基于DeForm與響應(yīng)面法的蓄能器殼體冷擠壓成形工藝優(yōu)化
2021-11-03 09:13:30胡祚庥劉淑梅毛欣然
模具工業(yè) 2021年10期
胡祚庥,劉淑梅,毛欣然
(上海工程技術(shù)大學(xué) 材料工程學(xué)院,上海 201620)
0 引 言
冷擠壓技術(shù)是無切削的壓力加工技術(shù),是金屬塑性成形中應(yīng)用較廣泛的新技術(shù),是將坯料的表面進(jìn)行適當(dāng)?shù)臐櫥幚恚缓笤诔叵聦⑴髁戏湃肽>甙寄V校趬毫ψ饔孟率菇饘侔匆欢ǖ牧鲃右?guī)律在凹模中流動,最終形成所需的形狀、尺寸并具有一定力學(xué)性能的擠壓件[1]。蓄能器是液壓系統(tǒng)中的重要液壓元件,其在液壓系統(tǒng)中起存儲能量、穩(wěn)定壓力、吸收脈動、吸收沖擊、補(bǔ)償容量、緩沖等作用,廣泛應(yīng)用于工業(yè)領(lǐng)域。隨著自動化的飛速發(fā)展,蓄能器的應(yīng)用及需求量快速增長[2]。目前,蓄能器殼體主要存在填充不足、表面質(zhì)量差等缺陷[3]。
近年來,隨著有限元技術(shù)的快速發(fā)展,可運(yùn)用有限元分析軟件進(jìn)行產(chǎn)品成形過程的數(shù)值模擬,并以此指導(dǎo)工藝設(shè)計,獲得可行的成形工藝方案。De-Form是一種基于有限元方法的工藝模擬軟件,一般用來分析金屬成形和相關(guān)工業(yè)不同的成形及熱處理工藝[4]。運(yùn)用DeForm有限元軟件進(jìn)行蓄能器殼體冷擠壓成形過程的數(shù)值模擬,通過后處理分析其冷擠壓成形過程中的速度場、等效應(yīng)力、等效應(yīng)變及破壞能量,可預(yù)測蓄能器殼體成形缺陷,并以此進(jìn)行成形工藝優(yōu)化,獲得最優(yōu)成形工藝參數(shù),達(dá)到消除缺陷的目的,研究過程對同類產(chǎn)品的冷擠壓成形數(shù)值模擬及工藝參數(shù)優(yōu)化具有一定的指導(dǎo)意義。
1 蓄能器殼體的成形工藝分析
1.1 蓄能器殼體結(jié)構(gòu)分析
某汽車蓄能器殼體如圖1所示,為旋轉(zhuǎn)體,總高H=220 mm,外徑D=φ86 mm,呈φ81 mm×207 mm的長直筒壁形,頭部為φ40 mm的凸臺。圖1(b)所示為實際生產(chǎn)的蓄能器殼體零件,表面存在裂紋現(xiàn)象,初步分析為蓄能器殼體外表面受到凹模的強(qiáng)烈摩擦,越靠近頭部的筒壁越薄,也越容易產(chǎn)生缺陷。零件材料為35#中碳鋼,具有良好的鍛造、焊接和沖壓性能。
圖1 蓄能器殼體
1.2 蓄能器擠壓工藝方案制定
該蓄能器殼體結(jié)構(gòu)為長直筒壁形,外殼面形狀復(fù)雜,成形精度要求較高。根據(jù)零件的結(jié)構(gòu)特點(diǎn)及冷擠壓成形工藝特性,設(shè)定2種成形方案:①一次性復(fù)合擠壓成形;②分步成形,先反擠壓制坯,再正擠壓成形。
根據(jù)參考文獻(xiàn)[5]冷擠壓變形量公式如式(1),由零件尺寸可計算蓄能器殼體冷擠壓成形的變形量。

其中,F(xiàn)0為擠壓變形前毛坯的橫截面積,mm2;F1為擠壓變形后毛坯的橫截面積,mm2。
反擠壓變形量:

正擠壓變形量:

總變形量:ε3=ε1+ε2=83.7%。
由于35#鋼的許用變形程度ε≤80%,不宜采用方案一,選用方案二。方案二采用分步成形,相較于一步成形,滿足冷擠壓的許用變形量要求,可降低成形過程中的應(yīng)力,保證金屬流動更均勻,能獲得尺寸精確、質(zhì)量較好的擠壓件。
由于金屬流動的不均勻性,正擠壓件桿部的端面、反擠壓件杯壁的端面不可能是平面,一般均設(shè)置一定的機(jī)加工余量,坯料體積的計算還應(yīng)加上修邊余量,即[6]:

其中,V0為坯料體積,mm3;VP為擠壓件體積,mm3;VX為修邊余量體積,mm3。初步確定坯料的尺寸為φ83 mm×57 mm。
1.3 擠壓模設(shè)計
模具工作零件直接與坯料接觸,其形狀對擠壓成形性能好壞、擠壓件尺寸精度及所需擠壓設(shè)備壓力都有較大影響[7]。根據(jù)蓄能器殼體的成形工藝方案、材料允許變形范圍及零件尺寸精度,設(shè)計了正、反擠壓制坯模具,如圖2、圖3所示。
圖2 正擠壓模
圖3 反擠壓模
2 蓄能器殼體冷擠壓數(shù)值模擬及響應(yīng)面試驗設(shè)計
2.1 有限元模型建立
為了節(jié)約計算時間,數(shù)值模擬分析選取模型的1/4進(jìn)行仿真。在NX軟件中建立蓄能器殼體三維模型,轉(zhuǎn)換成STL格式后導(dǎo)入DeForm有限元軟件中進(jìn)行數(shù)值模擬分析,仿真模型如圖4所示。數(shù)值模擬時為使最終模擬結(jié)果能再現(xiàn)實際生產(chǎn)情況,需要考慮生產(chǎn)實際,對材料參數(shù)、模具參數(shù)、設(shè)備參數(shù)、環(huán)境參數(shù)等進(jìn)行設(shè)置[8],各參數(shù)設(shè)置如表1所示。
表1 模擬參數(shù)
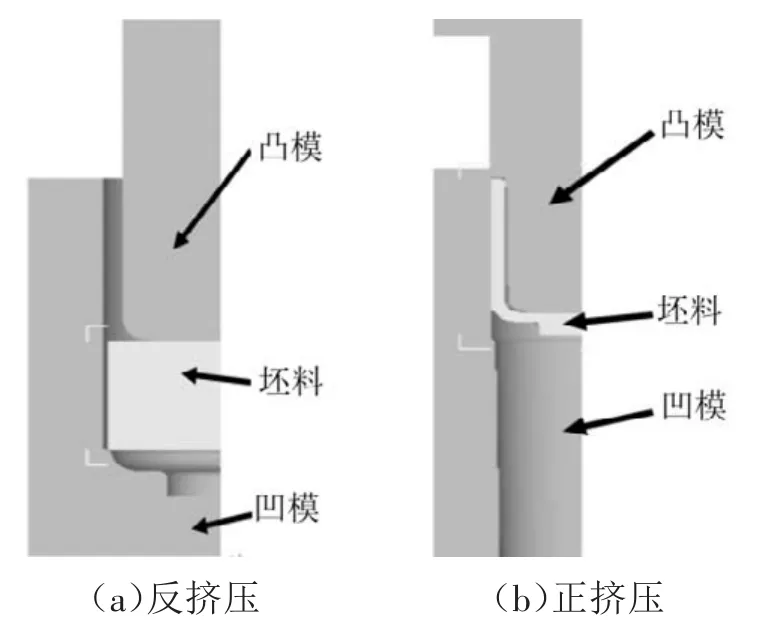
圖4 仿真模型
2.2 模擬結(jié)果分析
金屬塑性成形過程中,塑性斷裂是一個復(fù)雜過程,塑性裂紋的出現(xiàn)是變形區(qū)的應(yīng)力、應(yīng)變、應(yīng)變速率、溫度等場量以及材料抵抗塑性斷裂能力共同作用的結(jié)果。研究塑性成形的斷裂缺陷,可運(yùn)用De-Form中的Cockcroft and Latham破裂判據(jù),對應(yīng)的參數(shù)為損傷值[9]。損傷值越大,零件表面越容易出現(xiàn)裂紋缺陷,圖5所示為蓄能器殼體最終成形外表面損傷值分布云圖。
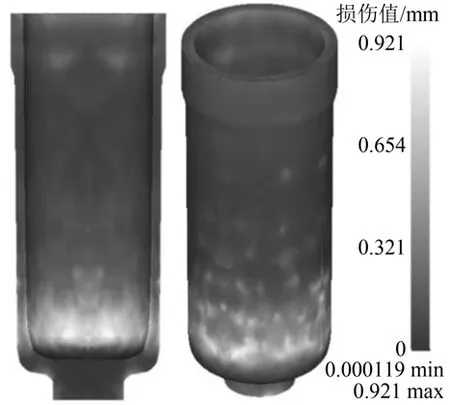
圖5 損傷值分布云圖
由圖5可知,損傷值在靠近直筒壁與端部圓角過渡處數(shù)值最大,最大值為0.921,表明此處容易斷裂。因為直筒壁內(nèi)外表面與凸、凹模表面摩擦劇烈,金屬流動速度在此處達(dá)到最大,且為最大等效應(yīng)力、最大等效應(yīng)變集中處。
2.3 響應(yīng)面模型建立
響應(yīng)面法是一種采用多元二次回歸方程擬合設(shè)計變量與響應(yīng)目標(biāo)之間的函數(shù)關(guān)系,通過對回歸方程的分析尋求最優(yōu)工藝參數(shù),解決多變量問題的一種統(tǒng)計方法[10]。
擠壓成形過程中,凸模圓角半徑對金屬的流動有重要影響,合理的凸模圓角有助于金屬順利流動,能有效降低表面缺陷的形成。液壓機(jī)的下壓速度對零件成形質(zhì)量有較大影響[11],金屬表面與模具零件表面的摩擦系數(shù)對于零件成形質(zhì)量也具有重要影響。因此選取的設(shè)計變量為凸模圓角半徑A、摩擦系數(shù)B及液壓機(jī)下壓速度C,響應(yīng)目標(biāo)為成形過程中的最大成形載荷R1及損傷值R2,設(shè)計變量因素水平如表2所示。
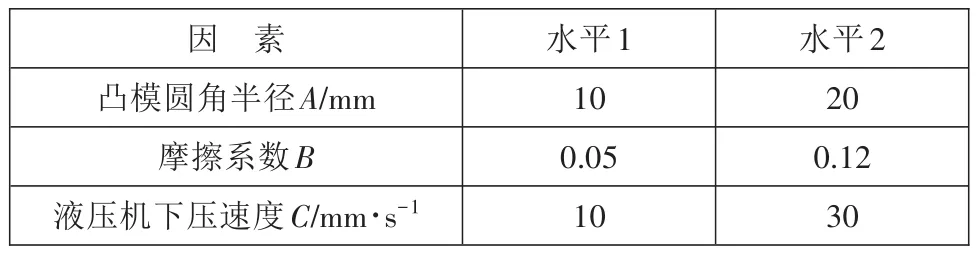
表2 成形工藝參數(shù)水平
常用的響應(yīng)面法有中心組合設(shè)計法(central composite design,CCD)和 BOX-BEhnken 設(shè)計方法(BBD),設(shè)計的變量為3因素3水平,數(shù)量較少,適用于BBD響應(yīng)面分析法。結(jié)合Design-Expert軟件,生成BBD響應(yīng)面試驗表,其結(jié)果如表3所示。
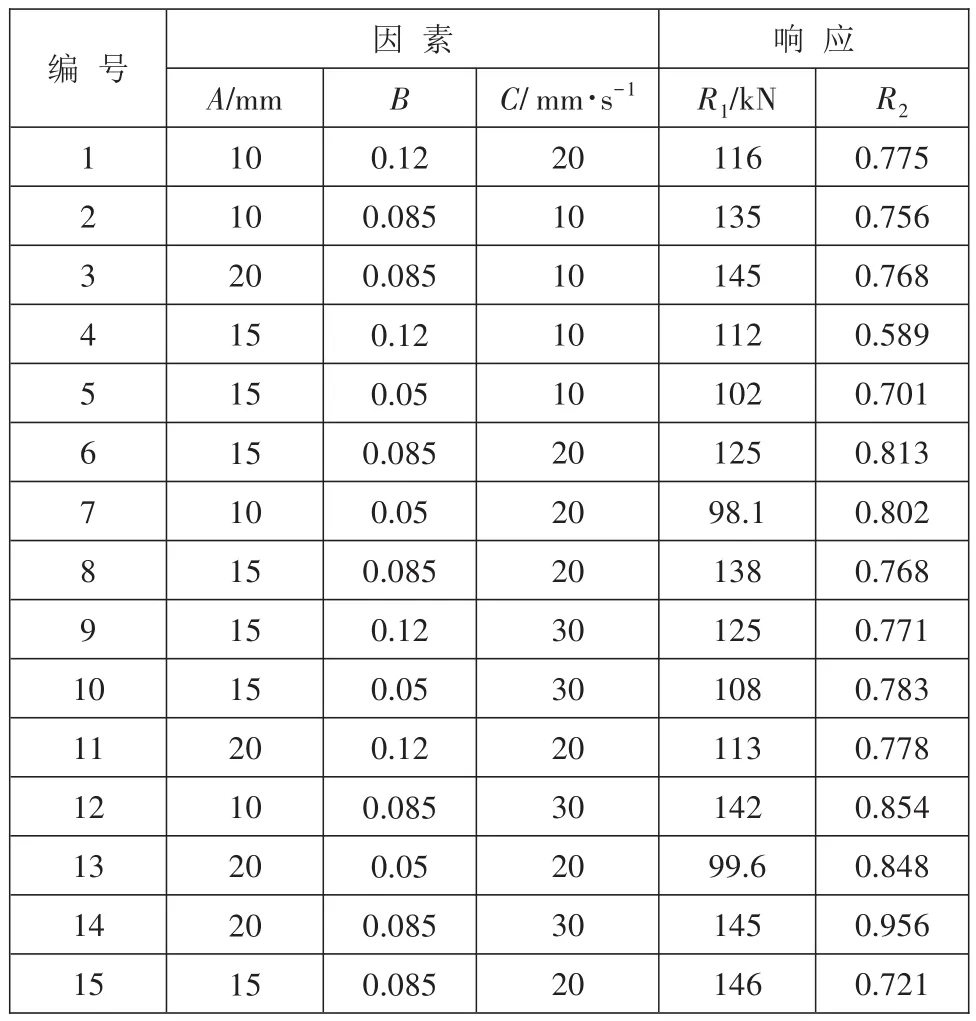
表3 試驗方案及響應(yīng)目標(biāo)
3 響應(yīng)面模型的擬合與分析
3.1 響應(yīng)面模型的擬合
基于表3的模擬結(jié)果,采用線性回歸法建立正擠壓成形載荷及損傷值與凸模圓角半徑、摩擦系數(shù)及液壓機(jī)下壓速度之間的回歸模型,如式(3)和式(4)所示。

3.2 響應(yīng)面模型的分析
利用Design-Expert軟件中的三維曲面可直觀地體現(xiàn)各設(shè)計變量與響應(yīng)目標(biāo)之間的關(guān)系[12],圖6所示為各設(shè)計變量間的交互作用對成形載荷的影響關(guān)系三維曲面。由圖6(a)可知,當(dāng)下壓速度為定值時,成形載荷隨著摩擦系數(shù)的增大先增大后降低,當(dāng)摩擦系數(shù)為0.05時,成形載荷值最小,凸模圓角半徑對于成形載荷的影響不大。由圖6(b)可知,當(dāng)摩擦系數(shù)為定值時,液壓機(jī)的下壓速度對成形載荷的影響較小,成形載荷隨著下壓速度的增大先減小后增大,當(dāng)下壓速度為20 mm/s時,成形載荷值最小。由圖6(c)可知,當(dāng)凸模圓角半徑為定值時,摩擦系數(shù)對于成形載荷的影響更顯著,當(dāng)摩擦系數(shù)為0.05時,下壓速度為10 mm/s時,成形載荷值最小。
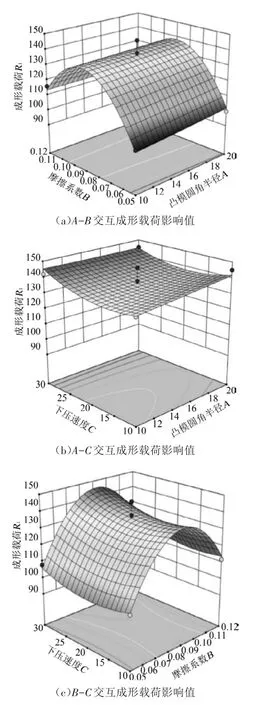
圖6 成形載荷R1曲面
圖7所示為各設(shè)計變量間的交互作用對于損傷值的影響關(guān)系三維曲面,由圖7(a)可知,當(dāng)下壓速度為定值時,損傷值隨著摩擦系數(shù)的增大先增大后減小,隨著凸模圓角半徑的增大先減小后增大,在凸模圓角半徑為15 mm,摩擦系數(shù)為0.12時,損傷值達(dá)到最小。由圖7(b)可知,當(dāng)摩擦系數(shù)為定值時,損傷值隨著下壓速度的增大而增大,在下壓速度為10 mm/s時,損傷值最小。由圖7(c)可知,當(dāng)凸模圓角半徑為定值時,在摩擦系數(shù)為0.12,下壓速度為10 mm/s時,損傷值最小。

圖7 損傷值R2曲面
成形載荷的方差分析如表4所示,由表4可知,模型的F值為8.33,表明該模型有1.55%的概率被噪音影響,模型顯著性較高。模型的P值為0.015 5小于0.05,表明該模型顯著,因素B與因素B2的P值均小于0.05,表明因素B與因素B2為該模型的重要影響項。失擬項的顯著性為不顯著,表明模型合理。模型的相關(guān)系數(shù)和校正系數(shù)分別為0.711 6、0.824 9,差值小于0.2,表明模型合理,擬合程度高。模型的信噪比為8.062 5,表明模型的分辨能力強(qiáng)。
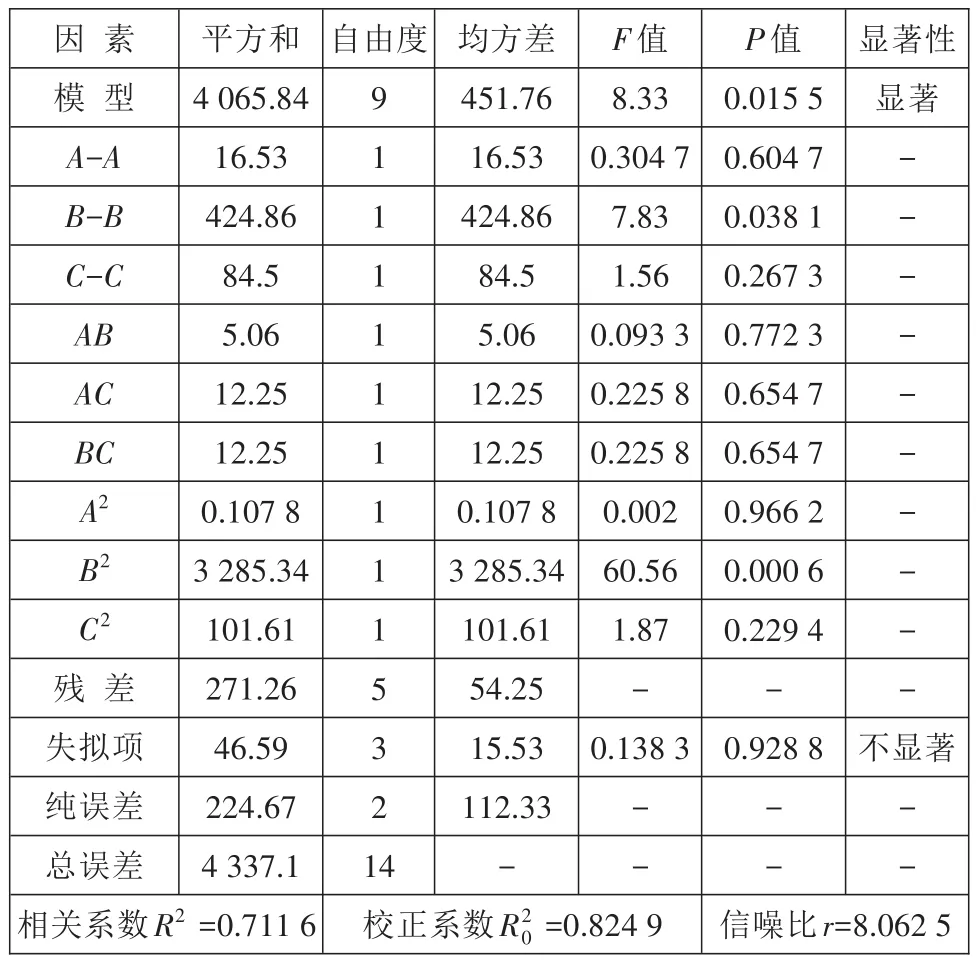
表4 成形載荷方差分析
表5所示為損傷值的方差分析,由表5可知,模型的F值為9.6,P值為0.011 3,表明該模型有1.13%的概率被噪音影響,且因素C、A2與B2的P值均小于0.011 3,表明因素C、A2與B2為該模型的重要影響項。失擬項的顯著性為不顯著,表明模型合理。模型的相關(guān)系數(shù)和校正系數(shù)分別為0.772 9、0.846 9,差值小于0.2,表明模型合理,擬合程度高。模型的信噪比為13.890 7,表明模型的分辨能力強(qiáng)。
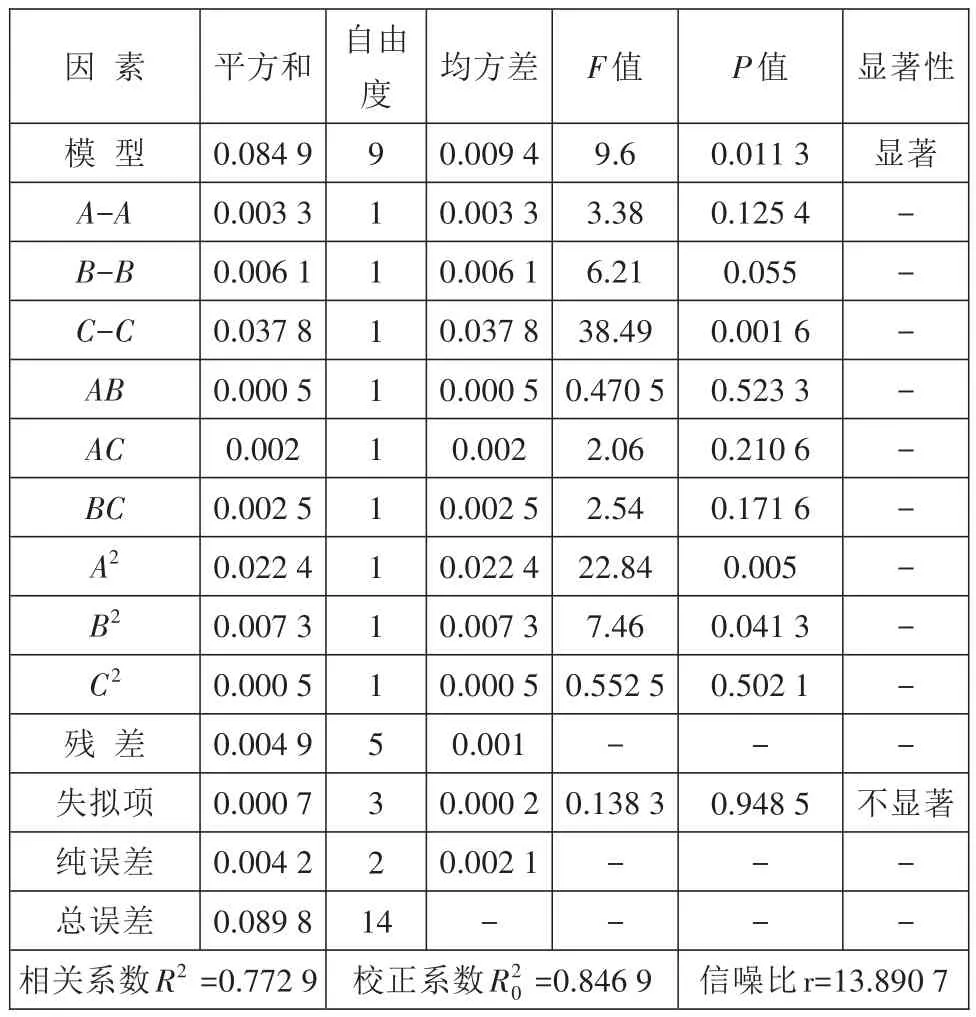
表5 損傷值方差分析
通過Design Expert軟件對響應(yīng)面模型進(jìn)行非線性優(yōu)化,得到因素水平的最優(yōu)組合如表6所示。

表6 最優(yōu)冷擠壓成形工藝參數(shù)
4 優(yōu)化后的數(shù)值模擬結(jié)果分析
圖8所示為優(yōu)化后的蓄能器殼體的冷擠壓成形載荷,由圖8可知,優(yōu)化后的最大成形載荷為1 150 kN,與優(yōu)化前的最大成形載荷1 350 kN相比約降低了14.8%;損傷的區(qū)域分布在筒壁與上端圓角過渡處,優(yōu)化后的損傷值為0.605,如圖9所示,與優(yōu)化前的損傷值0.921相比約降低了34.3%,達(dá)到了期望目標(biāo),保證了蓄能器殼體的表面成形質(zhì)量。

圖8 優(yōu)化后正擠壓成形載荷
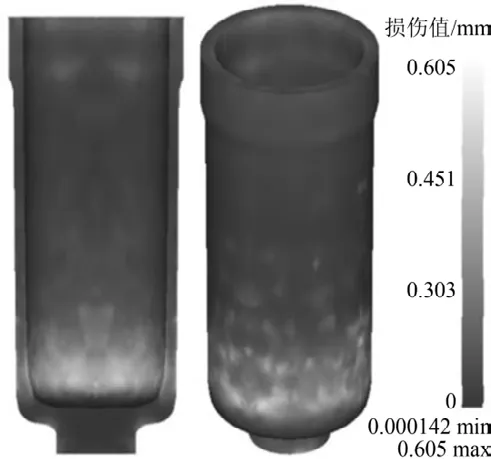
圖9 優(yōu)化后損傷值
5 工藝試驗驗證
為了驗證蓄能器殼體優(yōu)化結(jié)果的準(zhǔn)確性,對響應(yīng)面優(yōu)化得出的最優(yōu)結(jié)果進(jìn)行試驗驗證,將φ83 mm×57 mm的圓柱體坯料放在5 000 kN液壓機(jī)上進(jìn)行生產(chǎn)驗證。優(yōu)化前的結(jié)果如圖1(b)所示,由于頭部與直筒壁過渡處的金屬流動不均勻,應(yīng)力集中產(chǎn)生裂紋缺陷,影響蓄能器殼體的力學(xué)性能。圖10所示為經(jīng)過響應(yīng)面優(yōu)化后的蓄能器殼體,采用優(yōu)化后的成形工藝參數(shù)進(jìn)行生產(chǎn),提高了金屬流動性,頭部與直筒壁圓角過渡處無裂紋缺陷,提高了零件的成形質(zhì)量。
圖10 優(yōu)化后產(chǎn)品
6 結(jié)束語
以某蓄能器殼體為研究對象,采用DeForm軟件進(jìn)行數(shù)值模擬,通過分析損傷值判斷表面裂紋的原因,并利用響應(yīng)面法建立了以凸模圓角半徑、摩擦系數(shù)和下壓速度為變量,以最大成形載荷和損傷值為響應(yīng)目標(biāo)的二階響應(yīng)面模型,結(jié)果表明模型精度較高。
通過分析響應(yīng)面模型獲得成形工藝參數(shù)最優(yōu)組合,即凸模圓角半徑為15 mm、摩擦系數(shù)為0.12、下壓速度為10 mm/s。將最優(yōu)工藝參數(shù)組合通過DeForm軟件進(jìn)行數(shù)值模擬驗證,模擬結(jié)果表明,最優(yōu)成形工藝參數(shù)組合降低了最大成形載荷與零件表面的損傷值,解決了零件表面的裂紋缺陷,提高了零件成形質(zhì)量,達(dá)到了期望目標(biāo)。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
