海油平臺主結構建造施工質量控制方法
2021-10-29 06:19:46胡亞坤董恩強吳連強陳金鈺喬俠海洋石油工程股份有限公司天津300452
化工管理 2021年28期
胡亞坤,董恩強,吳連強,陳金鈺,喬俠(海洋石油工程股份有限公司,天津 300452)
0 引言
石油平臺在海上不斷經受到海水沖擊,通常服役年限大于15年,因此對其牢固性要求較高,海上石油平臺通常包括導管架和組塊,導管架矗立在海水中,通過鋼樁固定在海床上,組塊安裝在導管架上部,組塊主結構框架由立柱和甲板組成,甲板由大小不等的工字梁組成,各層甲板支架由拉筋立柱支撐。其建造過程中涉及到導管架尺寸控制、小角度焊接、拉筋精準定位等質量控制難點,本文將逐一探討研究。
1 材料驗收質量控制要點
1.1 鋼板型鋼驗收質量控制要點
材料驗收是把控項目質量的第一關,石油平臺主結構用料主要包括鋼板、H型鋼,材質根據使用部位的不同主要包括D36E36D36-Z35Q235B490 YB等;材料驗收時檢驗人員需攜帶相關檢驗設備如盒尺、超聲波測厚儀等,同時需了解此批材料的采辦技術要求和材料標準,現場檢驗時需仔細檢測材料外觀、尺寸、標識,核對證書的有效性,核對材質、爐批號與證書的一致性。鋼板型鋼常用標準GB 712—2012,重要技術參數、碳當量一般不大于0.4%,如果碳當量大于0.4%,應在質量證明書中注明。厚度負偏差均應不大于0.3 mm。H型鋼常用標準GB 11263—2017,驗貨時應重點關注外型尺寸偏差。
1.2 管材驗收質量控制要點
結構鋼管驗貨質量控制要點。結構鋼管成品管主要用于走道、小平臺等構件支柱位置,海洋石油平臺主要采用熱軋鋼管,驗貨時需檢驗外觀,表面裂紋、折疊、軋折、離層、結疤等,如出現此類缺陷應全部清除,清除后實際壁厚不得小于允許厚度下限。
2 主結構鋼管卷制的質量控制
2.1 鋼板卷管質量控制
海油平臺的主立柱、導管架的導管、支撐平臺的鋼樁等大型主結構鋼管都是通過卷制焊接得到,所使用的鋼板厚度從36 mm到80 mm不等,此類主結構鋼管是支撐海上平臺的主要受力構件,因此其加工過程中的質量控制工作至關重要。鋼管卷制使用鋼板材料下料,下料階段需做好材料確認跟蹤工作,確保現場使用的材料是經過驗收且合格的,同此類主結構需進行100%材料跟蹤工作,確保每一個構件都具有可追溯性,下料應依據排版圖,切割之前依據圖紙進行劃線,然后在每個構件上打上無應力鋼印,鋼印內容包括材質、爐批號、桿件號、尺寸,同時標注軋制方向,經檢查合格后才可進行切割下料。
2.2 卷制鋼管尺寸控制
主結構鋼管卷制主要遵循API 2B標準,適用范圍是管線直徑大于355 mm,壁厚大于9.5 mm的焊接鋼管,主要技術參數要求如下:焊工考試資格應符合AWS D1.1,鋼管縱縫搓皮不得超過3.2 mm,相鄰筒節之間的縱縫應錯開,海洋鋼結構中通常設計要求大于90°;對接環焊縫,錯皮量不大于0.2倍壁厚或6.4 mm兩者取小值,長度不超過8倍壁厚范圍內,錯皮可達到0.3倍壁厚或9.5 mm兩者取小值,且做4∶1削邊處理。環縫之間的距離不小于0.91 m或管子直徑,兩者取小值。橢圓度尺寸要求如表1所示。
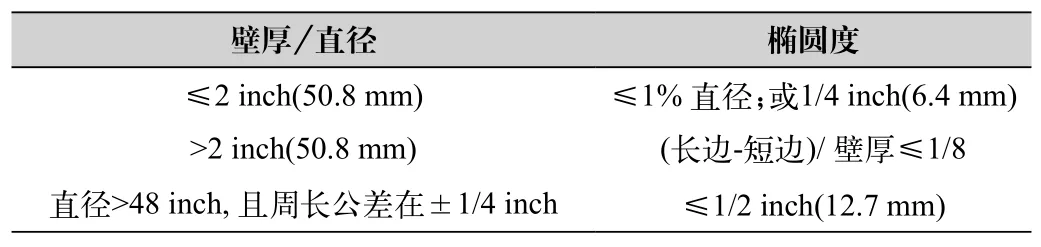
表1 橢圓度尺寸要求
管端坡口尺寸要求,坡口30±2.5°;根部間隙:1/16 inch±1/32 inch (1.6±0.8 mm);根部端面與管軸線垂直,每1 feet(0.304 8 m)的最大允許偏差為1/16inch (1.6 mm),全長范圍內的偏差不得大于1/4 inch(6.4 mm)。焊接坡口加工外型如圖1所示。
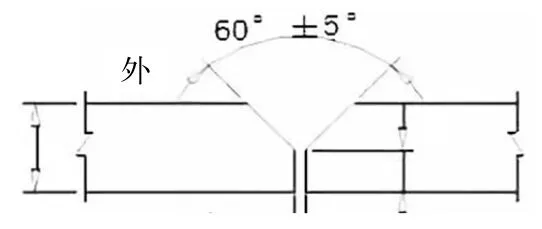
圖1 焊接破口加工外型示例圖
關于管子焊接的檢測,通常所有焊縫需進行100%內外焊縫外觀檢測,UT和RT檢驗環縫通常要求100%縱縫10%。管材上不超過5%公稱壁厚的缺陷,深度不超過5%的機械傷痕,或不超過1/16 inch(1.6 mm)的缺陷不需要返修,軋制板材,如果缺陷尺寸超過上述規定,但不超過公稱壁厚的20%,允許焊接返修。
3 平臺導管架組裝階段的質量控制
3.1 平臺導管架組裝過程
平臺導管架一般包括導管、拉筋、井口平臺、靠船件、防沉板、鋼樁,導管架的噸位一般從幾百噸到幾千噸不等,根據水深的不同和上部模塊的重量不同而設計。一千噸以內的一般是四腿導管架,隨著噸位的增加有8腿、12腿導管架。導管架完成導管、拉筋卷制接長后,下一步是進行現場組裝,如兩個拉筋組成十字花片,兩根導管和拉筋相連組成ROW片,ROW片通過拉筋相連組成導管架。
3.2 TYK節點及小角度焊接質量控制
其中涉及大量TYK節點小角度焊接和拉筋精準定位等技術難點;TYK焊接節點要求全焊透,并進行100%UT檢測,由于只能單面焊接所以無法背面清根,極易造成根部未焊透、氣孔、焊肉尺寸不足,對焊工的技術和坡口準備的要求非常高,當兩根鋼管夾角小于30°或坡口小于30°時即認定為小角度焊接[1],此時焊工需針對此位置單獨進行考試取證合格后方可進行此位置的焊接;為保證焊肉尺寸滿足要求在組對環節需要測量焊道根部外側50 cm和100 cm位置進行標注,方便焊后測量。小角度焊接示范如圖2所示。
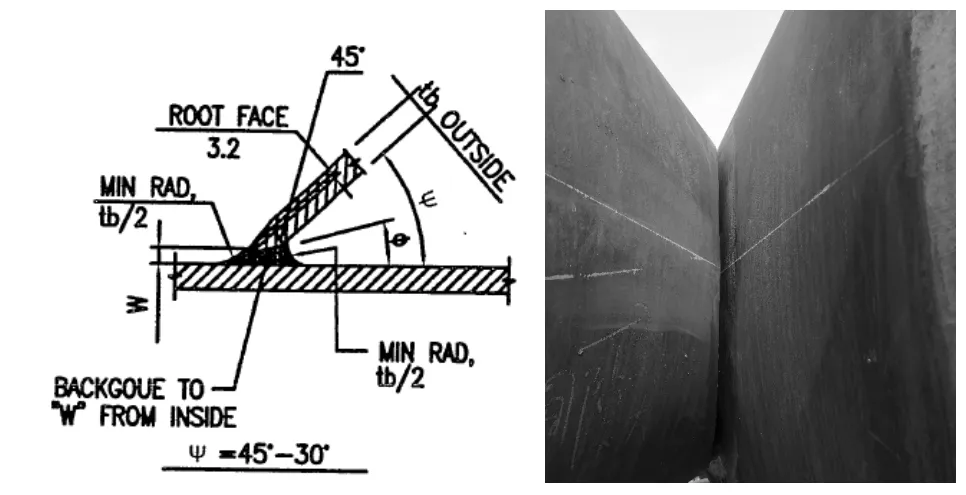
圖2 小角度焊接示范圖
4 組合梁預制及組裝階段的質量控制
組合梁是構成組塊每層大片的主要受力構件,組合梁高度一般在900 mm以上,由于尺寸較大,多采用鋼板切割下料組對焊接制成,對于高度小于900 mm的梁,通常采用成品H型鋼,成品H型鋼通常作為大片的輔助梁,與大梁(組合梁)焊接在一起。組合梁在預制階段,下料過程中應考慮后續相交形式,兩端留出修改余量,板材切割應光滑,并打磨處理,應無明顯凹陷,橫截面相同的組合梁可以拼接,翼緣板焊縫和腹板焊縫應錯開305 mm以上。組合梁預制過程中應控制好焊接順序以防止變形,焊接順序根據實際情況,可采用分段退焊、間斷焊或采取反變形組裝,組合梁焊接應注意端部包角,確保全部焊透。
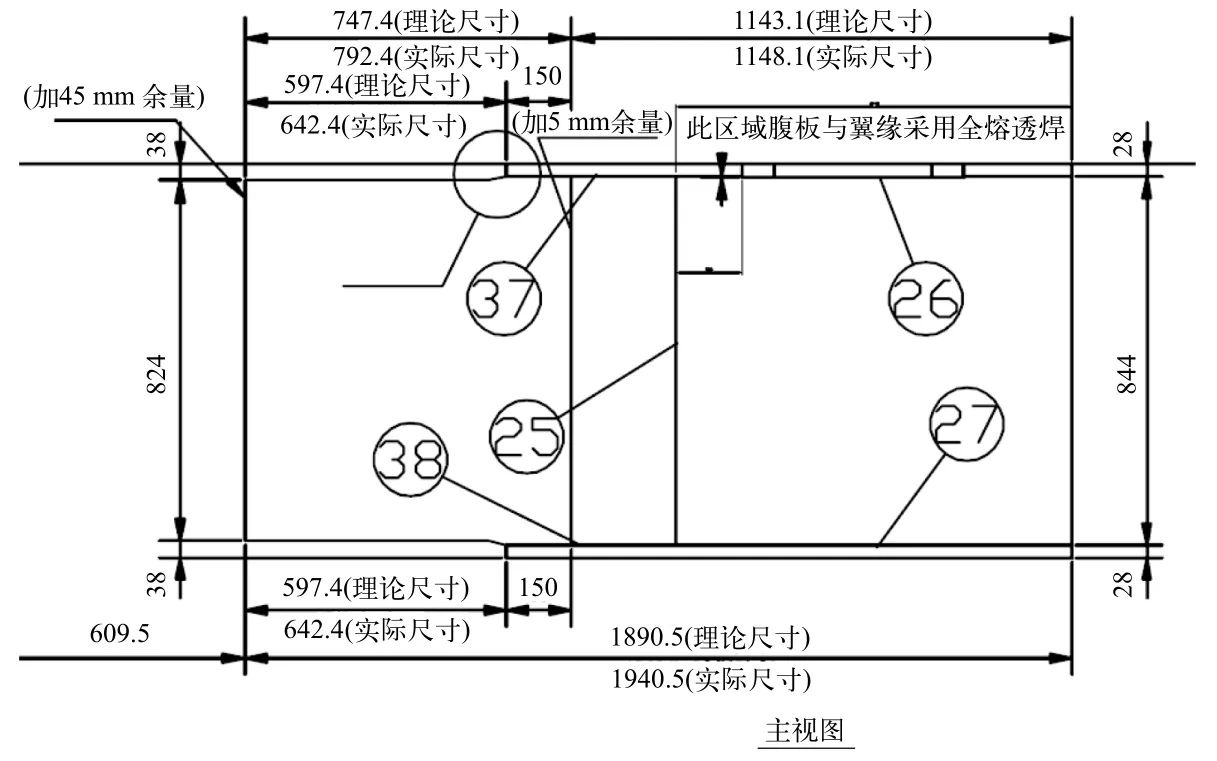
圖3 組合梁預制示例圖
組合梁的尺寸控制要點:組合梁高度偏差應小于3 mm,翼緣板寬度最大偏差小于3 mm,翼緣板最大傾斜度小于2 mm,腹板最大偏心小于2 mm,拼接錯皮最大為2 mm,翼緣板錯皮最大為1.5 mm,且翼緣板上表面必須打磨光滑,總長度誤差小于3 mm,插入板中心位置誤差小于1 mm,全長的上下撓曲及旁彎的誤差小于總長的0.1%。
5 結語
本文探討了海洋石油平臺在建造階段主結構的質量控制要點,包括材料驗收、鋼管卷制焊接、小角度焊接,組合梁的尺寸控制等,分析了在實際生產建造中的技術要點,提出了質量控制方法。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26