二次電解著色法防紫銅色鋁型材褪色工藝
2021-11-02 06:38:56黃允芳蔡錫昌
電鍍與精飾 2021年10期
關鍵詞:工藝
黃允芳,蔡錫昌
二次電解著色法防紫銅色鋁型材褪色工藝
黃允芳1*,蔡錫昌2
(1.江蘇商貿職業學院,江蘇 南通 226011; 2.精細化學品集團有限公司,浙江 臺州 318020)
對紫銅色鋁型材容易出現的諸多表面缺陷原因、兩種防褪色工藝機理與存在缺點進行了分析。結果表明:通過試驗與工業化應用實踐,采用“二次電解著色法”工藝,既能有效地解決紫銅色鋁型材褪色問題,又不會產生紫銅色膜裂、顏色失真等新問題。確定了工藝要點與應用條件,并且對“二次電解著色法”工藝的防褪色機理進行了研究。
鋁型材;陽極氧化;電解著色;紫銅色
利用硫酸銅與硫酸組成的電解溶液對鋁表面進行紫銅色電解著色的典型工藝條件:CuSO4.5H2O為25 g/L、H2SO4為5~6 g/L、pH為1.0~1.5、電流密度為0.3~0.8 A/dm2、室溫[1]。但是,盡管對紫銅色鋁陽極氧化膜作了良好封閉處理,紫銅色鋁材的耐候性與耐腐蝕性還是不能滿足室外應用的要求,使得紫銅色電解著色工藝在鋁表面處理領域的實際應用甚少。近年來,紫銅色電泳鋁型材作為一種新型建筑鋁門窗材料,倍受市場歡迎,吸引著許多鋁型材企業紛紛投入生產。然而,生產企業按常規電解著色電泳鋁型材的模式生產,卻常常會遇到許多問題,產品容易出現諸多表面缺陷,如起砂、褪色(色調偏離)、色帶(顏色深淺不同)、膜裂等問題。這些表面缺陷中,褪色缺陷是紫銅色鋁型材生產企業最為棘手的一個問題,是造成一些企業成品率低下、產品質量難上一個臺階的主要原因。
本文重點針對紫銅色鋁型材褪色缺陷與兩種防褪色工藝的缺點,深入研究“二次電解著色法”防褪色工藝的機理與應用[2],為紫銅色電泳鋁型材的生產與研究提供實驗參考。
1 表面缺陷原因分析
紫銅色電泳鋁型材與其他一般的香檳色、古銅色、金黃色與黑色等電泳鋁型材相比,產品之所以容易出現諸多表面缺陷,原因在于紫銅色電泳鋁型材是采用單Cu鹽電解著色。一般單Cu鹽電解著色存在如下工藝缺點:
(1)電解著色槽液分散能力差;對電解著色極間距(工件著色面與著色槽對電極之間的距離)大小敏感,因而當大規格鋁型材上的不同著色面投放在電解著色槽液中存在較大極間距差異時,就容易出現顏色深淺上差異。
(2)綁料導電接觸要求高;相對于生產其他電解著色顏色,生產紫銅色則要求較大的導電接觸面積與較高的導電接觸壓力,一旦稍有導電接觸不良,會容易出現色淺、色偏等不良產品。
(3)對鋁擠壓基材的組織缺陷敏感;如果鋁基材內部存在有粗晶缺陷,產品的粗晶缺陷不是減弱,反而被放大,變得格外明顯。因而生產企業不得不采用“三合一”前處理工藝,該工藝雖能較好地避免產品外觀的粗晶缺陷,但對鋁基材表面原有的擠壓“毛刺”、黏著牢固的顆粒物等難去除掉。
(4)電解著色在膜孔內沉積的Cu著色顆粒,有時沉積在陽極氧化膜的孔口[3],如不采取有效的保護措施,Cu著色顆粒很容易在電泳時發生陽極溶解反應而嚴重褪色,并且在電泳漆膜烘烤固化時,如果烘烤固化溫度較高,或固化時間較長,或烘烤爐升溫較快,又容易出現褪色加重現象。
2 兩種防褪色工藝機理與存在缺點
2.1 “半封閉法”工藝
“半封閉法”工藝就是在單一Cu鹽電解著色后進行半封閉處理,目的是在氧化膜孔內沉積的Cu著色顆粒表面覆蓋一層封閉產物保護。對含鎳含氟類常溫封閉而言,封閉產物主要有AlOOH、Ni(OH)2和AlF3[4];對含鋰含氟無鎳類封閉而言,封閉產物主要有鋰鋁化合物與氟鋁化合物[5]。采用“半封閉法”工藝的重點,是要考察所用的封閉劑是否具備良好的“柔韌性”。理想的封閉劑應該是:經半封閉后,在電泳時不會因封閉不夠而出現褪色,也不會因過度封閉,使電泳漆膜難生成。另外,“半封閉法”工藝對較厚的紫銅色陽極氧化膜,過度封閉的后果還會引來膜裂缺陷。
目前國內生產企業較多把含鎳無氟類中溫封閉用作紫銅色專用半封閉槽,但僅有少數幾種封閉“陳化”速度較慢的中溫封閉劑比較適用于“半封閉法”防褪色工藝。較多品種封閉劑在使用過程中,既容易出現過封閉,使后道工序電泳膜難生成,又容易出現達不到半封閉程度,在后道電泳與烘烤工序中發生嚴重褪色現象,即很難把握封閉尺度。
2.2 “鈍化法”工藝
“鈍化法”工藝就是在銅鹽電解著色后用高錳酸鉀溶液進行一道鈍化處理工序,目的是在氧化膜孔內Cu著色顆粒表面覆蓋一層MnO2保護膜。銅與酸性高錳酸鉀的反應,方程式見(1)式。
3Cu+8KMnO4=3Cu(MnO4)2+2MnO2↓+4H2O(1)
采用該工藝雖然不會引來膜裂缺陷,但必須在現有生產線上新添一個鈍化槽與至少一個鈍化后的水洗槽,因此,陽極氧化電泳生產線上允許添加2個以上槽組;同時新添槽組也影響對鈍化槽液工藝參數的日常維護,鈍化槽液多個工藝參數的正確控制又對最終紫銅色電泳鋁型材產品的色調穩定性影響很大。因此,“鈍化法”防褪色工藝存在缺點是:需增添槽組,有一定的改造費用,增添槽液維護麻煩。
3 “二次電解著色法”防褪色工藝與機理
3.1 工藝試驗
3.1.1主要設備及電解液
陽極氧化膜制備采用GGD系列高頻開關電源;一次與二次電解著色均采用DC/AC可控硅整流器;電泳漆膜制備采用橋式整流器;電泳漆膜烘烤采用DHG-9070A恒溫干燥箱。
3.1.2工藝流程
6063鋁型材試樣→脫脂→水洗→堿洗→水洗→水洗→中和→陽極氧化→水洗→水洗→一次Cu鹽電解著色→二次Sn鹽電解著色→水洗→水洗→熱純水洗→高純水洗→電泳→RO1循環水洗→RO2循環水洗→瀝干→烘烤固化→冷卻
3.1.3電解液
陽極氧化電解液主要成分為硫酸;一次電解著色的電解液主要成分為硫酸銅(Cu鹽)、硫酸與添加劑;二次電解著色的電解液主要成分為硫酸亞錫(Sn鹽)、硫酸與添加劑;電泳電解液主要成分為丙烯酸樹脂、溶劑與中和劑。
3.2 結果及討論
通過試驗,確定“二次電解著色法”防褪色工藝有如下2個工藝要點:
(1)轉換用補色程序進行第二次電解著色,同時控制好著色時間。在Sn鹽槽內進行第二次電解著色,不能采用常規20~30 s的緩慢升壓。提高升壓速度,可有效縮小復雜鋁型材各個表面上沉積Sn保護膜的厚度差。因此,二次電解著色操作應采用直接升壓,即將常觀著色操作轉換成補色操作;因為二次電解著色操作的時間很短,著色時間波動對最終紫銅色鋁型材的色調影響很大。
(2)對電泳漆膜烘烤的升溫速度、固化溫度及保溫時間作適當調整。當烘烤爐升溫速度太快時,會促進紫銅色褪色;對一般鋁型材電解著色,電泳漆膜烘烤固化溫度約180 ℃、保溫30~40 min;而對紫銅色鋁型材,為防止褪色,應適當降低烘烤固化溫度,用適當延長漆膜滴干時間與烘烤固化保溫時間給予彌補,以確保電泳漆膜的各項性能依然達到國家標準的質量要求。
通過工業化生產實踐,“二次電解著色法”工藝選取的工藝參數見表1。
表1工藝參數
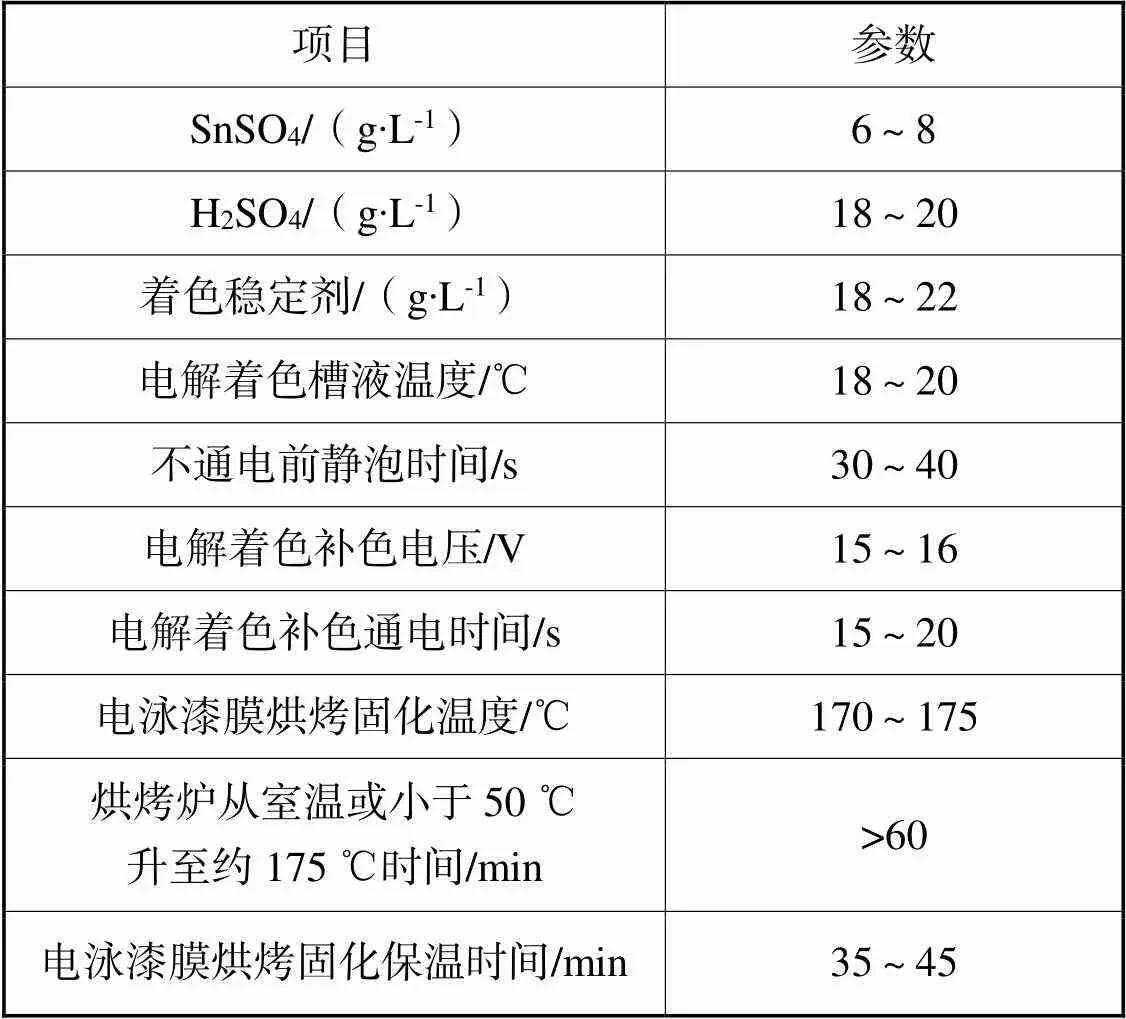
Tab.1 Technological parameters
3.3 防電泳褪色機理
“二次電解著色法”就是鋁型材表面陽極氧化膜在用單Cu鹽第一次進行電解著色,獲得紫銅色氧化膜后,再用Sn鹽或Sn-Ni混合鹽(因鎳屬于一類污染物,極大多數生產企業目前完成由Sn-Ni混合鹽向Sn鹽工藝轉換)進行第二次電解著色處理,使氧化膜孔內原先沉積的Cu著色顆粒表面再覆蓋一層薄薄的Sn保護膜(見圖1)。有該層Sn保護膜作保護,在電泳過程中膜孔內Cu著色顆粒就不會發生陽極溶解。
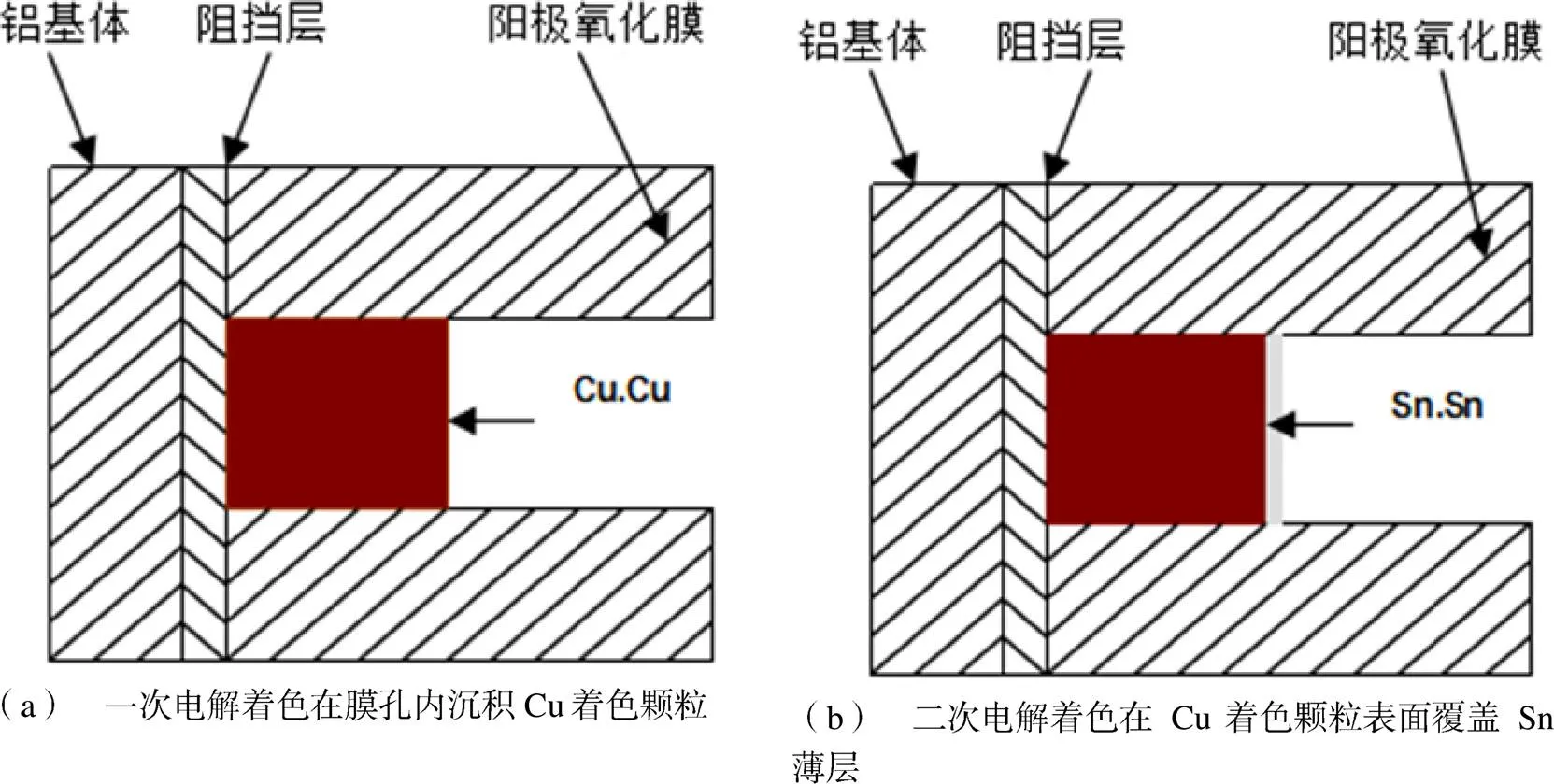
圖1 防褪色機理示意圖
在Sn鹽槽液內進行第二次電解著色時,氧化膜孔內的沉積物主要是Sn,當Sn沉積物很薄時呈透明的仿鋼色;單Cu鹽電解著色的沉積物主要是Cu,較厚時呈現濃重的紫銅色。薄薄的Sn保護膜覆蓋在濃重的紫銅色表面,幾乎不會對原有紫銅色外觀發生改變。但是如果Sn保護膜過厚,則Sn沉積物呈現透明性較差的香檳色或青銅色,這樣的Sn保護膜覆蓋在紫銅色上,就會使原有的紫銅色出現失真。因此,“二次電解著色法”防褪色工藝關鍵是既要保護好膜孔內Cu著色顆粒不發生電泳溶解,又要保留紫銅色原色調。
對一般的Sn鹽電解著色而言,著色電壓高低影響著顏色的均勻性。當著色電壓低至約10 V時,通常僅僅在鋁型材的外凸部位表面(即離著色槽對電極較近的部位)開始著色,而對鋁型材的內凹處表面,通常僅在大于13 V時才開始著色,兩種情況著色電壓相差3 V。因此為了實現在復雜鋁型材的所有表面獲得一層厚度基本相同、又很薄的Sn保護膜,在Sn鹽電解著色槽內進行第二次電解著色時,需控制著色時間不要太長,著色升壓速度不要過慢。
4 結論
“二次電解著色法”防紫銅色鋁型材褪色工藝與兩種防褪色工藝相比,歸納起來有如下3個優點:
(1)國內一般的鋁型材陽極氧化電泳生產線均有Sn鹽電解著色槽組,不需要增添二次電解著色專用工藝槽,可以免去改造槽組的投資費用,與原Sn鹽電解著色槽液的日常維護合并一起,既節省投資,又維護簡單。
(2)Sn鹽電解著色的顏色主要由Sn著色顆粒沉積在氧化膜孔內而產生,有較好的耐候性與耐腐蝕性,Sn與Cu兩者相似,有良好的兼容性,因而使得薄薄的Sn保護膜既能較好地防止紫銅色褪色,又不會使原有的紫銅色出現顏色失真。
(3)“二次電解著色法”防褪色工藝的膜孔沉積物Sn,與“半封閉法”工藝的封閉產物相比,有更好的抗熱裂塑性,即使對較厚的紫銅色陽極氧化膜(約≥12 μm),也不會在電泳漆膜烘烤固化時引發膜裂。
[1] Arthur W B. The technology of anodizing aluminium [M]. Modena: Interall SRL, 2000: 253.
[2] 蔡錫昌, 黃允芳, 姜華, 等. 鋁合金型材紫銅色氧化膜褪色與裂紋問題的研究[J]. 電鍍與精飾, 2014, (4): 22-24.
Cai X C, Huang Y F, Jiang H. Studies on the discoloration and cracking of the copper color oxidation films on aluminum alloy extrusions [J].Plating & Finishing, 2014, (4): 22-24 (in Chinese).
[3] 朱祖芳. 鋁材表面處理[M]. 長沙: 中南大學出版社,2010: 89.
[4] 朱祖芳. 鋁合金陽極氧化與表面處理技術(第二版)[M]. 北京: 化學工業出版社, 2010: 231
[5] 黃允芳, 蔡錫昌. 鋁陽極氧化膜采用復合無鎳封閉工藝的研究[J]. 電鍍與精飾, 2017, (3): 4-8.
Huang Y F, Cai X C. Studies on the composite nickel-free sealing process for the anodic aluminum oxide film[J]. Plating & Finishing, 2017, (3): 4-8 (in Chinese).
Process of the Seconday Electrolytic Coloring Method to Prevent Copper Color Discoloration on Al Profile
HUANG Yunfang1*, CAI Xichang2
(1. Jiangsu Vocational College of Business, Nantong 226011, China;2. Fine Chemicals Group Ltd., Taizhou 318020, China)
The reasons for surface defects of copper-colored aluminum profiles, the mechanism of two anti-fading processes and their shortcomings were analyzed. The results show that the process of "secondary electrolytic coloring" can effectively solve the fading problem of copper aluminum profiles, and will not cause new problems such as copper film cracking and color distortion through experiment and industrial application practice. Key points of the process and application conditions were determined, and the mechanisms of the “secondary electrolytic coloring method” was also studied
aluminum profile; anodizing; electrolytic coloring; copper color
TQ153.6
A
10.3969/j.issn.1001-3849.2021.10.011
2020-06-21
2020-09-07
黃允芳, email: hyfcqr2008@126.com
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52