汽車外覆蓋件分縫圓角光順控制方法
2021-11-03 09:13:40唐廷洋蘇飛宇
模具工業 2021年10期
關鍵詞:方向
唐廷洋,蘇飛宇,陽 學
(上汽通用五菱汽車股份有限公司,廣西 柳州 545007)
0 引 言
汽車作為普通商品走進千家萬戶,成為人們生活不可或缺的一部分[1]。隨著汽車的普及,人們對汽車的外觀要求日漸提高,開閉件[2]與車體的間隙和面差[3]達到了毫米級的精度。如何保證外觀分縫的美觀、精確度和一致性,成為沖壓工程需要面對的課題。現闡述外觀分縫圓角缺陷的產生原因、控制要點及實際生產中的應用。
1 外觀分縫圓角的特點
外觀分縫是指車門、發動機蓋、行李箱蓋等開閉件與側圍、翼子板、頂蓋等車體件之間的配合間隙,一般設計為3~5 mm。通常開閉件總成都包含了外板和內板,開閉件的分縫圓角指的是外板包住內板的包邊圓角。為了保證分縫清晰、美觀,開閉件的包邊圓角一般不大于R1 mm。車體件的分縫圓角通常采用拉深、整形工藝實現,為保證成形性,分縫圓角一般設計R2.0~R2.5 mm,如圖1所示。

圖1 外觀分縫
2 分縫圓角的成形原理
為獲得清晰、一致的外觀分縫圓角,通常采用拉深→修邊→翻邊的沖壓工藝,分縫圓角的成形質量主要由翻邊工序控制。開閉件的分縫圓角由包邊實現,但決定外觀分縫圓角質量的關鍵工序也是翻邊。
2.1 拉深成形
外觀覆蓋件為獲得良好的表面質量需采用拉深成形工藝,使板料充分延展,外觀部位的延伸率不低于3%,使零件獲得良好的剛性和穩定的形狀。為保證外觀分縫的尺寸精度,拉深工序不能將分縫圓角直接拉深到位,可采用過拉深的工藝,如圖2所示。

圖2 拉深成形
2.2 翻邊成形
翻邊成形之前需要先修邊,將工藝廢料切除。翻邊成形時,將修邊后的工序件定位在下模凸模上,通過壓料芯將工序件壓緊,翻邊刀塊將板料彎曲,完成翻邊工序[4]。為保證翻邊尺寸精確、穩定,首先需要精確定位,在修邊工序沖出精度良好的定位孔或工藝孔,翻邊工序通過定位銷與定位孔配合將工序件精確定位在下模凸模上。翻邊過程中,工序件受到不同方向的拉深力或擠壓力,需要足夠壓料力的壓料芯將工序件壓緊,保證工序件不竄動和變形。為了保證工序件翻邊受力均勻,翻邊刀塊的頂面需與拉深形狀一致,保證翻邊刀塊同時接觸板料。翻邊刀塊與凸模的間隙一般設計為板料厚度的80%,讓板料獲得足夠的變形力,使翻邊面平直、翻邊圓角清晰,如圖3所示。
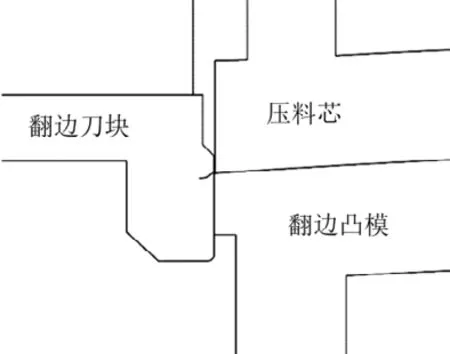
圖3 翻邊成形
3 分縫圓角缺陷的原因分析
理想狀態下,翻邊方向與工序件垂直,同一工序從一個方向進行翻邊。但由于一些外覆蓋件形狀復雜,無法達到理想的翻邊條件,存在翻邊缺陷。
3.1 多個方向翻邊的問題
部分開閉件翻邊面與A面的法向相差較大,要保證包邊圓角的質量,翻邊面與翻邊所在A面的夾角應該在85°~115°。如果夾角<85°,開閉件內板無法放入開閉件外板腔體;如果夾角>115°,包邊時外板A面受力過大會產生卷曲,導致分縫圓角精度不良。所以當零件A面法向相差太大時,無法從一個方向翻邊,而需要從多個方向翻邊。如圖4所示,某車型的發動機蓋外板、擋風玻璃側、左右翼子板側、前保險桿側的A面法向各不相同,需要從4個方向翻邊。2個方向翻邊交接的部位需要設計翻邊交刀[5],翻邊面扭曲不平整,翻邊圓角容易起鼓。

圖4 某車型發動機罩外板
3.2 多個方向整形的問題
由于車身結構搭接和焊接的需要,有些車體零件分縫圓角處的翻邊面不在同一個方向,需要從多個方向整形。如圖5所示,某車型的側圍外板與尾門的分縫處的翻邊面方向相差較大,需要從2個方向側整形。2個方向側整形交接部位的分縫圓角容易起鼓。

圖5 某車型側圍外板
4 分縫圓角一致性控制
綜上所述,開閉件和車身件的分縫圓角都可能從多個方向翻邊,交接部位分縫圓角存在起鼓的風險,可以通過以下方法控制交接部位分縫圓角的光順。
4.1 分序翻邊交接
在工序條件允許的情況下,將不同方向的翻邊分布到多個工序完成,盡量避免在一個工序內進行,從不同方向在一段分縫圓角上進行翻邊交接。在前后工序依次進行翻邊時,翻邊面過渡要平緩,翻邊交接的長度需大于翻邊高度的5倍,保證前工序翻邊成形的分縫圓角在后工序翻邊時不發生變形,如圖6所示。

圖6 前后工序的翻邊過渡
4.2 同工序翻邊交接
有時由于零件結構復雜、沖壓工序有限,分縫圓角的不同方向翻邊必須在同一個工序中完成,需要設計翻邊交刀。翻邊交刀設計原則:不受行程限制的刀塊先工作(正翻、側翻),受行程限制的刀塊后工作(正整、側整),交刀長度為20~25 mm,如圖7所示。
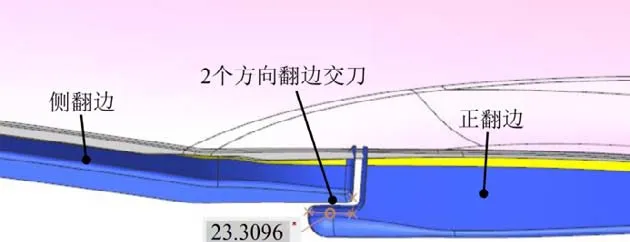
圖7 同一工序的翻邊過渡
5 翻邊圓角光順問題解決實例
側圍外板在尾燈縫處出現鼓包,如圖8所示,影響側圍與尾門燈分縫間隙的一致性,外觀質量評審定為一級嚴重缺陷(最高級),手工返修仍然不能消除。左右件缺陷一致,該問題是影響造車的關鍵問題。

圖8 側圍外板翻邊圓角缺陷
5.1 原因分析
側圍外板與尾門、尾燈分縫處結構復雜,存在多個方向的負角,需要從多個方向沖壓成形。側圍外板由4道工序成形,需要在同一副模具的空間內布置多個方向的沖壓機構。側圍外板與尾燈分縫處上部側整、下部翻邊,翻邊刀塊與側整刀塊沒有重疊量,接口貼緊,如圖9所示。從CAE模擬過程可知,側整刀塊首先碰觸板料,先將B區域材料往A區域擠壓,造成交接點位置多料,翻邊刀塊下壓后,交接點部位圓角凸起,如圖10所示。
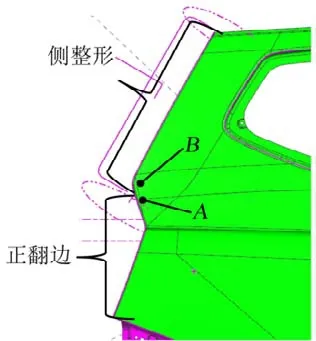
圖9 多個方向沖壓
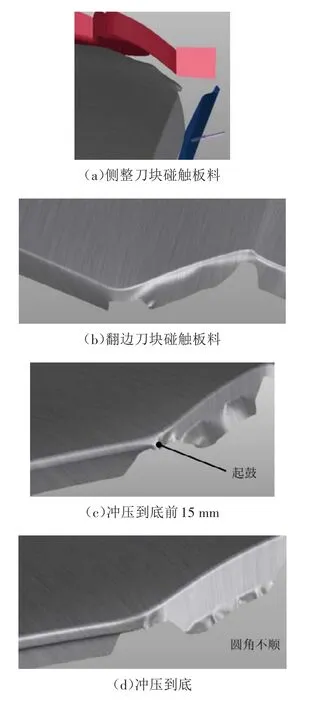
圖10 CAE模擬成形過程
5.2 問題解決
改進工藝為先正翻邊再側整形,增加20 mm交刀。如圖11所示,將正翻刀塊C區域補焊延長、加高,保證翻邊刀塊先工作和交刀量;側整刀塊D區域沿白色線掏空,留出翻邊刀塊避讓空間,同時使側整刀塊動作延后。整改效果明顯,分縫圓角鼓包消除,R角圓順,該區域外觀質量評審合格,量產零件如圖12所示。
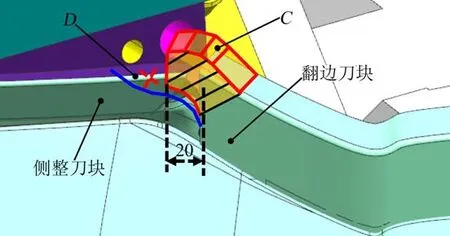
圖11 工藝改進

圖12 工藝改進后的量產零件
6 結束語
分縫圓角是車身外觀質量評審的重點關注區域,在零件設計時需要考慮沖壓工藝性。沖壓工藝設計遵循以下原則:①一條分縫圓角優先在一個工序按同一沖壓方向翻邊或整形;②一條分縫圓角上必須進行多個方向翻邊或整形時,分布給多個工序完成,工序間設計交刀重疊;③一條分縫圓角上需進行多個方向翻邊或整形且必須在同一工序時,先翻邊、后整形,設計交刀重疊。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
