船用螺旋槳無鍵聯接典型的拂配方法
2021-10-27 01:36:52王紅嵩于霄雷孫赫應楊春洲
機電設備 2021年5期
朱 晶,王紅嵩,于霄雷,孫赫應,楊春洲
(大連船用推進器有限公司,遼寧大連 116021)
0 引言
目前,船舶使用最廣泛的推進裝置為螺旋槳,當螺旋槳在水中旋轉時,所有槳葉撥水向后,而自身又會受到水流的反作用力,其推力通過槳軸和推力軸承傳遞到船體[1-4]。螺旋槳的主要作用就是將船舶主機發出的功率轉變成推動船舶運動的推力[5]。船舶主機動力是通過中間軸、艉軸傳遞到螺旋槳,而艉軸與螺旋槳之間的連接方式主要有2種,即:有鍵聯接和無鍵聯接。其中,有鍵連接分為單鍵和雙鍵2種,主要依靠“鍵”傳遞扭矩;無鍵聯接則依靠“自鎖”作用傳遞扭矩。小型船用螺旋槳錐孔一般為1∶15錐度,主要使用有鍵聯接方式安裝螺旋槳;現代大型船用螺旋槳錐孔一般為1∶20錐度,幾乎均采用無鍵、液壓聯接方式安裝螺旋槳[6]。相比有鍵聯接方式,無鍵聯接具有加工、拂配相對容易,安裝、拆卸方便等特點,正逐漸替代早期的鍵聯接結構。本文對螺旋槳與艉軸無鍵聯接所用的拂配方式進行了歸納并系統地介紹每種方法的特點。
1 無鍵聯接的拂配
螺旋槳錐孔拂配,即按螺旋槳設計圖紙要求,
將螺旋槳鑄造毛坯件錐孔機械加工成要求的尺寸,然后檢查螺旋槳錐孔加工面與艉軸接觸的情況,若錐孔接觸面積少于75%且每平方厘米接觸斑點不滿足3個及以上,則需要用專用的工具磨削,如此反復直至達到要求。螺旋槳拂配的目的是使螺旋槳錐孔與艉軸接觸面貼合緊密,增大靜摩擦力,達到過盈配合要求,保證傳動效率。
2 無鍵聯接拂配工藝要求
1)無鍵定距螺旋槳錐孔與槳艉軸研配過程中,艉軸錐面著色厚薄要均勻,保證全長上結合面的均勻貼合,著色面積達到錐面總面積的70%~75%;每25 mm×25 mm面積內必須存在3點以上接觸點。
2)“密封帶”區域不得存在沿軸線方向貫通的不著色區域。
3)研配過程中,為保持垂直度與同軸度,需均勻地修刮四周;艉軸與大端面的垂直度可用彎尺衡量,其值不大于0.15 mm/m。
4)螺旋槳小端面與艉軸距離達到圖紙要求。
5)艉軸與螺旋槳端面垂直度應滿足圖紙要求。
3 無鍵聯接拂配方法
3.1 固定艉軸-移動螺旋槳的臥式拂配
3.1.1 拂配特點[7-8]
1)一般用于小、中型定距船用螺旋槳的拂配。
2)螺旋槳錐孔橫臥在船塢中,工人操作困難。
3)一個螺旋槳錐孔需要進行多次拂配,工人勞動強度大。
4)占用船塢時間長,一般拂配耗時約4~6 天。
3.1.2 拂配方案
1)艉軸已安裝在船體上原位不動,將艉軸前法蘭與船體之間加固,拂配期間不允許轉動主機。將螺旋槳錐孔中心線呈水平狀態固定在可上下左右移動的液壓平板車上。用液壓平板車千斤頂調整螺旋槳高度,使螺旋槳槳轂中心線與艉軸中心線一致且保持平行,拂配示意圖如圖1所示。
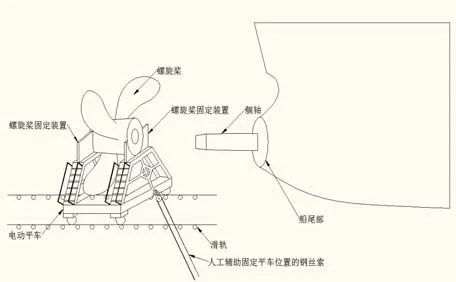
圖1 臥式固定艉軸-移動槳的拂配示意圖
2)清潔艉軸錐體、螺旋槳錐孔,將一層藍油均勻地涂抹在艉軸錐體上,啟動液壓平板車,當螺旋槳槳轂錐孔緩慢套進艉軸后,旋上艉軸螺帽,在艉軸螺帽與螺旋槳槳轂小端面之間安裝專用的油壓工具,調整合適的頂伸力后開啟油泵,將螺旋槳頂緊。
(3)檢查螺旋槳兩端配合間隙,確定艉軸平行且對準后,使用液壓工具在螺旋槳與艉軸管端面處將其頂松,解除螺旋槳的固定,再次啟動液壓平板車將螺旋槳從艉軸上移出。
(4)檢查螺旋槳錐孔內藍油接觸斑點的情況,按照拂配工藝要求,用小型打磨機磨削配合面。螺旋槳與艉軸的拂配如此反復至錐孔配合面接觸面積大于70%時,用刮刀拂刮直到滿足要求。
3.2 固定螺旋槳-移動艉軸的臥式拂配
3.2.1 拂配特點
1)一般用于大型定距船用螺旋槳的拂配。
2)固定螺旋槳比較困難。
3)螺旋槳中心線的調整困難。4)載有艉軸的電動平板車行走路線不順暢時,易引起振動,不利于研配。
3.2.2 拂配方案
1)將螺旋槳上端固定在可上下移動的吊索上,調整螺旋槳錐孔中心線呈水平狀態,兩邊用手吊葫蘆固定好,使螺旋槳牢固地置于吊架上。
2)將艉軸置于載有“V”型鐵的軌道式平板車上,將錐體端朝向螺旋槳。用千斤頂調整艉軸高度、頂絲調整艉軸左右距離,使其中心線與螺旋槳槳轂中心線一致且保持平行后,用硬木墊實固定,“V”型鐵處墊紫銅皮,以防止艉軸在反復拂配過程中磨損,拂配示意圖如圖2所示。

圖2 臥式固定螺旋槳-移動艉軸的拂配示意圖
3)清潔螺旋槳錐孔及艉軸錐體,將藍油均勻地涂抹在艉軸上,啟動平板車使艉軸緩慢地插入至螺旋槳錐孔內。旋上艉軸螺帽,在艉軸螺帽與螺旋槳槳轂小端面之間安裝專用的油壓工具,調整合適的頂伸力后開啟油泵,將螺旋槳頂緊。
4)利用專用的油壓工具頂松艉軸,再次啟動平板車使艉軸脫離螺旋槳錐孔,檢查螺旋槳錐孔內接觸斑點的情況,按照拂配工藝要求,用小型打磨機磨削配合面。螺旋槳與艉軸的拂配如此反復至錐孔配合面接觸面積大于70%時,用刮刀拂刮直到滿足要求。
3.3 固定槳-移動尾軸的立式拂配
3.3.1 拂配特點[9-10]
1)一般用于大型定距船用螺旋槳的拂配。
2)拂配過程中占有吊車時間長,影響吊車的使用效率。
3)拂配次數少,可節省時間,工人勞動強度減小。
3.3.2 拂配方案
1)將螺旋槳固定在水平放置的平衡支架上,用吊車吊裝艉軸,使螺旋槳槳轂中心線與艉軸中心線一致且保持垂直,拂配示意圖如圖3所示。
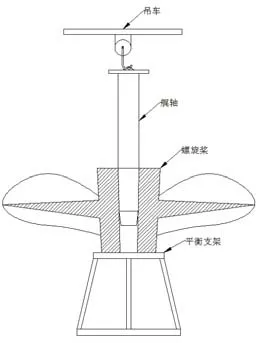
圖3 立式拂配示意圖
2)螺旋槳內孔需先預處理,之后水平方向找正。
3)艉軸吊裝,螺紋防護,錐面清理,涂藍油。
4)首次著色要預確定一個基準位置,并同時在艉軸和螺旋槳上標記,做一次撞軸后檢測垂直度和小端面距離。
5)借助吊車和千斤頂,緩慢抽出艉軸。
6)確定準確的基準位置,記錄著色結果和小端距離。
7)依小端距離和著色情況確定拂配方案,研磨軸孔,直至滿足驗收要求。
8)每進行3~5次著色應監測垂直度,控制研磨力度,保證垂直度滿足圖紙要求。
3.4 非接觸拂配
常見的無鍵螺旋槳錐孔拂配均為螺旋槳與艉軸面接觸的拂配方法,因無鍵螺旋槳軸孔的接觸長度和直徑都較大,且為錐體,安裝時的壓力值較高,對接觸面及粗糙度提出了相對高的要求。目前,螺旋槳錐孔拂配多采用打磨機進行磨削,即通過控制接觸斑點的數量來實現接觸面積的控制,無法從根本上滿足接觸面及粗糙度的要求,效率低、質量差[6],而非接觸拂配方法的出現有效地解決了這些問題,為螺旋槳錐孔拂配指引了新的方向。
3.4.1 拂配特點
1)可用于大、中、小型定距船用螺旋槳的拂配。
2)可避免拂配過程中,螺旋槳錐孔及艉軸磕碰損壞。
3)拂配精度準、效率高、節省時間、勞動強度低、減少工人的工作量。
3.4.2 拂配方法[10-12]
1)艉軸安裝在船體軸系后固定不動,清潔艉軸錐體,在艉軸上標注方位標記點。
2)應用三維處理軟件,建立或導入艉軸的三維基準模型,給定閾值范圍,獲得一個三維基準色譜圖。
3)使用手持三維掃描儀進行標記點的掃描檢測,將掃描后的數據點錄入至三維處理軟件中,再建立一個三維檢測模型,給定與三維基準模型相同的閾值范圍,獲得一個三維檢測色譜圖。
4)對比三維基準色譜圖和三維檢測色譜圖,獲得一個三維偏差色譜圖并將其輸出。結合方位標記點,將拂配部位定位,進行螺旋槳錐孔與艉軸的拂配操作。
5)拂配完成后,再次掃描檢測直至滿足拂配精度要求,拂配示意圖如圖4所示。
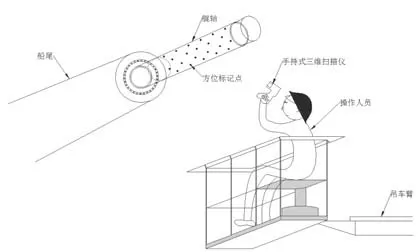
圖4 非接觸拂配示意圖
4 拂配效果
拂配后的螺旋槳錐孔接觸面積不少于70%,錐孔兩端無油槽的環面接觸面積不少于80%,螺旋槳錐孔兩端不允許插進0.02 mm的塞尺。實際操作中無鍵聯接拂配效果如圖5所示。

圖5 無鍵聯接拂配效果示意圖
5 結論
船用螺旋槳位于船舶最末端,其主要作用是將船舶主機所發出的功率轉變為推動船舶運動的推力,是驅使船舶前進的一個重要部件。螺旋槳與艉軸拂配的結果將直接影響到船舶航行速度、運行效率、船舶的油耗量及是否會引發螺旋槳噪聲及振動等問題。因此,螺旋槳與艉軸拂配要根據實際螺旋槳的重量、直徑尺寸、螺旋槳結構的復雜程度、拂配現場的施工環境及現有工裝,選擇易于操作、實用性強、無危險性、占用時間少、節省人力物力的拂配方法,方可保證螺旋槳的拂配質量及拂配效率。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
艦船科學技術(2022年14期)2022-09-22 03:07:40
艦船科學技術(2022年2期)2022-03-29 01:12:44
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
當代貴州(2019年41期)2019-12-13 09:28:56
船舶標準化工程師(2019年4期)2019-07-24 07:21:12
中國船檢(2017年3期)2017-05-18 11:33:09
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
