基于宏程序的傾斜圓柱凸臺加工工藝改進
2021-11-02 01:53:10楊顯君聶有為縢壽蔚劉峻材陳義
金屬加工(冷加工) 2021年10期
楊顯君,聶有為,縢壽蔚,劉峻材,陳義
航空工業成都凱天電子股份有限公司 四川成都 610000
1 序言
宏程序因其變量之間可以運算,所以可用控制流向的語句去改變程序的方向,程序簡潔,邏輯嚴密,具有模塊化的資質和條件,在有規律的復雜輪廓加工中應用廣泛。本文介紹運用宏程序編程,結合刀具的改進,巧妙解決圓柱銑削清根難題的 方法。
2 零件結構及加工難點
零件圖樣如圖1所示,材料為不銹鋼。零件結構為圓柱管與底板斜相交的組合體,底板尺寸11mm×8mm×2mm,圓柱外圓尺寸φ7-0.013-0.035mm,內孔尺寸φ(6±0.1)mm。圓柱管軸線與底板夾角為60°±0.1°,表面粗糙度值Ra=1.6μm,圓柱與平面相交清根R≤0.2mm。零件采用三軸或五軸機床擬合加工后都會在圓柱與平面相交處形成殘料,如圖2所示。
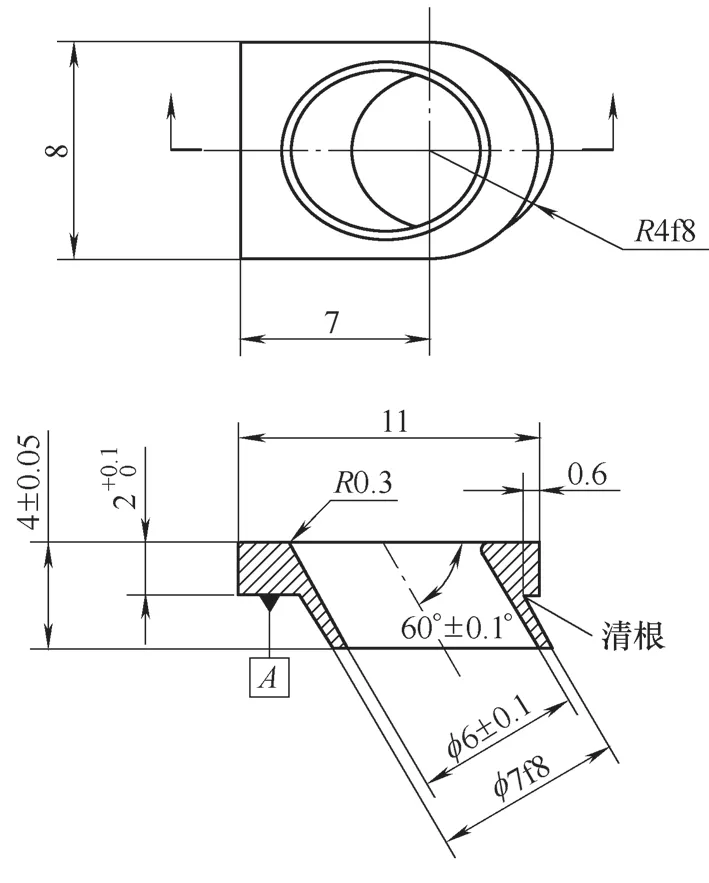
圖1 零件圖樣
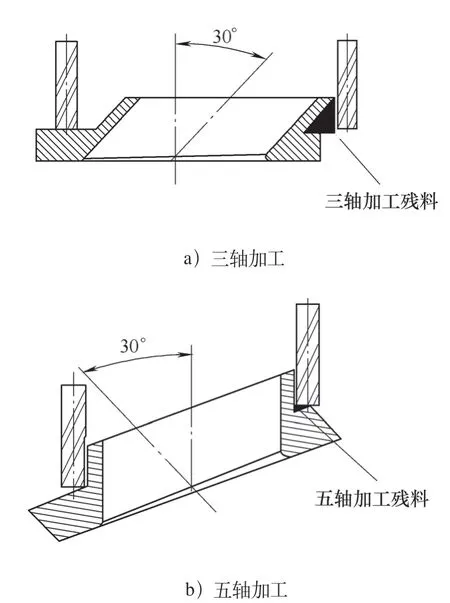
圖2 擬合加工后形成的殘料
由三軸加工中心加工后,殘料部分通過電火花加工去除,然后鉗工打磨表面達到要求。由于電火花加工不能完好地與已經加工好的φ7-0.013-0.035mm外圓尺寸相接,鉗工打磨空間小,圓度誤差大,圓柱與平面相交處R不規則,所以無法保證尺寸要求,合格率只有60%。該方案合格率較低。
由五軸聯動的方式加工,需要先用立銑刀或者球刀銑削φ7-0.013-0.035mm大部分形狀,再用直徑0.4mm的球刀對圓柱與平面相交處進行精加工,保證圓柱與平面相交處R≤0.2mm。該方案能在一次裝夾中完成所有形狀的加工,但是由于精加工時刀具直徑小,剛性差,切削速度低,進給量小,并且擬合分層多,所以生產效率低,且刀具成本高。
3 輪廓擬合思路分析
綜上分析可見,三軸或五軸加工均存在缺陷,無法滿足生產需要。本文介紹一種高效率、高質量且低成本的簡便方法,即由線成面分層擬合的加工方式。要保證圓柱外圓尺寸φ7-0.013-0.035mm,圓柱與平面相交處R≤0.2mm,并且外圓直徑和平面處完美相接,最好的辦法就是在一次加工中完成零件的外形輪廓。由線成面分層擬合的方式可以有效實現一次加工。
分層擬合原理如圖3所示,圓柱面是由無數個直徑相同且同軸的圓周線層疊組成,圓心點層疊組成圓柱面的軸線a,圓柱垂直于a軸的截面形狀是圓。當用一個與圓柱軸線不垂直且不平行的面去截圓柱時,圓柱截面為橢圓。b軸為垂直于零件底板的軸線,圓柱垂直于b軸的截面形狀是橢圓。
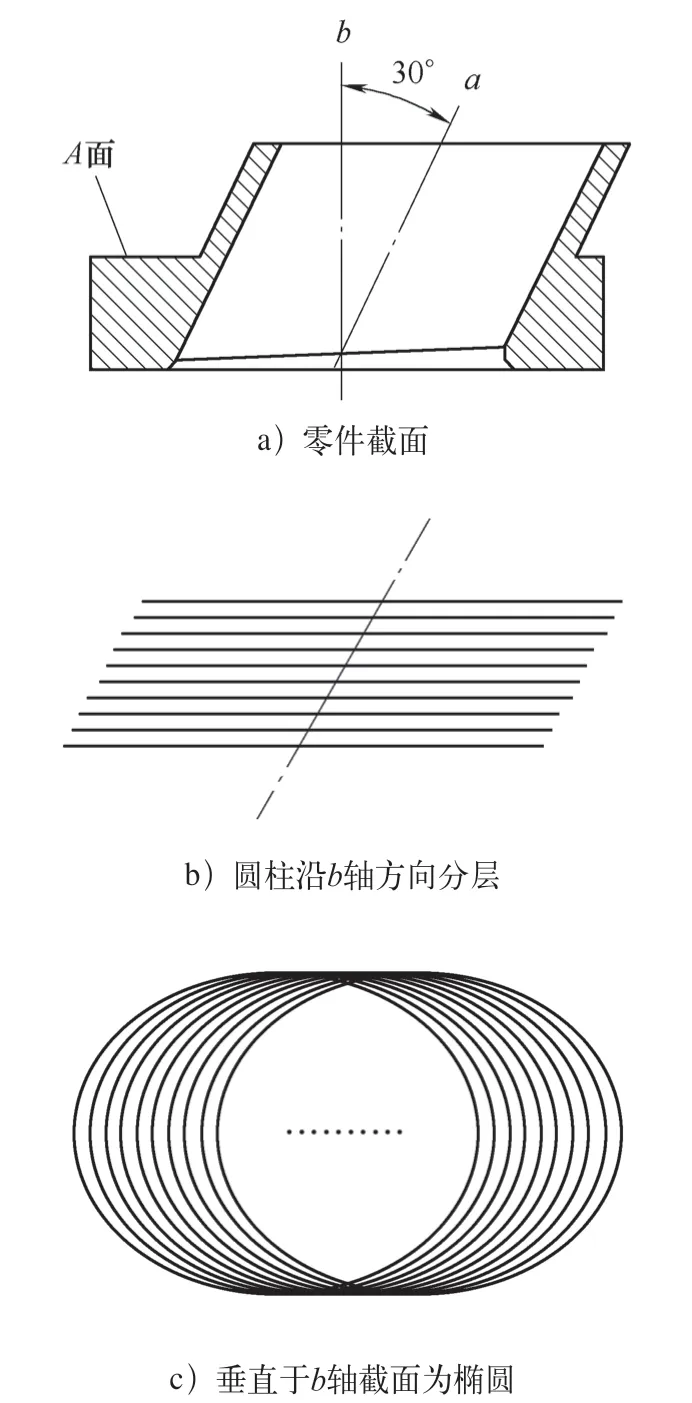
圖3 圓柱分層擬合原理
橢圓截面的中心按30°方向規律性偏移,使無數個橢圓截面層疊形成橢圓柱面。由于刀具軸線永遠垂直于底板上平面(A面),只要擬合無數個橢圓層疊,即可加工出符合尺寸要求的圓柱,并實現圓柱與平面相交處R完美相接。
4 加工改進
4.1 宏程序編制
由于截面形狀為橢圓,層疊角度有規律,因此選用宏程序進行編程,程序簡潔,邏輯嚴密,通用性極強,具有極好的易讀性和可修改性。圓柱垂直于底板方向的形狀為橢圓,采用CAD軟件進行截面分析(見圖4),得到橢圓的長半軸尺寸為4.041mm,短半軸尺寸為3.5mm。
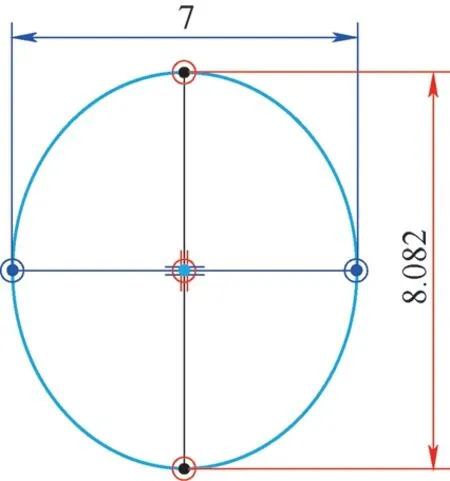
圖4 截面分析
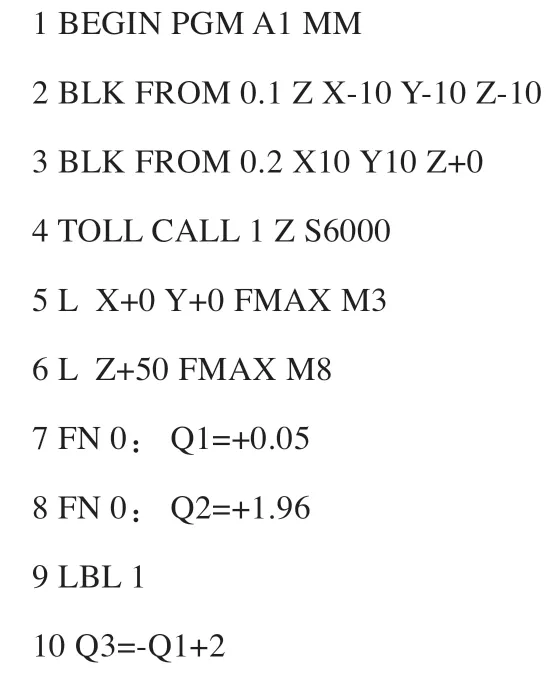
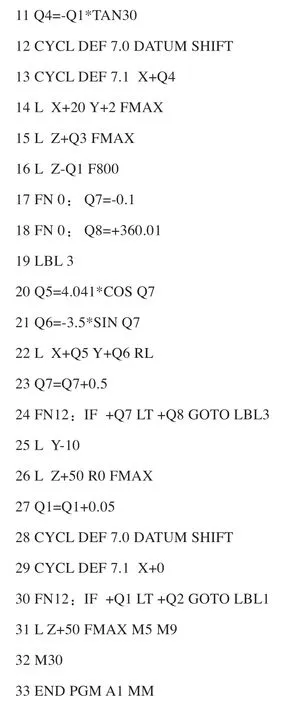
橢圓截面中心位置的X坐標隨Z方向發生深度偏移,偏移的三角函數關系為ΔX=ΔZtan30°。橢圓運用參數方程進行編程,使用細小的直線去擬合輪廓。為了滿足圓柱尺寸精度,需要盡量縮短擬合線段的長度,因此應選用較小的步距角增量,此零件加工選用的步距角為0.5°。由不同位置的橢圓截面最終擬合成橢圓柱面。
零件加工程序(以海德漢系統為例)如下。
4.2 刀具選擇
由于零件傾角的影響,零件加工時刀具刀尖角度<60°才能避免干涉,因此選擇刀尖角55°、刀尖圓弧R0.2mm的燕尾槽刀具(見圖5)進行加工。加工時采用較小的吃刀量、較大的進給量,以實現零件的高效加工。

圖5 燕尾槽刀具
4.3 應用效果
采用改進后的加工方法,零件質量完全滿足技術要求,合格率達100%。零件成品如圖6所示。
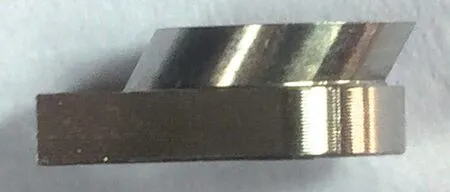
圖6 零件成品
5 結束語
實際生產表明,使用宏程序編程,實現由線成面分層擬合、一次性完成零件的加工,完全滿足技術要求。此加工方法簡化了編程內容,提高了生產效率,大大縮短了加工周期,降低了生產成本,為類似零件的加工提供了可借鑒的經驗。