美國航空航天點焊標(biāo)準(zhǔn)在軌道車輛上的應(yīng)用
2021-10-21 19:52:33劉海偉,李軍,趙雪山,高文文,顏炳劍,郭猛,郭帥,張強
電焊機 2021年9期
劉海偉,李軍,趙雪山,高文文,顏炳劍,郭猛,郭帥,張強


摘要:按照合同要求,中車長客在某出口項目執(zhí)行AWS D17.2/D17.2M:2013點焊標(biāo)準(zhǔn),該標(biāo)準(zhǔn)是美國航空航天點焊標(biāo)準(zhǔn),與現(xiàn)行的EN15085鐵路軌道車輛焊接標(biāo)準(zhǔn)有較大的差別。從點焊工藝評定試驗、設(shè)備驗證試驗、點焊質(zhì)量判定、周期性檢驗等方面對AWS D17.2/D17.2M:2013點焊標(biāo)準(zhǔn)進行分析,并與國際鐵路客車行業(yè)通用的EN15085焊接標(biāo)準(zhǔn)和日本點焊標(biāo)準(zhǔn)JIS E 4048進行對比,確定了AWS D17.2/D17.2M:2013點焊標(biāo)準(zhǔn)執(zhí)行的重點要求,為項目的順利實施提供了技術(shù)保障。
關(guān)鍵詞:軌道車輛;電阻點焊;焊接標(biāo)準(zhǔn);設(shè)備驗證;驗收標(biāo)準(zhǔn)
中圖分類號:TG453+.9? ? ? 文獻標(biāo)志碼:B? ? ? ? ?文章編號:1001-2003(2021)09-0081-04
DOI:10.7512/j.issn.1001-2303.2021.09.15
0? ? 前言
伴隨中車長春軌道客車股份有限公司(以下簡稱長客)海外市場的開拓,采用點焊工藝的軌道車輛已經(jīng)走出國門,成功進入了泰國、巴西、澳大利亞及美國等市場,出口車輛材質(zhì)主要為不銹鋼。電阻點焊形核過程發(fā)生在板材內(nèi)部,無法直接觀察,且焊接過程中焊核溫度很高,升、降溫速度極快,平衡態(tài)理論只能起到一定程度上的指導(dǎo)作用。為保證電阻點焊工藝滿足要求,采取合適的電阻點焊標(biāo)準(zhǔn)并進行關(guān)鍵項點的驗證和控制尤為重要[1-4]。
長客不銹鋼地鐵項目歷來采用的是歐洲的國際通用標(biāo)準(zhǔn),即軌道交通行業(yè)的EN15085質(zhì)量標(biāo)準(zhǔn)體系[5]。而某地鐵項目的業(yè)主提出了該項目需要執(zhí)行AWS D17.2/D17.2M:2013點焊標(biāo)準(zhǔn),此標(biāo)準(zhǔn)為美國航空航天電阻點焊規(guī)范,這是長客首次應(yīng)用此標(biāo)準(zhǔn)[6]。
文中分別從生產(chǎn)過程中涉及到的點焊工藝評定認(rèn)證方法選擇、試驗種類、設(shè)備驗證、驗收標(biāo)準(zhǔn)以及周期性檢驗等方面進行了說明,這些項點能夠完整覆蓋整個的點焊生產(chǎn)過程,并詳細(xì)介紹了與EN15085標(biāo)準(zhǔn)存在明顯差異之處。
1 點焊工藝評定認(rèn)證方法選擇
焊接工藝評定認(rèn)證工作是保證焊接質(zhì)量的重要組成部分。AWS D17.2標(biāo)準(zhǔn)中包含兩種點焊工藝評定認(rèn)證方法,分別為標(biāo)準(zhǔn)認(rèn)證法和設(shè)計許用認(rèn)證法。其中標(biāo)準(zhǔn)認(rèn)證法需要檢測3個金相試樣和5個拉伸試樣,相應(yīng)結(jié)果均滿足標(biāo)準(zhǔn)要求才認(rèn)證該工藝合格。設(shè)計許用認(rèn)證法需要進行180點拉伸試驗,然后對180組拉伸數(shù)據(jù)進行整理分析,要求相應(yīng)結(jié)果滿足標(biāo)準(zhǔn)要求。目前長客采用的EN15085-3和EN ISO15614-12[7]標(biāo)準(zhǔn)中有類似于美標(biāo)中標(biāo)準(zhǔn)認(rèn)證法的認(rèn)證方法,但是沒有類似180點試驗的認(rèn)證方法。且AWS D17.2標(biāo)準(zhǔn)中并未給出兩種認(rèn)證方法的具體適用范圍。
在公司生產(chǎn)的地鐵項目中,存在多種板厚組合形式,同時板厚比例也大相徑庭。根據(jù)經(jīng)驗積累,板厚比例過大時會導(dǎo)致焊核的偏移以及比例超差的壓痕,此種情況下金相檢測的合格率非常低,因此經(jīng)與業(yè)主溝通,決定依據(jù)日本標(biāo)準(zhǔn)JIS E4048標(biāo)準(zhǔn)中對于板厚比例的規(guī)定。
日本標(biāo)準(zhǔn)JIS E4048[8]中對于組合形式板厚比例的要求為普通鋼材及不銹鋼重合板的合計板厚與外側(cè)板的板厚之比應(yīng)小于5。當(dāng)3張或4張板重合時,普通鋼材及不銹鋼最厚板的板厚與外側(cè)薄板的板厚之比應(yīng)小于3。另外,不銹鋼最薄板的板厚應(yīng)超過外側(cè)薄板板厚的1/2以上。
因此,結(jié)合AWS D17.2標(biāo)準(zhǔn)的執(zhí)行難度和公司的實際情況,在項目的點焊工藝評定認(rèn)證中當(dāng)板厚組合形式滿足以上的板厚比例要求時,選取標(biāo)準(zhǔn)認(rèn)證法進行工藝評定的制作工作;當(dāng)板厚組合形式不滿足以上要求時,則選取設(shè)計許用認(rèn)證法進行工藝評定的制作工作。
2 點焊工藝評定認(rèn)證試驗種類
2.1 標(biāo)準(zhǔn)認(rèn)證法需要進行的試驗
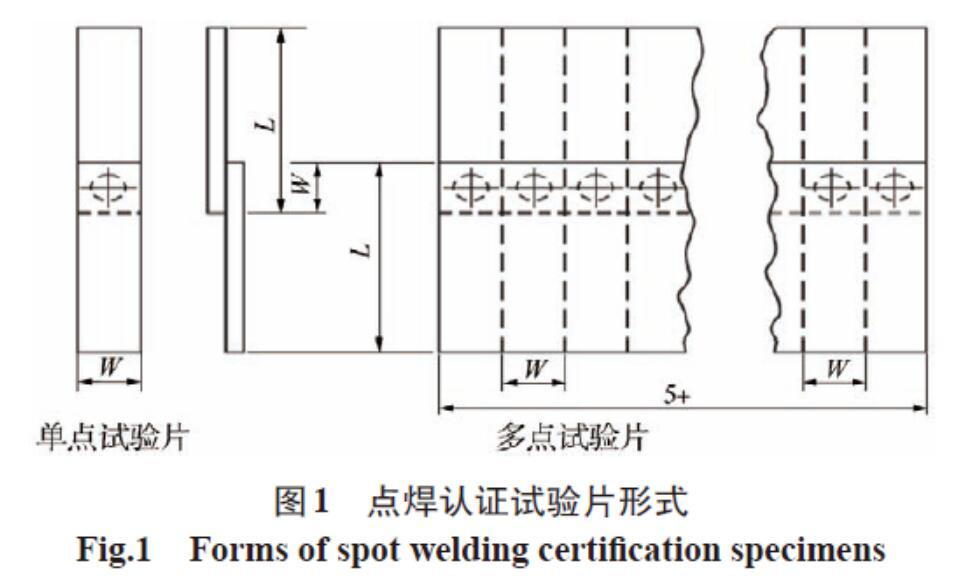
AWS D17.2標(biāo)準(zhǔn)中明確了標(biāo)準(zhǔn)認(rèn)證法需要點焊的試驗片數(shù)量和試驗種類,如表1所示,共需8個點焊試驗片,其中5個進行拉伸試驗,3個進行金相試驗。進行點焊的試驗片可以分為兩種規(guī)格,具體見圖1。圖1a為采用小試驗片進行單點點焊試驗,圖1b為采用大試驗片進行多點點焊試驗后再切割成單點點焊試驗片的規(guī)格。根據(jù)經(jīng)驗,多點試驗片能夠更好地模擬實際生產(chǎn)中存在的點焊分流、焊接變形、裝配間隙等影響點焊質(zhì)量的因素,故選取圖1中的多點試驗片進行點焊并開展相應(yīng)試驗。
2.2 設(shè)計許用認(rèn)證法需要進行的試驗
設(shè)計許用認(rèn)證法需要點焊180個點焊試驗片,然后全部進行拉伸試驗并記錄拉伸值,要求最小拉伸值需大于圖紙上明確的拉伸值,此處默認(rèn)拉伸值為標(biāo)準(zhǔn)認(rèn)證法中相應(yīng)板厚的拉伸值。
日本標(biāo)準(zhǔn)JIS E4048標(biāo)準(zhǔn)中無此相關(guān)內(nèi)容,無可對比性。長客使用的EN15085-3和EN ISO15614-12標(biāo)準(zhǔn),進行工藝評定認(rèn)證工作需要進行2個金相試樣和11個拉伸試樣。根據(jù)經(jīng)驗可知,在金相試樣滿足標(biāo)準(zhǔn)要求時,拉伸試樣基本能夠合格,所以此標(biāo)準(zhǔn)的認(rèn)證方法與美標(biāo)的標(biāo)準(zhǔn)認(rèn)證法基本一致。針對金相數(shù)量來說,美標(biāo)稍微嚴(yán)于歐標(biāo),同時歐標(biāo)沒有類似180點試驗相關(guān)的認(rèn)證方法。
3 設(shè)備要求及驗證試驗
開展工藝驗證試驗前需要按照AWS D17.2標(biāo)準(zhǔn)中相關(guān)項點對點焊設(shè)備、拉伸設(shè)備、工裝夾具進行確認(rèn)或維保,具體要求如下:
(1)點焊設(shè)備必須配有合適的電源、能夠充分冷卻電極的裝置,同時需要穩(wěn)定控制和顯示焊接電流、焊接壓力和焊接時長的裝置。焊接前焊接壓力和焊接電流不能作業(yè),焊接時需要穩(wěn)定一致直至點焊工作結(jié)束。
(2)拉伸試驗機的精度應(yīng)該控制在指示讀數(shù)的±2%以內(nèi),同時最大拉伸速度不應(yīng)超過13 mm/min,不滿足此標(biāo)準(zhǔn)的拉伸試驗機不允許使用。
(3)工裝夾具在設(shè)計制造時要充分考慮焊接電流分流的問題,保證焊接電流通過點焊料件完成點焊工作。
(4)所有涉及到點焊的設(shè)備均需定期進行維護保養(yǎng),同時需要保存相應(yīng)的維護保養(yǎng)記錄待查。
在所有設(shè)備滿足以上要求時,才能開展點焊設(shè)備驗證工作,具體如下:
(1)點焊設(shè)備驗證試驗種類及數(shù)量。針對直接參與生產(chǎn)過程的點焊設(shè)備,AWS D17.2標(biāo)準(zhǔn)中明確了具體的設(shè)備驗證需要進行5個金相試樣和100個拉伸試驗,具體的試驗種類及數(shù)量具體如表2所示。
(2)點焊設(shè)備驗證檢測標(biāo)準(zhǔn)。
點焊設(shè)備驗證試驗片的檢測標(biāo)準(zhǔn)與文中標(biāo)準(zhǔn)認(rèn)證法的檢測標(biāo)準(zhǔn)完全一致,同樣需要進行目視驗收、金相驗收和力學(xué)性能驗收,相應(yīng)的標(biāo)準(zhǔn)不變。
(3)點焊設(shè)備工作范圍驗證需求。
將點焊試驗片組合形式的厚度視為點焊設(shè)備的工作范圍,需要對點焊設(shè)備實際工作范圍上限和下限進行相應(yīng)的驗證工作。如設(shè)備工作范圍上限和下限的試驗全部合格,則證明能夠滿足此范圍內(nèi)的所有組合形式的點焊焊接工作。
日本標(biāo)準(zhǔn)JIS E4048標(biāo)準(zhǔn)中無此相關(guān)內(nèi)容,無可對比性。長客使用的EN15085-3和EN ISO15614-12標(biāo)準(zhǔn)并未明確提及點焊設(shè)備的驗證工作。相比來說美標(biāo)需要進行設(shè)備的驗證工作,比歐標(biāo)要嚴(yán)謹(jǐn)很多。
4 驗收標(biāo)準(zhǔn)
4.1 標(biāo)準(zhǔn)認(rèn)證法的驗收標(biāo)準(zhǔn)
點焊試驗片驗收標(biāo)準(zhǔn)從目視檢驗、金相檢驗和力學(xué)性能檢驗進行了明確,具體要求如下:
(1)進行目視檢驗的試驗片的可見區(qū)域必須光滑無裂紋,如有缺陷視為不合格。
(2)進行金相檢驗的試驗片需保證焊核連續(xù),如果不連續(xù)發(fā)生在自熔核邊緣的熔核半徑15%的范圍內(nèi),或者不連續(xù)性延伸至外部薄板的部分超過焊縫薄板厚度25%,或者不連續(xù)性最大尺寸超過焊縫熔核直徑的15%時均視為不合格。
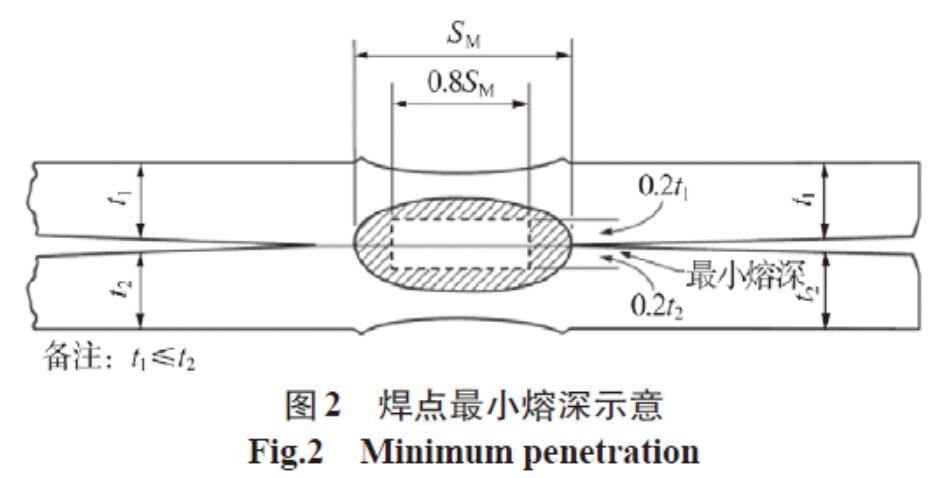
在金相檢驗時需要檢測焊點的最大熔深和最小熔深,最小熔深示意如圖2所示。對于最大熔深,在任意形式的試驗片組合中,外側(cè)試驗片的熔深都不得超過試驗片自身厚度的90%,否則視為不合格。對于最小熔深,在2個相同厚度的試驗片組合中,每個試驗片的熔深都需超過試驗片厚度的0.2倍。如果是2個不同厚度的試驗片組合,那么每個試驗片的熔深需要超過較薄試驗片厚度的0.2倍。在3個或3個以上的試驗片組合中,外側(cè)試驗片的熔深需要超過外側(cè)試驗片中較薄試驗片厚度的0.2倍。如不滿足以上要求均視為金相檢驗不合格。
在金相檢驗時還需要檢測焊核直徑,如果2個試驗片形成組合中板厚不一致,那么根據(jù)組合中較薄試驗片確定焊核最小直徑,在3層及3層以上試驗片形成的組合中,以組合外側(cè)2個試驗片中的較薄試驗片來確定焊核最小直徑。AWS D17.2標(biāo)準(zhǔn)中明確了不同板厚試驗片的最小焊核直徑,如檢測結(jié)果小于規(guī)定數(shù)值,則視為不合格。
AWS D17.2標(biāo)準(zhǔn)中對力學(xué)性能不僅有最小值和平均值要求,對一致性也提出了要求。其中要求所有試驗片的拉伸值均不低于標(biāo)準(zhǔn)中明確的最小拉伸值,同時要求所有試驗片拉伸值的均值需要大于標(biāo)準(zhǔn)中明確的最小拉伸值。對于一致性方面,要求90%試驗片的拉伸值在拉伸平均值的±10%以內(nèi),同時超出平均值±10%的拉伸值不允許超過平均拉伸值的±20%。
4.2 設(shè)計許用認(rèn)證法的驗收標(biāo)準(zhǔn)
點焊試驗片驗收標(biāo)準(zhǔn)從最小值、平準(zhǔn)值和一致性三方面進行了要求。對于設(shè)計許用認(rèn)證法檢測的180個焊點的拉伸值,既要滿足所有試驗片的拉伸值均需要超過圖紙中明確的最小拉伸值,還要記錄并計算180個焊點的平均拉伸值。最重要的是要求95%試驗片的拉伸值稱必須大于平均值的0.875倍。
采用標(biāo)準(zhǔn)認(rèn)證法或者設(shè)計許用認(rèn)證法的試驗片都需滿足相應(yīng)的驗收標(biāo)準(zhǔn),如存在不滿足現(xiàn)象需要經(jīng)調(diào)整焊接參數(shù)或其他方法處理后重新進行試驗并檢測直至合格。
通過對比,美標(biāo)需要對拉伸值進行統(tǒng)計分析,對拉伸值的最小值、平均值和一致性也有要求,較日標(biāo)和歐標(biāo)更為嚴(yán)謹(jǐn)。
5 生產(chǎn)期間周期性的檢驗試驗
在實際生產(chǎn)過程中,AWS D17.2中明確了在每天開工前、每工作2 h后、更換電極后、完工后均需要進行周期性試驗。EN15085-3中僅明確需要根據(jù)焊接數(shù)量、焊接設(shè)備和焊接性能定期進行試驗,并未明確間隔時間。日本標(biāo)準(zhǔn)JIS E4048標(biāo)準(zhǔn)中無此相關(guān)內(nèi)容,無可對比性。
中車長春軌道客車股份有限公司按照以上步驟開展了點焊相關(guān)的工作,滿足了AWS D17.2航空航天用電阻焊接規(guī)范的相關(guān)要求。通過美標(biāo)與歐標(biāo)的對比,AWS D17.2航空航天用電阻焊接規(guī)范相對更為細(xì)致、嚴(yán)謹(jǐn)、全面,為在執(zhí)行歐洲點焊標(biāo)準(zhǔn)時提升焊接質(zhì)量提供了一條可以借鑒的途徑[9]。
6 結(jié)論
(1)從標(biāo)準(zhǔn)覆蓋面方面對比。JIS E 4048標(biāo)準(zhǔn)僅明確了焊點間距和到邊緣的距離,對于其他項點均未進行要求。EN15085-3標(biāo)準(zhǔn)相對JIS E 4048標(biāo)準(zhǔn)還明確了工藝評定實驗要求、驗收標(biāo)準(zhǔn)和生產(chǎn)周期檢驗。AWS D17.2標(biāo)準(zhǔn)相對EN15085-3標(biāo)準(zhǔn)還明確了設(shè)備要求及驗證方法。整體來說標(biāo)準(zhǔn)完整程度為AWS D17.2標(biāo)準(zhǔn)最高,EN15085-3標(biāo)準(zhǔn)次之,JIS E 4048標(biāo)準(zhǔn)最低。
(2)從拉伸值要求方面對比。JIS E 4048標(biāo)準(zhǔn)標(biāo)準(zhǔn)和EN15085-3標(biāo)準(zhǔn)僅明確了最小拉伸值。AWS D17.2標(biāo)準(zhǔn)除此之外還明確要求平均值和一致性,不論是標(biāo)準(zhǔn)認(rèn)證法的涉及到的5個拉伸值,還是設(shè)計許用認(rèn)證法涉及到的180個拉伸值,還是設(shè)備驗證涉及到的100個拉伸值,均對拉伸值的最小值、平均值和一致性進行了要求。即AWS D17.2標(biāo)準(zhǔn)最高,EN15085-3標(biāo)準(zhǔn)和JIS E 4048標(biāo)準(zhǔn)次之。
參考文獻:
[1]張洪延.電阻焊:基礎(chǔ)與應(yīng)用[M].北京:科學(xué)出版社,2016.
[2]趙熹華,馮吉才.氬焊方法及設(shè)備[M].北京:機械工業(yè)出版社,2005.
[3]郭猛,張勇,王亭,等.外加磁場對軌道車輛不銹鋼點焊組織性能的影響[J].焊接,2019(8):61-64.
[4]劉慶祝,王洪瀟,趙國新.激光焊搭接工藝與電阻點焊工藝在軌道車輛不銹鋼車體中的對比分析[J].電焊機,2018,48(10):44-47.
[5]EN15085-3-2007(C),鐵路的應(yīng)用-鐵路車輛及部件的焊接[S]. 2007.
[6]AWS D17.2/D17.2M:2013航空航天用電阻焊接規(guī)范[S].美國國家標(biāo)準(zhǔn),2013.
[7]EN ISO 15614-12:2004(E)金屬材料的焊接工藝條件及說明書-焊接工藝測試-12部分:點焊、縫焊和凸焊 歐洲電工標(biāo)準(zhǔn)化委員會[S]. 2004.
[8]JIS E 4048:2008 鐵路車輛-客車車體結(jié)構(gòu)-點焊接頭的設(shè)計方法[S].日本工業(yè)標(biāo)準(zhǔn)委員會,2008.
[9]王大臣,劉曉琴,逯連文,等.電阻點焊熔核檢測標(biāo)準(zhǔn)對比及分析[J].電焊機,2020,50(6):96-99.
