TC2、TC6表面噴涂WC-17Co與電鍍鉻耐磨性能對比
2021-11-02 07:50:54楊堃張明孫小嵐
電鍍與精飾 2021年10期
楊堃,張明,孫小嵐
TC2、TC6表面噴涂WC-17Co與電鍍鉻耐磨性能對比
楊堃1*,張明2,孫小嵐1
(1.沈陽飛機工業(集團)有限公司,遼寧 沈陽 110850;2.空軍裝備部駐沈陽地區第一軍事代表室,遼寧 沈陽 110031)
TC2、TC6鈦合金是航空領域中常用的選材,為了增加鈦合金配合表面的耐磨性能,對鈦合金表面進行超音速火焰噴涂碳化鎢,研究對比TC2、TC6鈦合金表面噴涂WC-17Co和鍍硬鉻的摩擦性能。結果表明:表面噴涂WC-17Co可獲得致密表面,孔隙率小于0.5 %,同時耐磨性能顯著提高。
WC-17Co;電鍍鉻;鈦合金;耐磨性
鈦合金具有低密度,高比強度和比模量等優勢,在航空航天、醫療、化工等領域的應用日益廣泛。然而,由于耐磨性差限制了其在摩擦構件中的應用[1-2l。摩擦磨損在工程實踐中是非常普遍的現象,其中以磨粒磨損所造成的危害最大。在所有因磨損而失效的零部件中,磨粒磨損大約為40 %~50 %[3-4]。如何有效地提高鈦合金的耐磨性已成為諸多學者研究的熱點[5]。
航空領域常在鈦合金表面電鍍鉻來增加表面耐磨性[6],但是鉻層多孔,與鈦合金基體結合力較差,磨削過程中容易出現“爆皮”。碳化鎢熔點高、硬度高、耐腐蝕性強,是一種常用的整體和表面強化修復用耐磨材料[7-8]。根據鈦合金電鍍鉻零件的使用特點,開展鈦合金零件上涂覆由WC和Co等成分組成的合金涂層(簡稱WC-17Co合金涂層),碳化鎢涂層的高硬度與鈦及鈦合金的耐磨需求相契合,在鈦表面制備碳化鎢涂層可以大幅提高其耐磨性和硬度,滿足其在重載荷條件下的使用需求[9]。本文在TC2或TC6表面噴涂WC-17Co,得到孔隙率低,表面致密的碳化鎢涂層,并與電鍍硬鉻進行耐磨性對比,探索應用鈦合金TC2、TC6表面超音速火焰噴涂WC-17Co技術代替電鍍硬鉻的可能性。
1 實驗
1.1 材料
TC2和TC6都是+型鈦合金,TC2成分為Ti-4Al-1.5Mn,具體成分見表1所示,TC6的具體成分見表2。WC-17Co粉成分為:83 wt% WC,17 wt%Co。
表1TC2化學成分
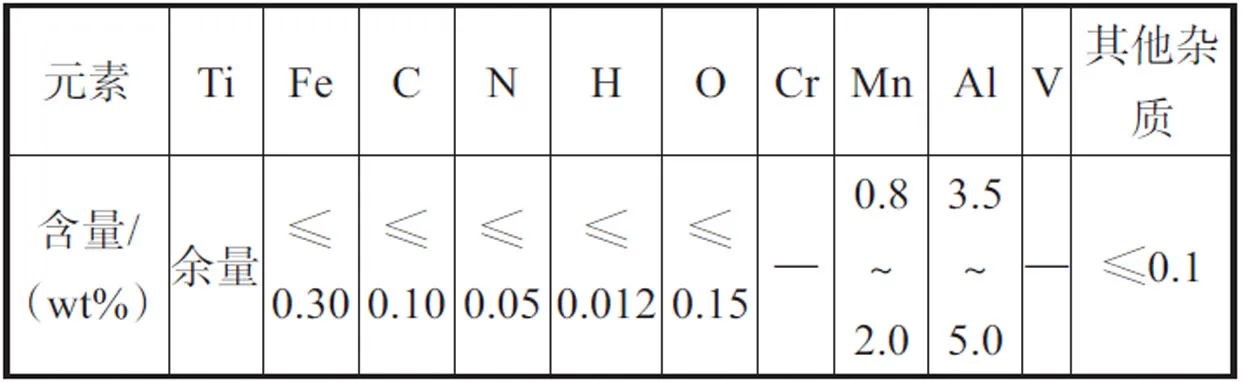
Tab.1 Chemical composition of TC2
表2TC6化學成分
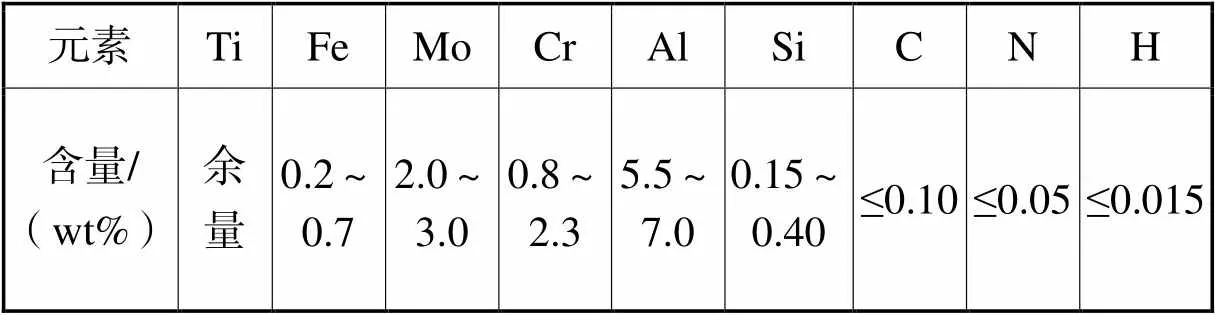
Tab.2 Chemical composition of TC6
1.2 涂層的制備
1.2.1碳化鎢涂層
用丙酮、汽油或者有機溶劑清洗TC2、TC6鈦合金基材表面以除油,該除油與鍍鉻相同,再進行鈍化處理,鈍化在45 %~60 %硝酸中進行,然后采用Metco的超音速火焰噴涂設備DJ2700,以WC-17Co為噴涂粉末,將試片裝在合適的夾具上,安裝至可調節轉速的轉臺上。在噴涂過程中,試片基體溫度不應超過148 ℃,噴涂距離(噴槍出口與工件之間的距離)應保持300 mm±6.3 mm不變,允許有±6.3 mm的波動。金相及孔隙率試樣的厚度為21~48 μm。耐磨試樣噴涂厚度80~100 μm。噴涂工藝參數為:空氣壓力0.5 MPa,丙烷壓力0.8 MPa,次燃料壓力0.4 MPa,噴涂距離140 mm。
1.2.2鍍鉻處理
對待鍍表面進行清洗后,在硫酸和鹽酸體積比為1∶5的混合溶液中進行氫化處理(即在酸溶液中活化表面),然后進行乳白鉻(即在鈦合金表面電鍍形成厚度較薄的打底層),乳白鉻在鉻酸酐為80~150 g/L,硫酸2~3 mL/L,溫度70~90 ℃下電鍍層厚度10 μm左右后,在鉻酸酐100~200 g/L,硫酸2~3 mL/L,溫度40~50 ℃下鍍硬鉻。耐磨試樣鍍硬鉻厚度為80~100 μm。
1.3 表征與性能測試
1.3.1外觀、金相及孔隙率
按圖1所示,從試樣截取金相試片,固定試樣,使切割工具先通過涂層以降低涂層產生的損傷。涂層應均勻,無裂紋和分層,涂層與基體界面無分離等現象;采用特定的圖像分析軟件Leica分析涂層的孔隙率。
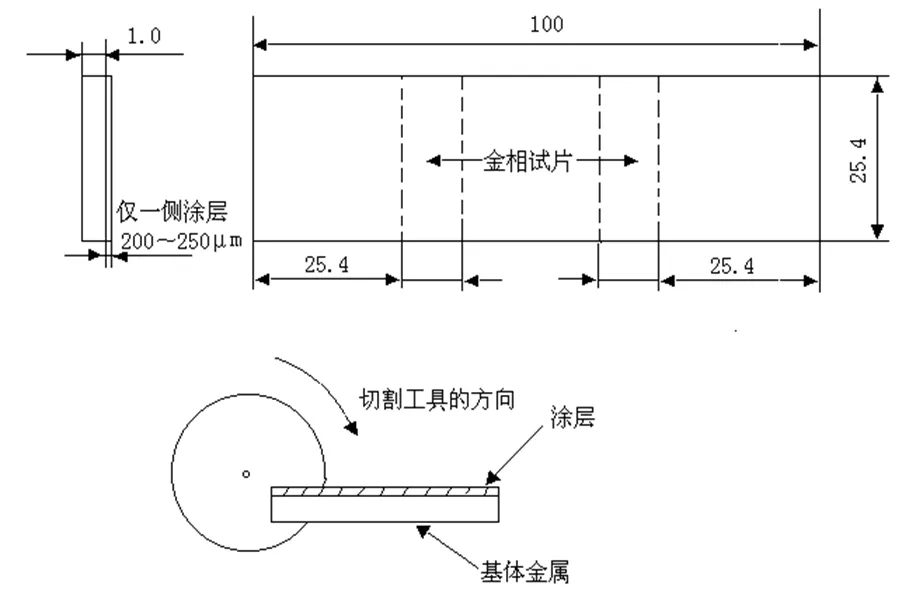
圖1 金相試樣尺寸圖及制樣切割方式
1.3.2耐磨性
摩擦磨損實驗采用球-面接觸干摩擦方式,上試樣為直徑4 mm的GCr15鋼球,硬度≥60 HRC。下試樣尺寸為24 mm×7.8 mm。實驗條件為:摩擦頻率20 Hz,摩擦行程2000 μm,摩擦載荷150 N,摩擦時間為5 min。
TABER實驗:每組實驗件3件,實驗前清洗和稱重,涂層表面存在一定厚度的疏松層,在正式耐磨實驗前,先進行預磨處理,由于需要轉超過1000 r,因此,預磨50 r后正常摩擦,預磨時間為1 h,之后稱重(0),實驗進行10000 r后,稱重(1)記錄,計算涂層的磨損量。
結合強度使用斷膠法測試,拉伸涂有膠的試片,結合面積506 mm2,進行6組實驗,拉伸力最小為37000 N,實際拉伸強度73.12 MPa,均在膠面產生斷裂,并無涂層的分離,說明涂層結合強度大于73.12 MPa。
2 結果與討論
2.1 金相及孔隙率
鈦合金噴涂碳化鎢涂層的典型顯微截面形貌如圖2所示。由圖2中可以看出:碳化鎢涂層均勻致密,無未熔顆粒;涂層與鈦合金基體界面結合良好,無界面污染物或夾雜;截面未出現微裂紋。不同底材的鈦合金噴涂碳化鎢涂層并無太大影響。
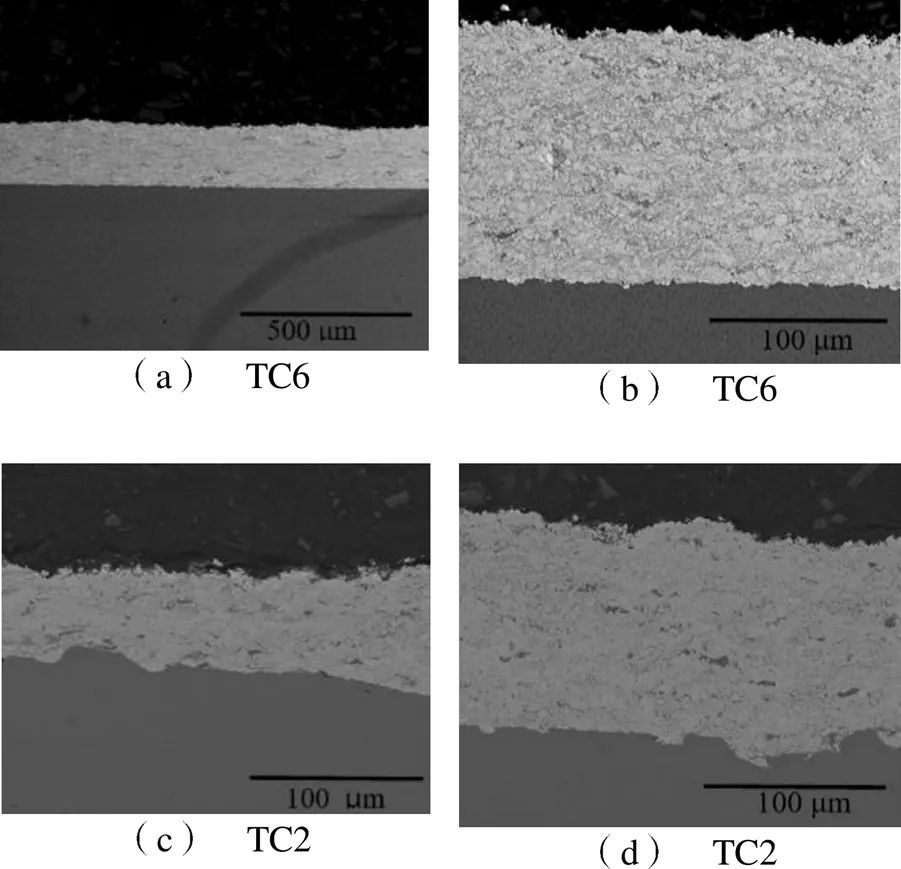
圖2 鈦合金TC6、TC2噴涂碳化鎢涂層的典型截面顯微形貌
涂層孔隙率測試值見表3。由表3可以看出,所噴涂碳化鎢涂層的孔隙率均小于0.5 %。鍍鉻層孔隙率高于碳化鎢層。平均孔隙率是碳化鎢的2倍,說明鍍鉻層多孔不夠致密。
表3碳化鎢涂層孔隙率
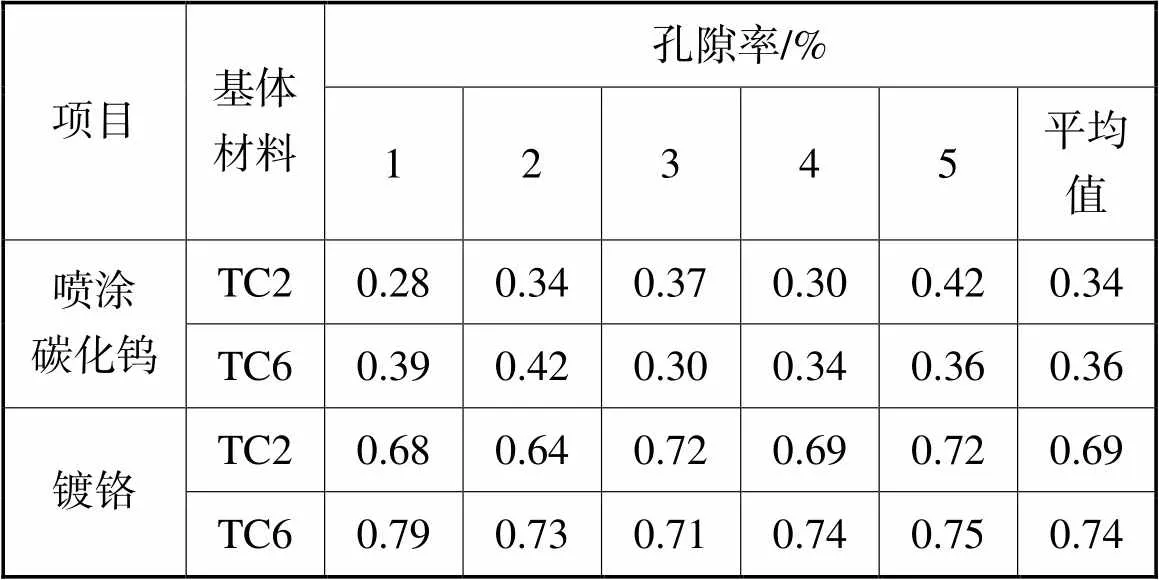
Tab.3 Layer porosity of WC coating
鈦合金電鍍鉻層的典型顯微形貌如圖3所示。由圖3中可以看出:電鍍鉻層雖然具有較好的致密度,在鍍層與鈦合金基體界面之間有明顯的缺陷和夾雜存在。由于鉻層多孔疏松,呈網格狀,容易在孔隙中存留夾雜和缺陷,從而對鍍層的結合強度等性能造成影響,碳化鎢涂層結合強度大致為70 MPa,而電鍍鉻層結合強度只有30 MPa左右。
鈦合金噴涂碳化鎢涂層的涂層形貌及EDS圖,如圖4所示。耐磨主要成分為WC元素組成。圖4中可以看出,涂層并沒有夾雜,涂層均勻。其中,碳含量1.87 %,鎢含量1.93 %,鈷含量0.30 %,表層增強相主要以碳化鎢形式存在,是耐磨的主要成分。

圖3 鈦合金電鍍鉻層的顯微截面形貌

圖4 鈦合金噴涂碳化鎢涂層形貌及EDS圖
2.2 耐磨性能
2.2.1Taber摩擦實驗
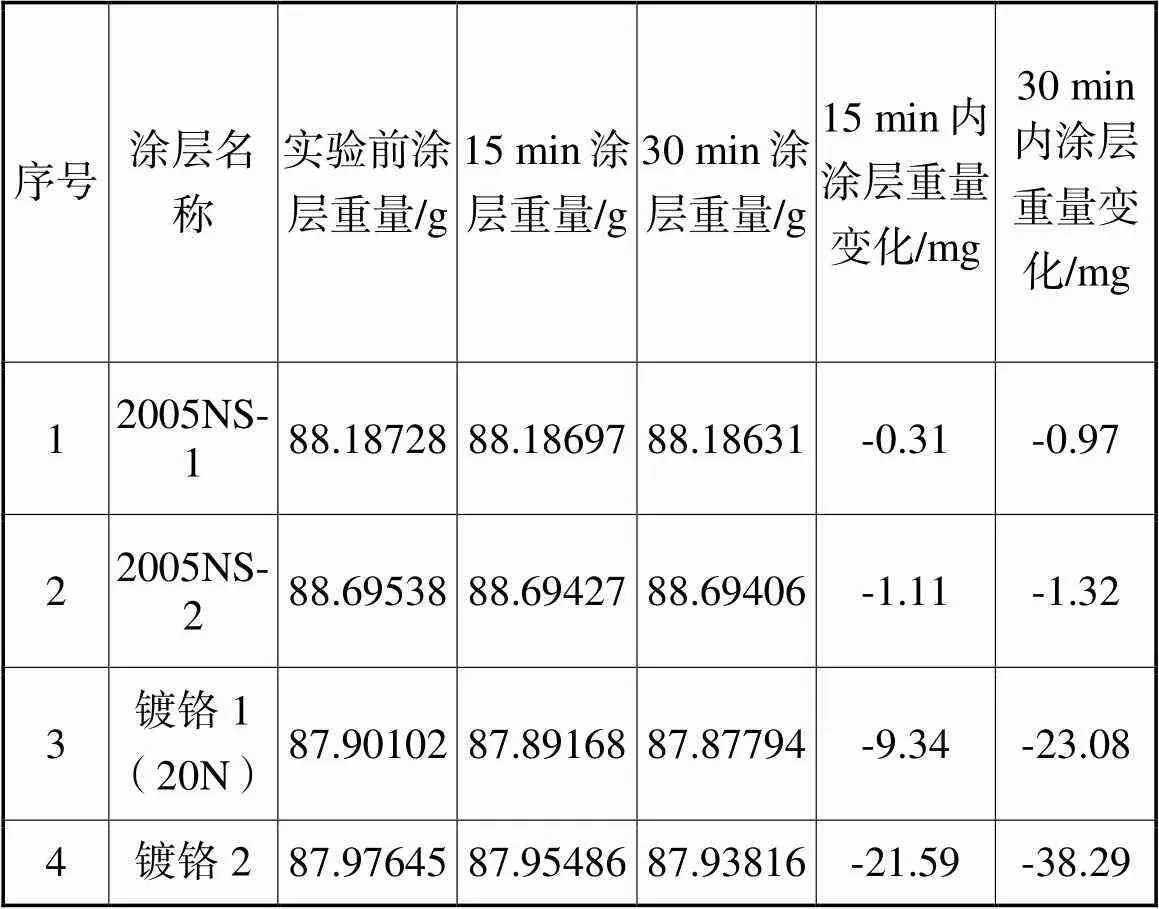
采用Taber實驗機進行的耐磨,基材均使用TC2,實驗結果見表4。結果表明,電鍍鉻涂層的磨損量比高速火焰噴涂涂層磨損量高一個數量級。碳化鎢涂層磨損性能明顯優于鍍鉻層。
2.2.2球盤摩擦實驗
TC2和TC6鈦合金噴涂碳化鎢涂層與電鍍鉻層的摩擦系數如圖5所示。由圖5中可以看出:鍍鉻層摩擦系數在摩擦初期急劇上升,隨后下降,但在摩擦第二階段“磨合期”摩擦系數波動較大,略有上升,隨后趨于平穩,基本維持在0.7~0.8范圍內波動,這與鍍鉻層厚度較薄且脆性較大有關,摩擦接觸一瞬間,點-面接觸的摩擦條件,造成鍍層在瞬時受到很大的壓力,很容易造成涂層發生開裂,從而造成鍍層表面存在一定的微裂紋,在“跑和”期摩擦系數急劇上升,隨著摩擦過程的進行,基于鍍鉻工藝特點決定其組織內部存在貫穿性微裂紋,這些微裂紋在摩擦過程中很容易被摩擦副剪切而產生磨屑,磨屑一般硬度較高,尺寸較小,但與基體材料產生磨屑不同,鍍層磨屑很難在一定熱量聚集條件下轉換成氧化膜,反而會引起鍍層進一步發生刮擦,因此會出現“磨合”期鍍層摩擦系數略有上升,隨著摩擦過程的進行,鍍層表面被反復碾壓而變得較為平整、光滑,摩擦系數基本會保持在一定范圍內穩定波動,這也是摩擦的“穩定期”。整體分析鍍層摩擦系數在0.7~0.8范圍內變化。對比而言,碳化鎢涂層在摩擦過程中摩擦系數變化較為平緩,碳化鎢涂層摩擦性能較為穩定,優于鍍鉻層。
表4Taber耐磨性實驗結果

Tab.4 Test results of wear resistance
圖6為TC2和TC6鈦合金噴涂碳化鎢涂層與電鍍鉻層摩擦形貌對比圖。由圖6中可以看出:碳化鎢涂層磨痕寬而淺,而硬鉻鍍層磨痕窄而深。通過計算分析可知:TC2鈦合金噴涂碳化鎢涂層磨痕深度為0.975 μm,磨痕寬度為774 μm;TC6鈦合金噴涂碳化鎢涂層磨痕深度為1.18 μm,磨痕寬度為876 μm;TC2鈦合金硬鉻鍍層磨痕深度約為3.27 μm,寬度約為381 μm;TC6鈦合金硬鉻鍍層磨痕深度約為3.5 μm,寬度約為446 μm。
圖7為TC2和TC6鈦合金噴涂碳化鎢涂層與電鍍鉻層磨損量對比圖。可以看出:碳化鎢涂層的磨損量明顯低于硬鉻鍍層的磨損量。表5與圖6碳化鎢涂層的磨損失重約0.12 mg,硬鉻鍍層的磨損失重約0.6 mg,碳化鎢涂層的耐磨性是硬鉻鍍層耐磨性的5倍。此外,電鍍鉻層的厚度約為25 μm,制備厚度200 μm以上鍍層所需時間長且容易產生裂紋及剝落等情況,而碳化鎢涂層在保證結合強度的前提下可以快速制備較厚的鍍層,更有利于保護基體,因此噴涂碳化鎢涂層比電鍍鉻層具有顯著的優越性。
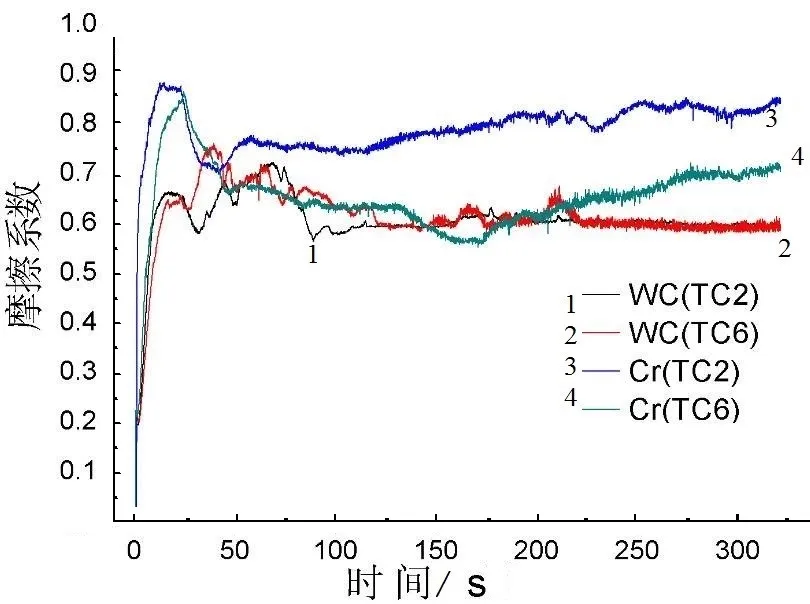
圖5 碳化鎢涂層(WC)與硬鉻鍍層(Cr)摩擦系數對比圖
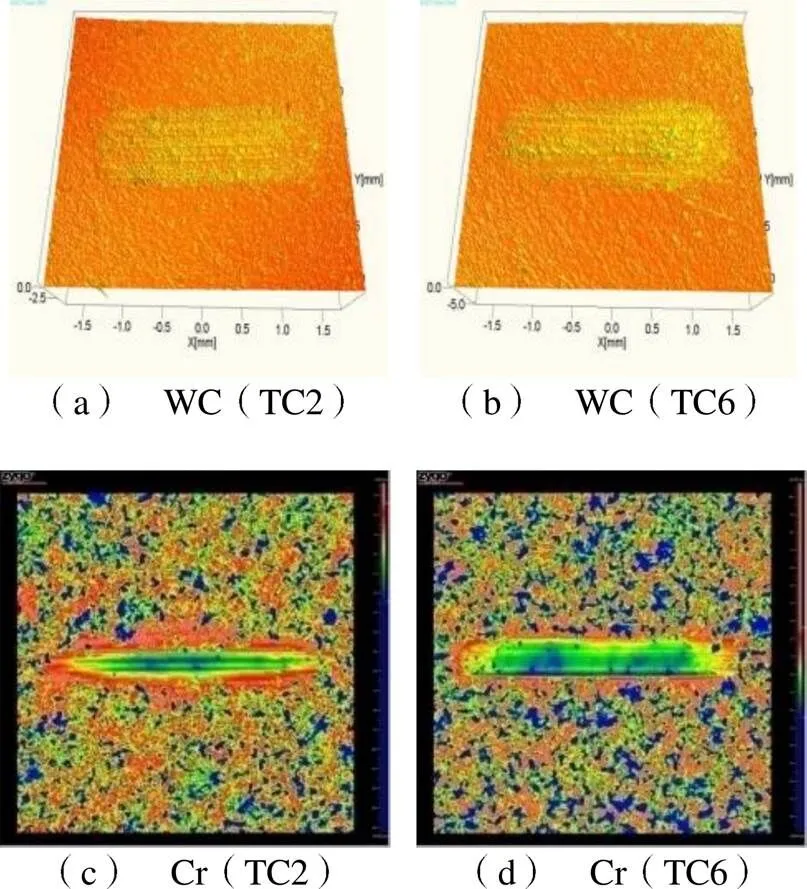
圖6 碳化鎢涂層(WC)與硬鉻鍍層(Cr)磨痕特征分析
碳化鎢涂層中起到耐磨作用的主要是WC相,WC致密的表面以及硬質的形態使其耐磨性能明顯優于鍍硬鉻。在磨損過程中,硬度較低的基體材料在被磨損后,露出的WC顆粒起到支撐和陰影保護效果,增強了耐磨性;同時,WC顆粒在磨損中剝落形成的顆粒亦會造成材料表面的微犁溝。
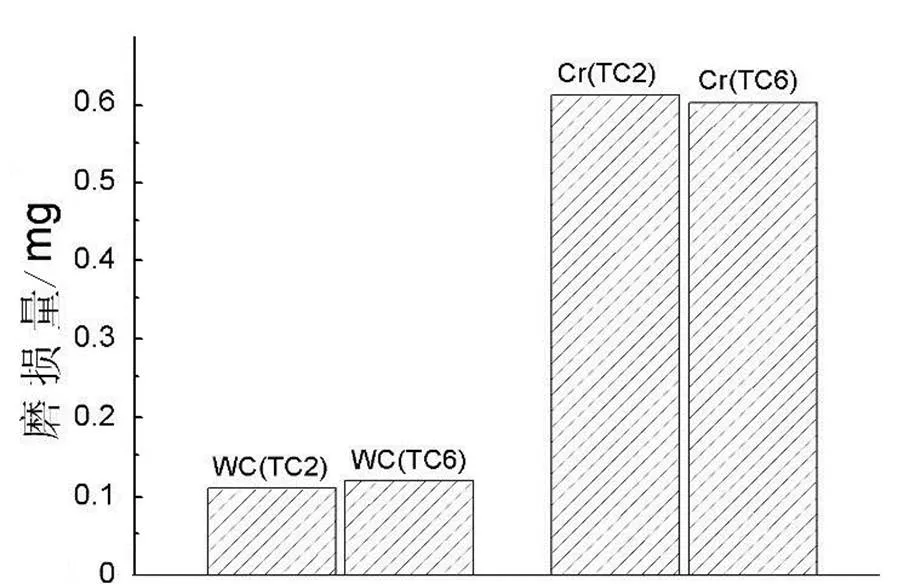
圖7 碳化鎢涂層(WC)與硬鉻鍍層(Cr)磨損量對比圖
表5摩擦實驗涂層質量變化
Tab.5 Change of coating quality in friction test
3 結論
(1)鈦合金噴涂碳化鎢涂層的微觀組織優于電鍍鉻層,噴涂碳化鎢涂層均勻致密,與基體結合良好,而電鍍鉻層在界面處有明顯的缺陷和夾雜存在。
(2)鈦合金噴涂碳化鎢涂層的耐磨性能優于電鍍鉻層,噴涂碳化鎢涂層的磨損量為電鍍鉻層1/5左右。
(3)航空耐磨應用方面可在鈦合金表面噴涂碳化鎢作為鍍硬鉻取代工藝。
[1] 郭華鋒, 李菊麗. TC4鈦合金表面等離子噴涂Ni基WC涂層的組織及性能分析[J]. 中國表面工程, 2013, 26(2): 21-28.
Guo H F, Li J L. Microstructure and performance of Ni-based WC coating prepared by plasma spraying on TC4 titanium alloy surface[J]. China Surface Engineering, 2013, 26(2): 21-28 (in Chinese).
[2] 李博. 一種鈦合金零件異形面噴涂碳化鎢工藝研究[J]. 焊接技術, 2017, 46(12): 50-52.
Li B. Study on fatigue performance of joint in bainite and pearlescent rail by flash butt welding[J]. Welding Technology, 2017, 46(12): 50-52 (in Chinese).
[3] 王群, 屈幫榮, 唐瞾肸, 等. 超音速火焰噴涂碳化鎢-鈷涂層磨粒磨損行為[J]. 中國有色金屬學報, 2015,25(7): 1920-1928.
Wang Q, Qu B R, Tang Z X, et al. Abrasive wear behavior of WC-Co coating deposited by high velocity oxygen flame process[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1920-1928 (in Chinese).
[4] Xue Q J. Progress in Chinese tribology research and application[J]. Science and Technology Review, 2008, 26(23): 1.
[5] 何獎愛, 王玉瑋. 材料磨損與耐磨材料[M]. 沈陽: 東北大學出版社, 2001: 4-5.
[6] 湯智慧, 王長亮, 貢興嘉, 等. 電鍍硬鉻工藝對TC6鈦合金性能的影響研究[J]. 航空材料學報, 2012, 4: 20-25.
Tang Z H, Wang C L, Gong X J, et al. Effects of hard chromium electroplating on performance of TC6 titanium alloy[J]. Journal of Aeronautical Materials, 2012, 4: 20-25 (in Chinese).
[7] 裴延波. WC-Co 涂層的發展現狀與展望[J]. 石油化工腐蝕與防護, 2011, 28(1): 1-4.
Pei Y B. Development status and prospect of WC-Co coating[J]. Corrosion&Protection in Petrochemical Industry, 2011, 28(1): 1-4 (in Chinese).
[8] 白智輝, 高峰, 王大峰, 等. 不同顆粒度碳化鎢的WC-17Co等離子涂層組織及摩擦學特性研究[J]. 熱噴涂技術, 2015, 7(3): 48-53.
Bai Z H, Gao F, Wang D F, et al. Research on different particle size of tungsten carbide on organization and the tribological characteristics of plasma sprayed WC-17Co coating[J]. Thermal Spray Technology, 2015, 7(3): 48-53 (in Chinese).
[9] 姬壽長, 李爭顯, 李京龍, 等. 鈦表面厚碳化鎢涂層研究進展[J]. 鈦工業進展, 2018, 35(6): 20-25.
Ji S C, Li Z X, Li J L, et al. Research status quo of thick WC coating on titanium alloy surface[J]. Titanium Industry Progress, 2018, 35(6): 20-25 (in Chinese).
Wear Resistant Comparison of Spraying WC-17Co Coating and Chromium Plating on the Surface of TC2 and TC6
YANG Kun1*, ZHANG Ming2, SUN Xiaolan1
(1. AVIC Shenyang Aircraft Corporation, Shenyang 110850, China; 2. Air Force Equipment Department First Military Representative Office in Shenyang, Shenyang 110031, China)
TC2 and TC6 titanium alloys are commonly used in the aerospace field. In order to increase the wear resistance of titanium alloy mating surface, the surface of titanium alloy was sprayed with supersonic flame tungsten carbide, and the friction properties of TC2 and TC6 titanium alloy by spraying WC-17Co and hard chromium plating were compared. The results showed that a compact surface can be obtained by spraying WC-17Co, the porosity was less than 0.5 %, and the wear resistance was significantly improved.
WC-17Co; chromium plating; titanium alloy; wear resistance
TG669
A
10.3969/j.issn.1001-3849.2021.10.005
2020-12-13
2021-02-14
楊堃(1986—),男,碩士研究生,高級工程師,從事表面處理工作。email:hahayangkun@163.com