陶瓷刀具在鎳基高溫合金機匣加工中的應用
2021-11-02 01:52:48胡志星何晉鄧元山李鈺葉才銘
金屬加工(冷加工) 2021年10期
胡志星,何晉,鄧元山,李鈺,葉才銘
中國航發南方工業有限公司 湖南株洲 412002
1 序言
現代新型航空發動機鋼制機匣類零件多采用鎳基高溫合金,鎳基高溫合金屬于難加工材料,其相對加工性差,僅為45鋼的5%~15%。機匣多采用鍛造毛坯,結構尺寸大,需去除的余量較多。因此,鎳基高溫合金機匣類零件的加工效率低,使用普通硬質合金刀具消耗量大,加工成本高,加工周 期長。陶瓷刀具具有良好的高溫硬度和強度,優良的化學穩定性,抗磨料磨損、粘結磨損、擴散磨損和氧化磨損等性能。在高速切削作用下,利用剪切區產生的切削熱,軟化被切削材料,使零件材料更容易被切削。陶瓷刀具具有高速切削的特點,對于提高鎳基高溫合金的加工效率、節約加工成本具有較大的作用。雖然陶瓷刀具具有高速、高效加工的特點,能提高切削效率,但其使用難度較大,使用壽命較短,導致其加工成本的優勢并不明顯,在實際的加工過程中推廣應用并不理想。
2 陶瓷刀具使用過程中存在的問題
陶瓷刀具具有高速高效切削的特點,但切削過程還存在較多的問題,導致其使用壽命短。
2.1 刀具易磨損
刀具在切除金屬的同時,自身也會產生磨損,當磨損發展到一定程度時,刀具便會喪失切削能力。在低速切削時,往往是磨料磨損為主。隨著切削速度的提高,切削溫度的增加,粘結磨損和化學磨損越來越突出。高速切削時,刀具的損壞主要是后刀面磨損、前刀面月牙洼磨損、溝槽磨損、微崩刃、剝落和塑性變形等形態。當用陶瓷刀具高速切削鎳基高溫合金時,往往磨損集中在切削刃的一點,磨損形態與切削普通金屬時明顯不同,其特點是常出現嚴重的溝槽磨損,并伴隨后刀面磨損與前刀面磨損,而且前刀面月牙洼磨損常常與后刀面磨損相貫連,使切削刃形狀發生變化。
2.2 刀具易崩刃
陶瓷刀具抗彎強度、抗沖擊韌性低,脆性大,刀具加工狀態不好,極易破碎。加工過程中,刀具在碰到零件尖邊、毛刺或受沖擊的情況下,或切削刃加工區域接觸面積急劇增大,刀具的受力就會突變,易造成其崩刃。
2.3 刀具易剝落
刀具使用過程中,線速度要求高,刀具圓角較大,切削力較大,這些特點往往要求刀具在切削過程中比較平穩,切削力比較穩定。當刀具切削力突變,尤其是背吃刀量突然增大,易造成刀具剝落。
由于陶瓷刀具使用過程中存在這些問題,嚴重影響了刀具的使用壽命,導致刀具使用的性價比與硬質合金刀具相比無明顯優勢,限制了刀具的廣泛使用,因此,針對陶瓷刀具高速切削過程中易產生的問題,創新切削方法,提高其使用壽命,才能充分發揮陶瓷刀具的切削優勢,使其得到進一步的推廣和應用。
3 陶瓷刀具切削方法
為了提高陶瓷刀具的使用壽命,需要對其使用方法和技巧進行創新改進,規避其自身薄弱點,充分發揮其優勢。
3.1 斜向變背吃刀量方法
陶瓷刀具的切削,將傳統的直線恒定背吃刀量的切削方式,調整為斜向變背吃刀量(見圖1)與直線恒定背吃刀量交替進行的切削方式。背吃刀量由大逐漸減小,斜向進給;再由小逐漸增大,直線進給。此方式使刀具每次切削時,切削刃與零件的接觸點不斷變化,能夠顯著減小刀具在同一接觸點的磨損,減小溝槽磨損的程度,延長刀具的使用時間,提高刀具使用壽命。
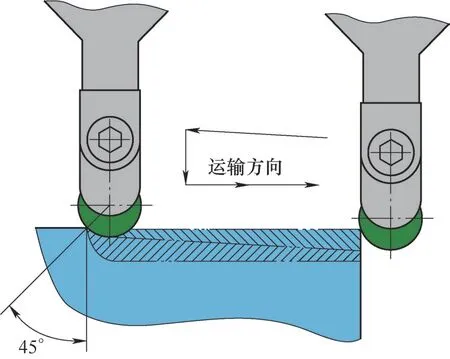
圖1 斜向變背吃刀量示意
3.2 對尖邊預倒棱
對機匣加工部位的尖邊、毛刺用硬質合金刀具進行預倒棱(見圖2),以保證刀具逐步進入切削面,退刀時與工件逐漸分離,避免刀具受到棱邊的沖擊而導致刀片崩刃。預倒棱時,應盡量增大圓角或倒角尺寸。在加工前無法倒棱部位,切削時刀具切入工件時,采取圓弧或45°斜向進刀的方式。
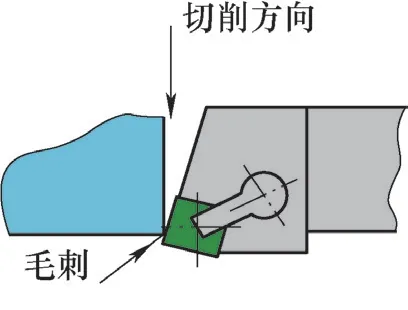
圖2 預倒棱示意
3.3 保證切削負荷基本恒定
當陶瓷刀具正常切削時,刀具1/8弧長切削刃處于切削狀態(見圖3);當刀具切削到軸肩處時,刀具5/18弧長切削刃處于切削狀態(見圖4),刀具與零件的接觸面增大,導致切削力急劇增大,可能到造成刀具剝落。因此,在切削到軸肩或切入零件3mm以內時,進給量降低50%,降低進給會提高切削溫度,可使切削卷曲程度減緩,降低切削刃所受到的壓力,可防止刀具崩裂。
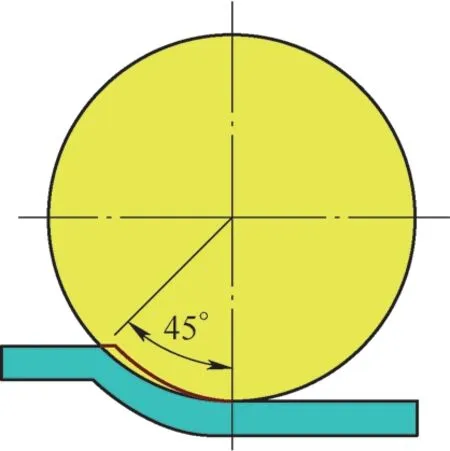
圖3 刀具正常切削狀態
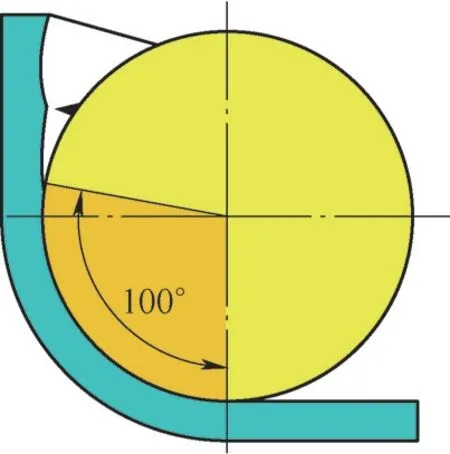
圖4 刀具在軸肩處切削狀態
4 陶瓷刀具的使用壽命評價標準
在實際加工過程中,刀具壽命是根據刀片的磨損程度來衡量的。由于刀具后刀面的磨損寬度VB易于測量,因此采用刀具后刀面來確定刀具的使用壽命。加工過程中也根據切削過程中出現不正常的聲響和產生振動、工件表面粗糙度相結合的方式來確定其使用壽命。
結合實際情況和陶瓷刀具的磨鈍標準(見圖5),若在刀具后刀面B區溝槽磨損VBmax≥0.6mm,在后刀面B區溝槽磨損平均值VB≥0.3mm,則為刀具鈍化。

圖5 刀具磨鈍標準
5 陶瓷刀具切削試驗
為體現陶瓷刀具的切削優勢,以機匣零件為實例,使用新切削方法進行試驗,根據使用壽命的評價標準來評價陶瓷刀具的切削壽命,計算切削工件的刀具成本,與硬質合金切削成本進行對比。
5.1 試驗設置
(1)試驗刀具及零件選取 選取的鎳基高溫合金機匣,加工余量大(見圖6),其材料為典型難加工材料鎳基高溫合GH4169,單邊最大的加工余量為38mm,總高度為220mm,直徑方向最大尺寸為φ420mm,內徑為280mm。該機匣的結構尺寸較大,故選用功率較大且主軸強度較好的數控立式車床加工較合適。根據其加工時裝夾固定要求,使用單動卡盤定位固定內孔,如圖7所示。此種裝夾方式能夠保證零件在高速切削狀態下定位固定可靠,不會移動,保證其切削過程中的安全性。
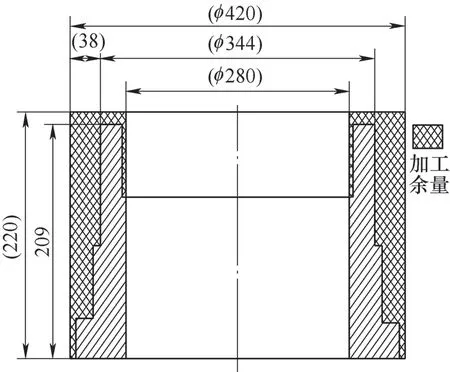
圖6 機匣加工余量示意

圖7 機匣裝夾固定
粗加工去除大余量,刀片和刀桿承受的切削力較大,要求刀桿和刀片(見圖8)強度較好,選用強度較好的圓形陶瓷刀片半徑為6.35mm,其型號為RNGN-120700 TI XSYTIN-1,刀片的前角、后角角度都為0°,一般可利用的切削刃達8個。選用32mm×32mm的方形刀桿,其型號為C-MCLNR-3232P12。
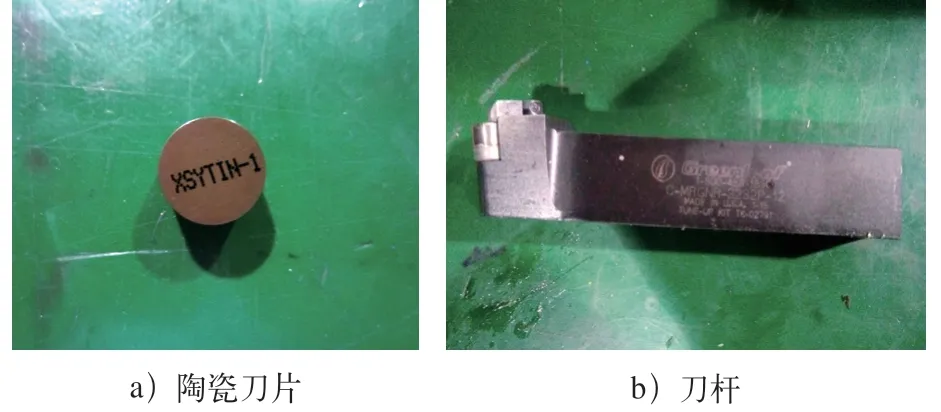
圖8 陶瓷刀片和刀桿
(2)試驗參數設置 根據選用的陶瓷刀具型號、零件材料和機床轉速等情況,選擇推薦的切削參數:v=200m/min,f=0.3mm/r,ap=1~2mm,硬質合金刀具的切削參數根據以往積累的經驗,選擇最佳值。各次試驗的參數設置情況如下。
第1組試驗:采用斜向變背吃刀量方法時陶瓷刀具切削參數設置:切削速度為v=200m/min,進給量為f=0.3mm/r,背吃刀量為ap=1~2mm。采用舊切削方法時陶瓷刀具切削參數設置:切削速度為v=200m/min,進給量為f=0.3mm/r,背吃刀量為ap=2mm。
第2組試驗:進行倒棱處理時陶瓷刀具切削參數設置:切削速度為v=200m/min,進給量為f=0.3mm/r,背吃刀量為ap=1~2mm。未倒棱處理時陶瓷刀具切削參數設置:切削速度為v=200m/min,進給量為f=0.3mm/r,背吃刀量為ap=1~2mm。
第3組試驗:進行軸肩降速時陶瓷刀具切削參數設置:切削速度為v=200m/min,進給量為f=0.3mm/r,背吃刀量為ap=1~2mm。未進行軸肩降速時,陶瓷刀具切削參數設置:切削速度為v=200m/min,進給量為f=0.3mm/r,背吃刀量為ap=1~2mm。
第4組試驗:陶瓷刀具切削參數設置:切削速度為v=200m/min,進給量為f=0.3mm/r,背吃刀量為ap=1~2mm。硬質合金切削參數設置:切削速度為v=25m/min,進給量為f=0.2mm/r,背吃刀量為ap=0.2mm。
5.2 試驗結果對比
(1)各組試驗結果 第1組試驗:使用變背吃刀量的方法,陶瓷刀具單刃的加工時間超過5min,刀具后刀面磨損嚴重;未采用變背吃刀量方法而采用常規切削方法時,刀具加工時間僅為2min,刀具后刀面磨損嚴重,并有溝槽磨損,如圖9所示。通過對溝槽磨損的范圍進行測量,VBmax約為0.8mm,已經超過了刀具的鈍化標準,且加工過程中刀具切削聲響明顯加大,振動劇烈,零件加工完成后表面粗糙度較差。根據刀具的磨鈍標準,該刀片的使用壽命約5min。
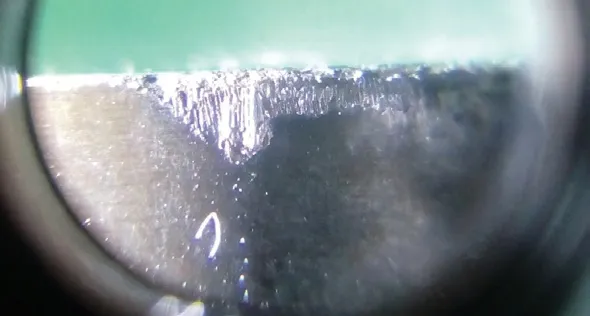
圖9 陶瓷刀片磨損狀態
第2組試驗:零件存在棱邊或毛刺時,陶瓷刀具以正常的切削方式,直接從棱邊或毛刺處切入,刀具受到較大沖擊,刀具直接崩刃(見圖10),導致刀具無法繼續使用。而將零件倒棱或去毛刺后,刀具切削正常,未出現崩刃現象,刀具壽命正常。
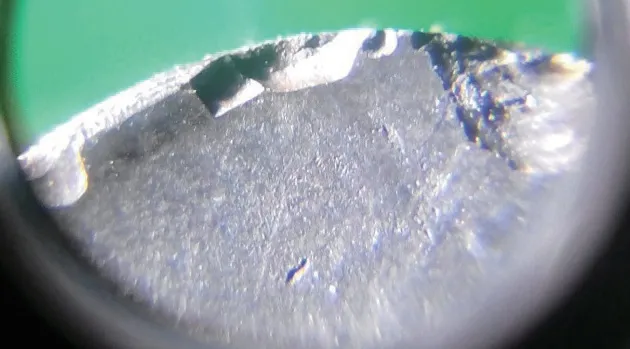
圖10 陶瓷刀片崩刃狀態
第3組試驗:使用陶瓷刀具切削到零件軸肩位置,進給速度不變,當刀具切入后,直接出現剝落現象(見圖11),繼續使用后,刀具磨損急劇加快,出現振動響聲加劇,機匣表面粗糙度變差,無法正常使用。在接近軸肩3mm時,降低50%進給量,以慢速切入軸肩,刀具切削正常,不會出現刀具剝落現象。

圖11 陶瓷刀片剝落狀態
第4組試驗:給定的切削速度為v=200m/min,進給量為f=0.3mm/r,背吃刀量為1~2mm的變化值,刀片單刃的使用壽命達4~5min,在刀片的使用壽命內零件加工后的表面粗糙度較好。與硬質合金刀具相比,切削速度的提升最為明顯,是硬質合金切削速度的8倍。該機匣使用硬質合金刀具加工時間約為5.2h,而使用陶瓷刀片加工可將時間縮短至45min左右。
(2)各組試驗結果對比 第1組試驗中采用不同切削方法時陶瓷刀具壽命的對比情況見表1,陶瓷刀具采用新方法刀具壽命相比于舊方法,刀具單刃使用壽命由2min提高至5min,提高2.5倍。
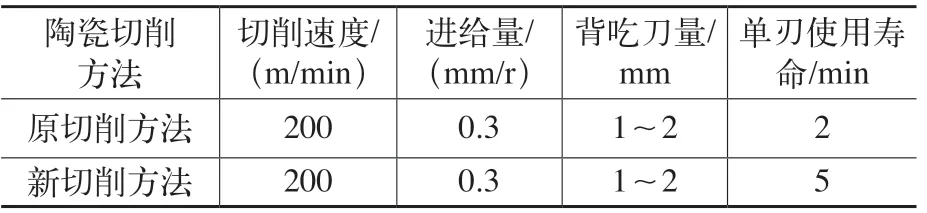
表1 采用不同切削方法時陶瓷刀具壽命對比
第2和第3組試驗中陶瓷刀具與硬質合金切削的方法一致時,陶瓷刀具易產生崩刃、剝落等現象,直接導致刀具無法使用,而采用新切削方法時,刀具能按正常的情況進行切削。
第4組試驗中零件正常加工需要1.5片陶瓷刀片,其市場單價為220元,刀具成本為330元,切削時間45min。使用硬質合金刀片約需消耗6~7.5片,其單價約為70元,刀具總成本約為420~525元,切削時間為5.2h。陶瓷刀片加工該機匣刀具使用成本可節約90~195元。陶瓷刀具和硬質合金刀具切削機匣時間及消耗成本對見表2。
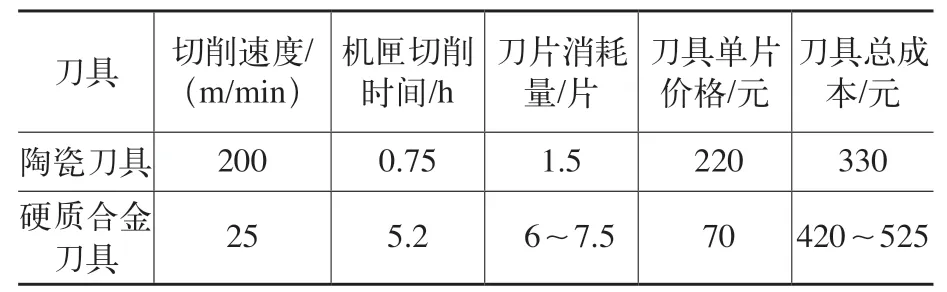
表2 陶瓷刀具和硬質合金刀具切削機匣時間 及消耗成本對比
6 結束語
使用陶瓷刀具在數控立式車床上對鎳基合金機匣試加工,對機匣的尖邊進行預倒棱處理,采用斜線進刀和直線進刀交替式的變背吃刀量方式和軸肩處降低進給量等新方法,提高刀具的使用壽命。陶瓷刀刀具切削速度可達到200m/min,是硬質合金切削速度的8倍,大幅度地提高了加工效率,降低了加工成本。通過對陶瓷刀片在鎳基高溫合金渦輪機匣前段的試加工,總結陶瓷刀片的一些使用方法和經驗,為陶瓷刀片的應用及推廣提供一定的參考依據。