamboo flattening platform underframe
完成上述加載后進行求解計算,得到竹材展平機底架應力云圖和應變云圖,如圖10所示。竹材展平機底架最大變形發生在推板中間,最大變形量為0.113 48 mm。竹材展平機底架變形誤差為2 mm,最大位移小于最大變形誤差,因此竹材展平機底架的剛度滿足要求。此外,竹材展平機底架最大應力值為10.574 MPa,遠小于其許用應力值,故竹材展平機底架滿足強度要求。應力云圖和應變云圖的分析表明:竹材展平機底架結構設計合理。
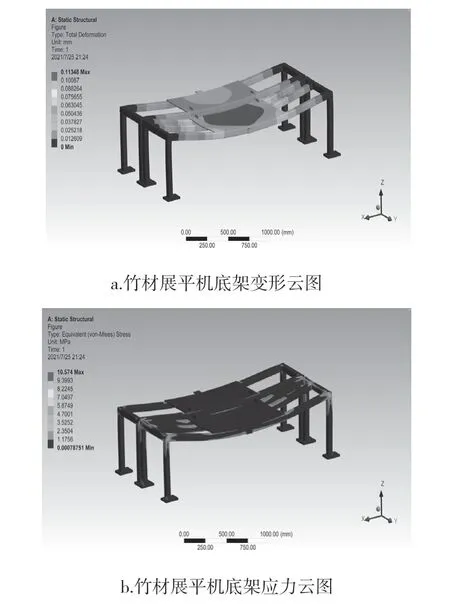
圖10 竹材展平機底架仿真云圖Fig.10 Simulation cloud chart of bamboo flattening machine underframe
4 結論
本文針對現有竹材展平設備工藝中竹材出材率低的問題,提出將竹材開槽工序提前至竹材軟化后,待竹材開槽展平后再去除竹青、竹黃的改進工藝。根據改進后的竹材加工工藝特點,確定竹材優化開槽次數,并基于改進工藝對新型竹材展平設備的整體結構及關鍵部件進行設計。運用ANSYS對竹材展平設備銑削結構進行靜力學分析與模態分析,得到銑削機構最大應力為2.890 9 MPa,最大變形為0.030 125 mm,竹材展平銑削機構的前六階模態的頻率范圍為105~175 Hz,與電機激振頻率不重合,故銑削機構在工作時不會發生共振現象。對展平底架進行靜力學分析得出,竹材展平機底架最大應力值為10.574 MPa,最大變形量為0.113 48 mm。校核結果認為:銑削機構和底架滿足設計要求,驗證了設備設計的合理性。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
