汽車差速器半軸齒輪尺寸超差原因分析及工藝改進
2021-11-02 01:52:50李林鑫賴麗莉馮鈴
金屬加工(冷加工) 2021年10期
李林鑫,賴麗莉,馮鈴
四川化工職業技術學院 四川瀘州 646005
1 序言
某公司半軸齒輪產品在入廠檢驗時,發現兩件產品出現(15.8±0.15)mm尺寸超差,半軸齒輪超差尺寸位置如圖1所示。該尺寸的作用是確定卡簧槽的軸向位置,限制半軸的軸向竄動,若該尺寸過大,則可能造成卡簧無法彈開,失去作用;若該尺寸過小,則可能造成卡簧提前彈開,裝配不到位。為了保證尺寸精度,提升半軸齒輪的工作可靠性,對尺寸超差情況進行分析,找出原因,提出了解決辦法,經驗證,效果良好,為解決其他同類尺寸超差問題提供了理論依據。
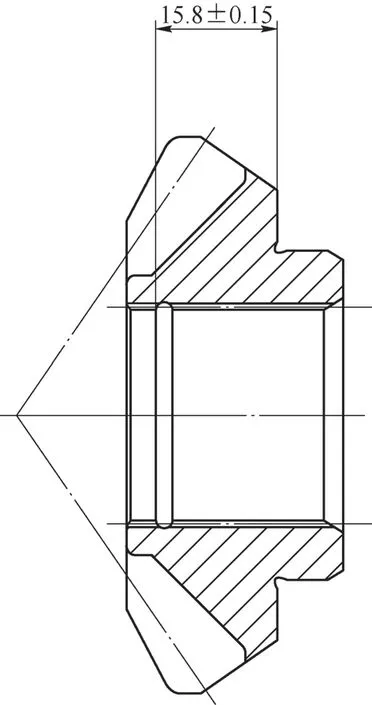
圖1 半軸齒輪超差尺寸位置示意
2 尺寸超差原因分析
2.1 測量系統分析
尺寸檢測系統如圖2所示,采用薄片式高度尺測量頭(量儀分辨率為0.01mm),檢測塊上平面(基準面)與工件被檢測平面完全貼合,測量檢測塊的基準面到卡簧槽的距離。測量時,將零件放在基準面上進行測量,全過程為手動操作,人為因素存在一定的影響;同時,測量受兩個面平行度影響,每次檢測前需要核對基準。測量系統中量儀的分辨率為0.01mm,<T/20(尺寸公差T=0.3mm),滿足測量需求。
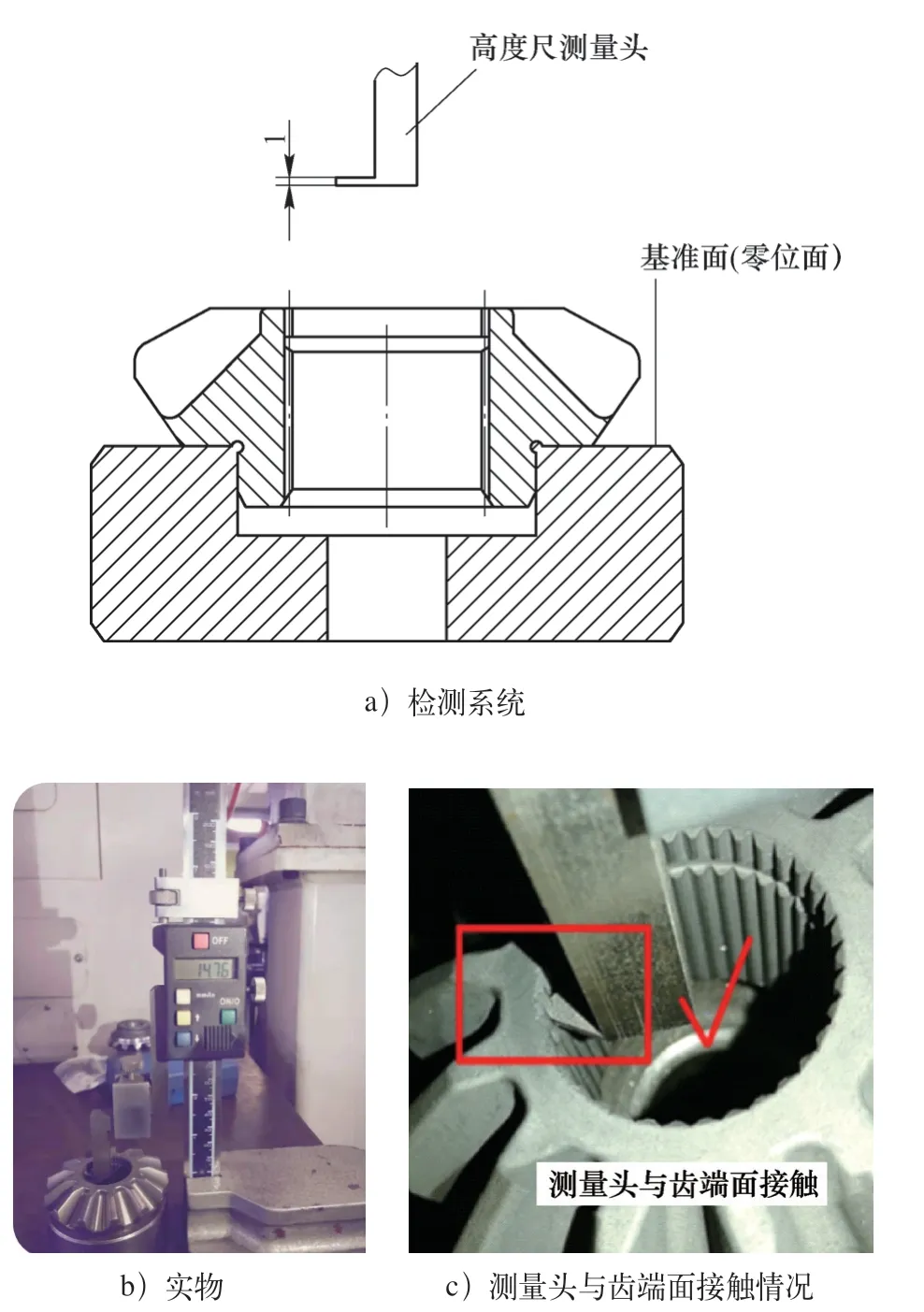
圖2 尺寸檢測系統示意
測量時清潔工件、檢測塊和標準件,放置到檢測平臺上,將高度尺測量頭下端面移動至檢測塊(檢測塊上、下面平行度要求≤0.005mm,并按照檢具周期校驗規定校驗)基準平面上,高度尺對零,使用標準件(標準件定期檢測標定)校準,每次檢測前校驗一次,將零件放置在基準平面上,將高度尺測量頭上端面移動至卡簧槽上端面,讀取數值。在實際讀數的基礎上加上測量頭的厚度1mm,得到實測值。
2.2 測量能力分析
選取自制15.8mm尺寸標準件作為樣件,使用蔡司三坐標測量機測量(見圖3),將測量10次的平均值作為標準件尺寸真值。一名檢驗員對標準件測量相同位置50次,利用Minitab軟件生成標準件測量尺寸結果運行如圖4所示。量具能力Cg及能力指數Cgk計算公式分別為

圖3 標準件使用蔡司三坐標測量機測量
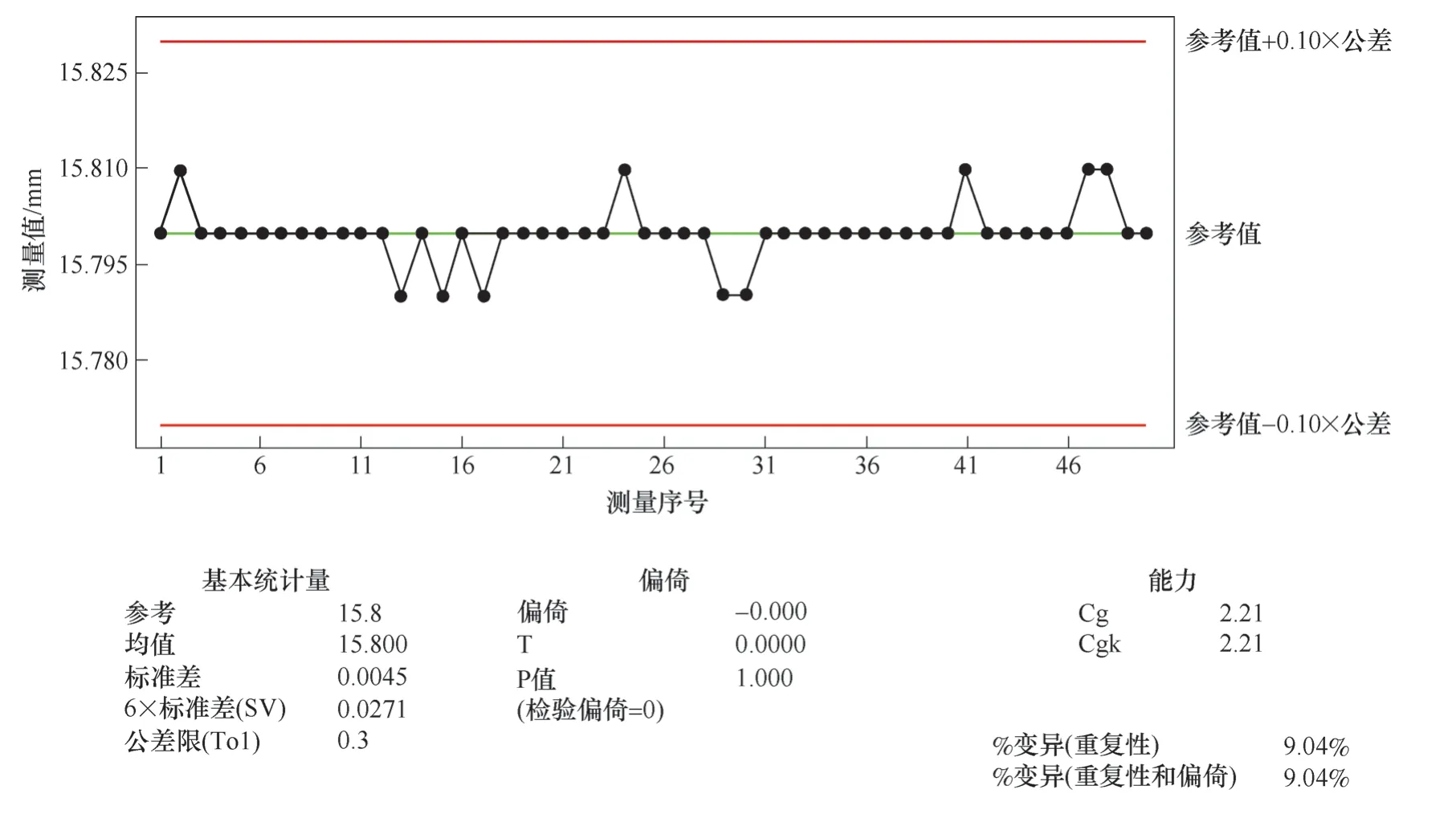
圖4 測量尺寸結果運行示意
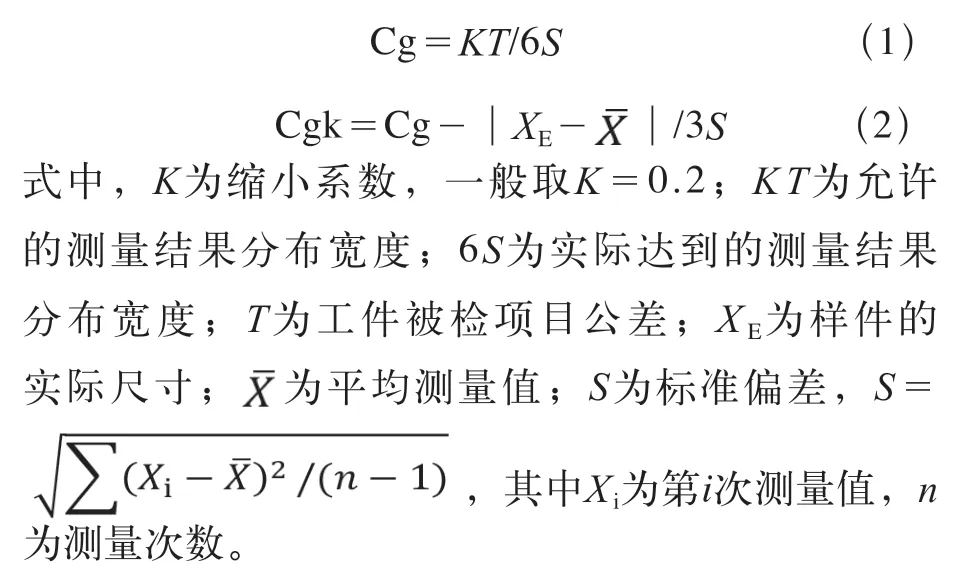
利用式(1)和式(2)計算出Cg(量具能力)=2.21,Cgk(量具能力指數)=2.21。Cg=Cgk,說明測量系統無偏倚;Cgk>1.67,說明測量系統能力可以滿足使用要求。
2.3 原始過程能力分析
現場加工產品時,每半個小時(約生產50件)連續抽檢5件,用收集的25組數據導入Minitab軟件,生成過程能力分析圖(見圖5),=15.751mm,S=0.0292mm,理論中值Tm為15.8mm。計算出Cpk=1.17,Cp=1.73。Cpk<1.33,不滿足合格率要求。Cp反映的是能夠達到的過程能力的最高水平,Cpk反映實際的過程能力。Cp和Cpk值差異較大,中心發生偏移0.049mm。
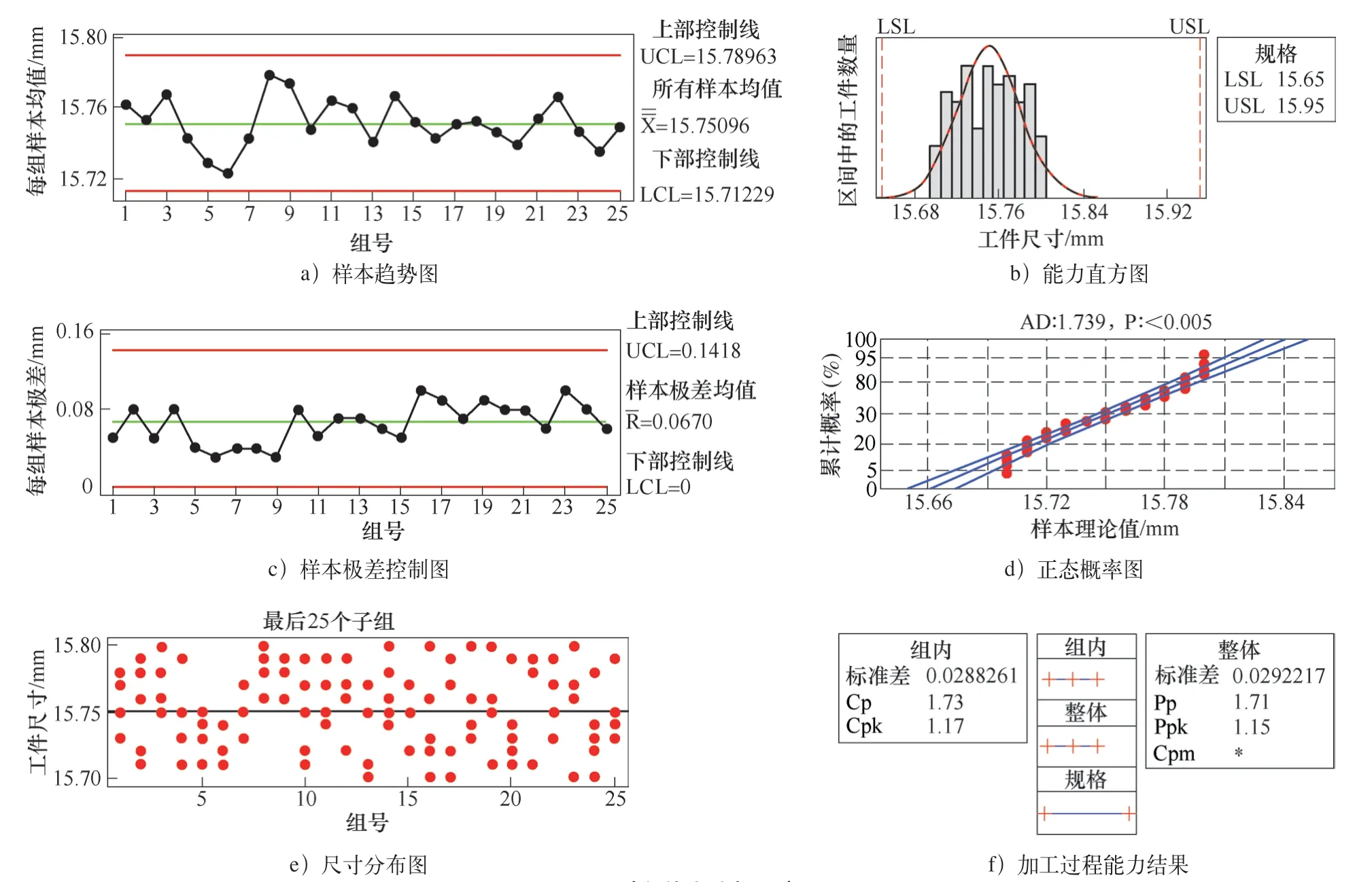
圖5 過程能力分析示意
為了保證尺寸精度,確保產品合格率,一是需要將均值移至中差位置。尺寸的正態分布如圖6所示,如保證Cpk>1.67,需將均值保證在15.792~15.808mm,均值μ需向右移動0.041~0.057mm;二是需要標準差不變。依據均值的活動范圍,建立控制線,上控制線(μ+4δ)最大為15.80+4×0.0292≈15.92mm,下控制線(μ-4δ)≈15.68mm,即產品加工尺寸控制在15.68~15.92mm。
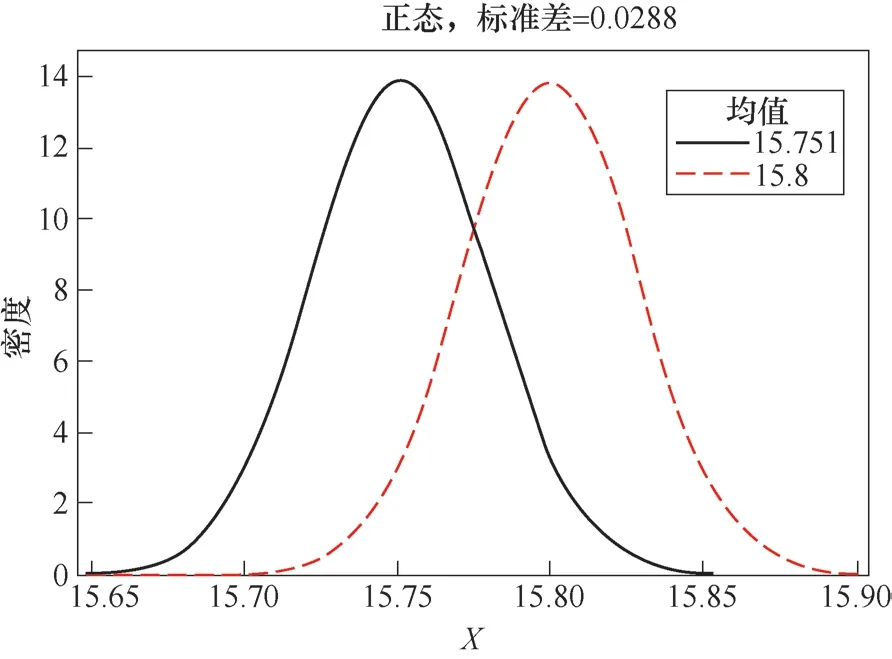
圖6 尺寸的正態分布
2.4 熱處理變形影響分析
因產品經過熱處理,軸向變形可能會導致尺寸測量基準位置發生變化。從20件工件的安裝距和15.8mm尺寸前后變化量的檢測數據來看,熱處理對安裝距存在少量的影響。分析主要是由于齒形方向存在變化,因此影響了齒形定位檢測安裝距,但誤差不超過0.01mm,對15.8mm尺寸的影響可忽略不計。
2.5 工藝過程分析
半軸齒輪加工工藝流程為:下料→制坯→鍛壓→機械加工(熱處理前)→熱處理→機械加工(熱處理后)。因為15.8mm尺寸測量超差的兩個面均是在熱處理后機械加工完成的,所以應重點對機械加工(熱處理后)工序進行分析。
圖7為熱處理后精車加工圖樣。精車工序在數控車床上完成,采用人工手動裝、卸工件。加工時,將工件裝入齒形定位塊,工件齒槽對準定位塊齒形,以齒面定位。在同一次裝夾中,按照圖樣要求對安裝距34mm和卡簧槽寬度2.2mm尺寸進行加工,加工面為圖7b中的安裝面和卡簧槽右端面,分別由兩把車刀(外圓車刀和內孔車刀)完成。兩個尺寸加工完成后,即形成了15.8mm尺寸的兩個測量面。
卡簧槽右端面為熱處理前加工,均以齒形定位。卡簧槽右端面位置由熱處理前機械加工時的15.8mm尺寸控制(卡簧槽左端面為槽寬2.2mm尺寸的加工基準,其位置由15.8mm尺寸確定),而熱處理前15.8mm尺寸因受刀具磨損和機床、夾具系統的影響,存在一定的公差;另外,熱處理前2.2mm槽寬加工也受到刀具磨損影響,因此卡簧槽右端面的絕對位置存在變化,熱處理后加工時以其作為槽寬的加工基準,用于確定卡簧槽左端面的加工尺寸,存在較大的誤差。
經過對測量系統、測量能力、原始過程能力、熱處理變形影響及工藝過程等5個方面的分析,可以判斷出要解決15.8mm尺寸超差問題,應從工藝控制方法上進行改進。
3 熱處理前后尺寸中值變化計算
圖8為熱處理前機械加工圖樣,對槽寬2.2mm、安裝距34mm尺寸的要求如圖8a所示,轉換后的中間尺寸換算如圖8b所示。結合圖7a熱處理后的尺寸精度要求,對安裝距34mm和槽寬2.2mm尺寸在熱處理前后的中間尺寸及公差變化進行計算,結果見表1。
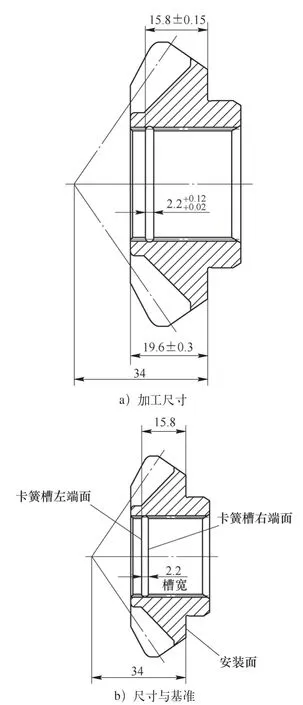
圖7 熱處理后精車加工圖樣
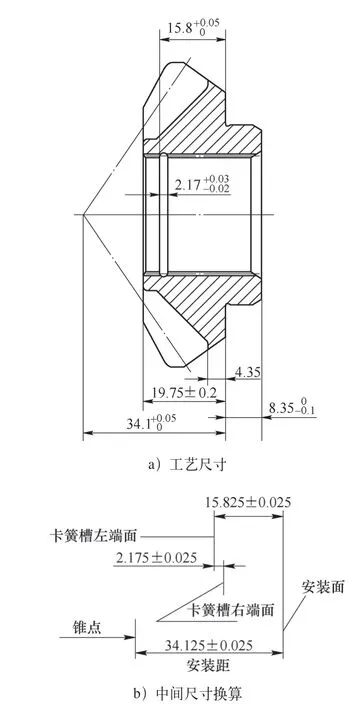
圖8 熱處理前機械加工圖樣

表1 熱處理前后安裝距34mm和槽寬2.2mm的中間 尺寸及公差變化計算結果 (單位:mm)
圖8中15.8mm尺寸熱處理前控制尺寸為(15.825± 0.025)mm,結合表1數據,熱處理后精加工時,因受安裝距34mm和槽寬2.2mm尺寸變化的影響,其中間尺寸變化為15.825-0.145+0.095=15.775(mm),實際公差變化為(±0.025)+(±0.045)+(±0.075)=±0.145(mm),即實際精加工后,得到的尺寸為(15.775±0.145)mm。與圖7精加工要求的(15.8±0.15)mm比較,其中值出現0.025mm偏差,極限狀態下的加工尺寸為15.63~15.92mm(圖樣要求極限尺寸為15.65~15.95mm),可能會出現超差現象。
4 工藝改進
15.8mm尺寸的兩個面在熱處理前、后加工時,均是在一次裝夾中同時加工完成,沒有固定的基準面,且不能形成封閉的尺寸鏈,造成該尺寸控制困難。因在加工時,均以齒形定位,所以為了形成封閉的尺寸鏈,將15.8mm尺寸中卡簧槽左面檢測基準變更,檢測其到錐點的距離,基本尺寸為18.18mm。工藝改進后的尺寸鏈如圖9所示。
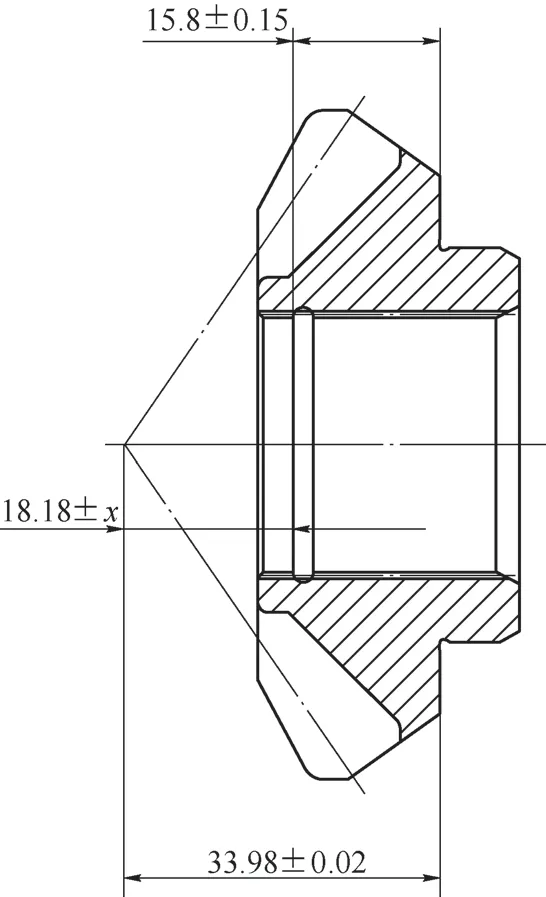
圖9 工藝改進后的尺寸鏈
按照加工尺寸鏈設置原則,15.8mm尺寸為18.18mm尺寸和34mm尺寸加工后自然形成的尺寸,應為封閉環;在其他尺寸不變的情況下,18.18mm尺寸的增大會使15.8mm尺寸減小,其為減環;34mm尺寸增大會使15.8mm尺寸增大,其為增環。將數據代入式(3)、式(4)可計算出18.18mm尺寸的公差為±0.13mm,即加工時18.18mm尺寸加工精度達到(18.2±0.13)mm時,可保證(15.8±0.15)mm尺寸不出現超差。
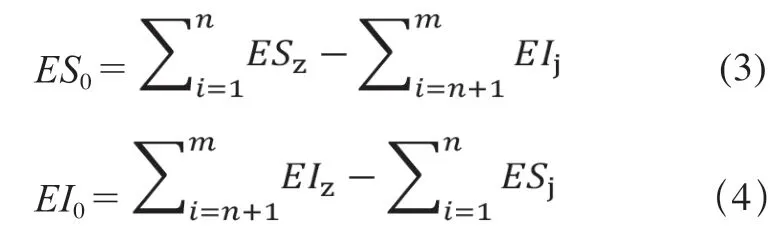
式中,n為增環數目;m為組成環數目;ES0、EI0分別為封閉環的上、下偏差;ESz、EIz分別為增環的上、下偏差;ESj、EIj分別為減環的上、下偏差。
結合批量加工時工序能夠達到的經濟精度和提高加工可靠性兩個方面考慮,將熱處理前后機械加工時的18.18mm尺寸加工公差全部提升為±0.02mm,設置精加工時的加工余量為0.1mm,即熱處理前的工序尺寸為(18.28±0.02)mm,此時精加工出的15.8mm尺寸精度為(15.8±0.04)mm,滿足圖樣(15.8±0.15)mm的技術要求。
采用新工藝后,2.2mm槽寬會受到18.2mm尺寸控制,18.2mm尺寸熱處理前后加工的公差對其會產生影響。表2為熱處理前后加工18.18mm尺寸的中間尺寸及公差變化數據。如圖8所示,熱處理前槽寬工序尺寸為(2.175±0.025)mm,引入18.18mm尺寸對其的影響后,熱處理后精車工序其基本尺寸為2.175+0.1=2.275(mm),公差為(±0.025)+(±0.04)=±0.065(mm)。根據尺寸計算的結果,采用該方式將基準轉化以后,槽寬尺寸控制在(2.275±0.065)mm,滿足圖樣(2.27±0.1)mm的技術要求。工藝改進后熱處理前后機械加工工序如圖10所示。
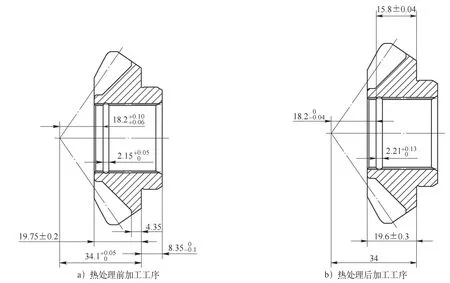
圖10 工藝改進后熱處理前后機械加工工序

表2 熱處理前后加工18.18mm尺寸的中間尺寸及公差 變化數據 (單位:mm)
5 工藝改進后15.8mm尺寸Cpk驗證
確認設備、夾具和刀具精度滿足技術要求后,工件幾何公差調整至合格,連續加工5件,檢測尺寸穩定后,再連續加工,每半小時(約生產50件)抽檢連續加工的5件工件,用收集的125組數據導入Minitab軟件,生成過程能力分析圖。圖11為基準轉化后加工15.8mm尺寸過程能力分析圖,實際均值為15.8mm(工藝改進前為15.751mm),Cp=3.19(工藝改進前為1.73),Cpk=3.18(工藝改進前為1.17),均值在中差,無明顯偏移,尺寸調整有效,過程能力非常好。
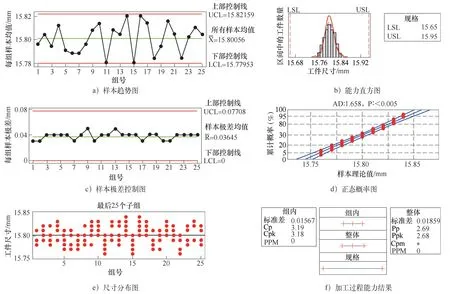
圖11 基準轉化后加工15.8mm尺寸過程能力分析示意
6 結束語
結合現代質量管理統計Minitab軟件,針對半軸齒輪出現的尺寸超差現象,從測量系統、測量能力、原始過程能力、熱處理變形影響和工藝過程等5個方面進行分析,找出超差原因是工藝過程設置有缺陷;針對工藝系統缺陷進行工藝改進,變更超差尺寸對應控制尺寸的基準,并進行生產驗證,改進效果理想,解決了尺寸超差問題。該尺寸超差分析路徑和改進方法,可為同類型產品尺寸超差問題的解決提供借鑒和理論支撐。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21