沖孔部位反向預成形工藝研究與實施
2021-10-30 21:24:49李梅黃波
科學與生活 2021年19期
李梅 黃波



摘要:某公司產品在進行批量生產時,由于產品質量要求高且墩平沖孔,導致生產節拍慢,沖孔模具使用壽命低,每生產700件左右時均需焊補修復沖孔模刀口,經常發生沖孔模刀口破裂現象,導致產品沖孔時需要壓力噸位大,沖孔殘留飛邊大,后期打磨量大且打磨困難,部分因壓力噸位不足而沖孔未沖掉,需上數控機加工成孔,增加了人力物力消耗且熱處理開裂風險大。為此做了工藝提升創新,延長了沖孔模具使用壽命,減少沖孔殘留飛邊量,解決了因鍛件溫度低而無法沖孔問題,免除機加工銑孔。
關鍵詞:沖孔;打磨;模具;壽命
一、現狀調查
沖孔部位厚度厚,鍛件溫度偏低時沖不掉,后期需要加工掉,浪費人力物力,存在熱處理開裂風險。
二、實施方案
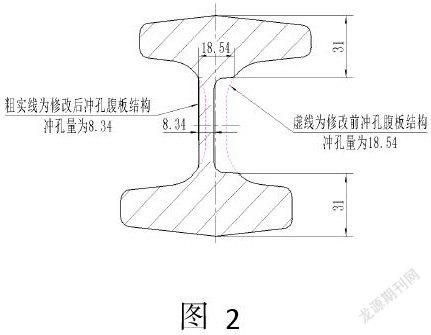
修改終鍛結構,在終鍛時將沖孔的形狀打擊出來,形成一個沖孔形狀的凸臺,在后續500T沖孔時,將該凸臺沖掉即可,沖孔量由原來的18.54mm,降低到8.34mm,降低沖孔時需要的力,減少因鍛件溫度偏低而沖不掉孔的現象。
三、實施效果
1.修改終鍛結構后,沖孔需要的力減少了,刀口壽命得到很大提升,沖孔模無刀口也可以正常生產,該工藝正常生產2601兩個批次量,效果明顯。
2.修改終鍛結構后,沖孔需要的力減少了,刀口壽命得到很大提升,沖孔后打磨量也減少了。
四、效果總結
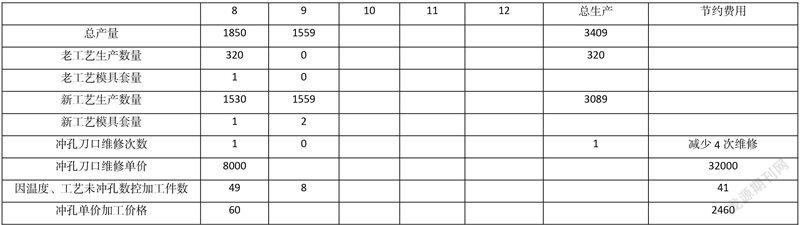
采用老工藝生產沖孔刀口容易破裂,最終使用壽命大致在600-700件后必須修復刀口,且沖孔殘留飛邊大,9月全部采用新工藝生產,截止到9月底共生產3089件,刀口未維修且還能繼續使用,刀口已少維修4次,節約刀口維修費用32000元,孔未沖掉數量減少至8件,節約加工費用2460元。
參考文獻:
[1]楊柳青,初長寶,婁智.汽車懸架與制動系統聯合仿真研究[J].農業裝備與車輛工程,2006(5):12-16
[2]于顯利.車輛主動懸架集成控制策略研究[D].吉林:吉林大學,2010.
[3]余志生.汽車理論[M].北京:機械工業出版社,2009.
[4] 姚棋.鍛壓技術的發展及其在新材料加工中的應用[J].建筑工程技術與設計,2016 (20) .
[5]麻桂艷,付文智,李明哲.中厚板多點成型中回彈的數值模擬[J].鍛壓技術,2006.4.
個人簡介:李梅,女,漢,1970年08月出生,副教授,碩士,研究方向:金屬材料的力學性能.
