不銹鋼電阻點(diǎn)焊在線超聲檢測(cè)信號(hào)特征研究
2021-10-21 19:52:33王春生,王洪瀟,李英明,狄星,徐國成,谷曉鵬,董娟
電焊機(jī) 2021年9期
王春生,王洪瀟,李英明,狄星,徐國成,谷曉鵬,董娟

摘要:基于Comsol Multiphysics有限元數(shù)值仿真軟件建立雙脈沖電阻點(diǎn)焊過程超聲監(jiān)測(cè)數(shù)值模型,研究點(diǎn)焊過程工件內(nèi)部超聲場瞬態(tài)分布情況;設(shè)計(jì)了新型內(nèi)置超聲波探頭電極結(jié)構(gòu),進(jìn)行雙脈沖電阻點(diǎn)焊超聲在線監(jiān)測(cè)試驗(yàn),分別分析A型、M型(超聲時(shí)程-焊接過程)超聲回波圖特征;研究點(diǎn)焊典型焊接缺陷虛焊的超聲M型回波圖特征,提出基于M型回波圖的虛焊焊點(diǎn)鑒別方法。研究結(jié)果表明基于超聲信號(hào)的點(diǎn)焊M顯示圖可反映焊接進(jìn)程,可通過M顯示圖特征對(duì)虛焊焊點(diǎn)進(jìn)行快速識(shí)別。
關(guān)鍵詞:雙脈沖電阻點(diǎn)焊;超聲波實(shí)時(shí)信號(hào);數(shù)值模擬;虛焊
中圖分類號(hào):TG441? ? ? 文獻(xiàn)標(biāo)志碼:A? ? ? ? ?文章編號(hào):1001-2003(2021)09-0068-07
DOI:10.7512/j.issn.1001-2303.2021.09.13
0? ? 前言
電阻點(diǎn)焊是汽車車身、不銹鋼軌道客車車體制造中重要的焊接技術(shù),具有工藝簡單、生產(chǎn)效率高、環(huán)保等優(yōu)點(diǎn)。電阻點(diǎn)焊過程持續(xù)時(shí)間極短,通常在1~2 s以內(nèi),且點(diǎn)焊熔核在封閉狀態(tài)下形成,容易產(chǎn)生虛焊、噴濺、內(nèi)部孔洞等焊接缺陷,因此有必要對(duì)焊點(diǎn)質(zhì)量進(jìn)行控制及評(píng)估。常用的點(diǎn)焊質(zhì)量評(píng)估方法主要分兩大類:一類為焊接過程質(zhì)量監(jiān)控,主要是針對(duì)焊接電流、焊接電壓、電極壓力、電極位移等參數(shù)的監(jiān)測(cè)分析,對(duì)焊接質(zhì)量進(jìn)行預(yù)測(cè)[1-4];第二類為點(diǎn)焊質(zhì)量無損檢測(cè)評(píng)估方法,無損檢測(cè)是在不破壞材料的情況下對(duì)焊接質(zhì)量進(jìn)行檢測(cè)評(píng)價(jià)的技術(shù),應(yīng)用最多的是超聲波無損檢測(cè)技術(shù)。一般點(diǎn)焊超聲檢測(cè)是對(duì)線下焊件焊點(diǎn)的超聲檢測(cè),通過進(jìn)行不同維度的分析,建立超聲信號(hào)特征與焊點(diǎn)質(zhì)量之間的關(guān)系[5-11]。在眾多點(diǎn)焊缺陷種類中,虛焊是一種危害較大的缺陷類型,主要表現(xiàn)為點(diǎn)焊接頭貼合面未熔化、呈塑性連接,接頭強(qiáng)度遠(yuǎn)小于規(guī)定值[12]。
為了對(duì)點(diǎn)焊進(jìn)行焊接過程的在線質(zhì)量評(píng)估,本研究將超聲探頭內(nèi)置于電極帽中,從模擬及試驗(yàn)中研究了超聲波在焊接過程各個(gè)階段的回波規(guī)律,并提取出點(diǎn)焊M顯示圖,實(shí)現(xiàn)了對(duì)雙脈沖點(diǎn)焊過程的實(shí)時(shí)超聲檢測(cè),為焊點(diǎn)質(zhì)量評(píng)估提供了理論及試驗(yàn)基礎(chǔ)。
1 試驗(yàn)方法
1.1 試驗(yàn)材料及試件制備
試驗(yàn)材料為軌道客車車體常用的SUS301L奧氏體不銹鋼板材,板材規(guī)格100 mm×30 mm。焊接試樣采用雙層板搭接結(jié)構(gòu),板厚組合2 mm+2 mm,搭接方式如圖1所示,試驗(yàn)采取的板厚組合及焊接參數(shù)見表1。沿圖中虛線切割試件,制備金相試樣,獲得熔核中心軸線位置顯微照片。
1.2 試驗(yàn)原理
雙脈沖電阻點(diǎn)焊的各焊接階段及超聲波在各界面處的反-透射情況如圖2所示。
1.3 試驗(yàn)裝置
超聲在線監(jiān)測(cè)系統(tǒng)主要由電阻點(diǎn)焊機(jī)、超聲縱波直探頭、超聲卡以及工業(yè)計(jì)算機(jī)等組成。其核心在于內(nèi)置于電極帽腔體內(nèi)部的超聲波縱波探頭,其結(jié)構(gòu)如圖3所示。
利用墊片和彈簧將超聲波縱波直探頭固定于電極帽腔體內(nèi)部,探頭晶片與電極之間以高溫耦合劑進(jìn)行耦合。文中選用的超聲探頭晶片直徑6 mm,中心頻率為10 MHz。
2 試驗(yàn)結(jié)果及分析
2.1 幾何模型及網(wǎng)格劃分
基于Comsol Multiphysics有限元模擬仿真軟件對(duì)點(diǎn)焊不同階段工件內(nèi)部超聲回波情況進(jìn)行數(shù)值模擬,根據(jù)實(shí)際超聲監(jiān)測(cè)情況建立如圖4所示幾何模型。其中,圖4a模擬焊接預(yù)加壓階段,在該階段由于鋼板表面在微觀狀態(tài)下為粗糙表面,兩層板實(shí)際情況中并非完全緊密接觸,存在斷續(xù)的空氣間隙,因此,在兩層板界面處設(shè)置5處尺寸不等的橢圓域以模擬兩鋼板之間的空氣間隙,橢圓尺寸從左至右依次為長軸0.08 mm,0.1 mm,0.1 mm,0.08 mm,0.12 mm,短軸0.06 mm,0.06 mm,0.08 mm,0.06 mm,0.08 mm。一次電流階段幾何模型見圖4b,該階段由于熱輸入引起材料軟化,在壓力作用下兩層板達(dá)到緊密接觸狀態(tài)。二次電流階段的模型見圖4c。
幾何模型的邊界1、4為材料外表面,由于超聲波在鋼/空氣界面處的傳播特性,邊界1、4設(shè)置為全反射。由于焊接接頭剖面的實(shí)際長度遠(yuǎn)大于15 mm,即邊界2、3、5、6為人工截?cái)噙吔纾瑢⑵湓O(shè)置為具有一定吸收效果的阻尼邊界。SUS301L不銹鋼基材的相關(guān)參數(shù)設(shè)置為:常溫下超聲縱波傳播速度為CL1=5 900 m/s,密度ρ1=7 930 kg/m3;液態(tài)不銹鋼水內(nèi)超聲波傳播速度為CL2=3 500 m/s,密度ρ2=7 000 kg/m3。
試驗(yàn)采用瞬態(tài)激勵(lì)脈沖模擬超聲波,采用加以高斯窗函數(shù)調(diào)制的2.5 cycle正弦信號(hào)為激勵(lì)信號(hào),波形圖如圖5所示,信號(hào)的中心頻率設(shè)置為10 MHz。激勵(lì)信號(hào)加載在模型邊界1的中心位置,長度設(shè)置為1 mm。
2.2 有限元模擬聲場瞬態(tài)分布及A型回波顯示特征
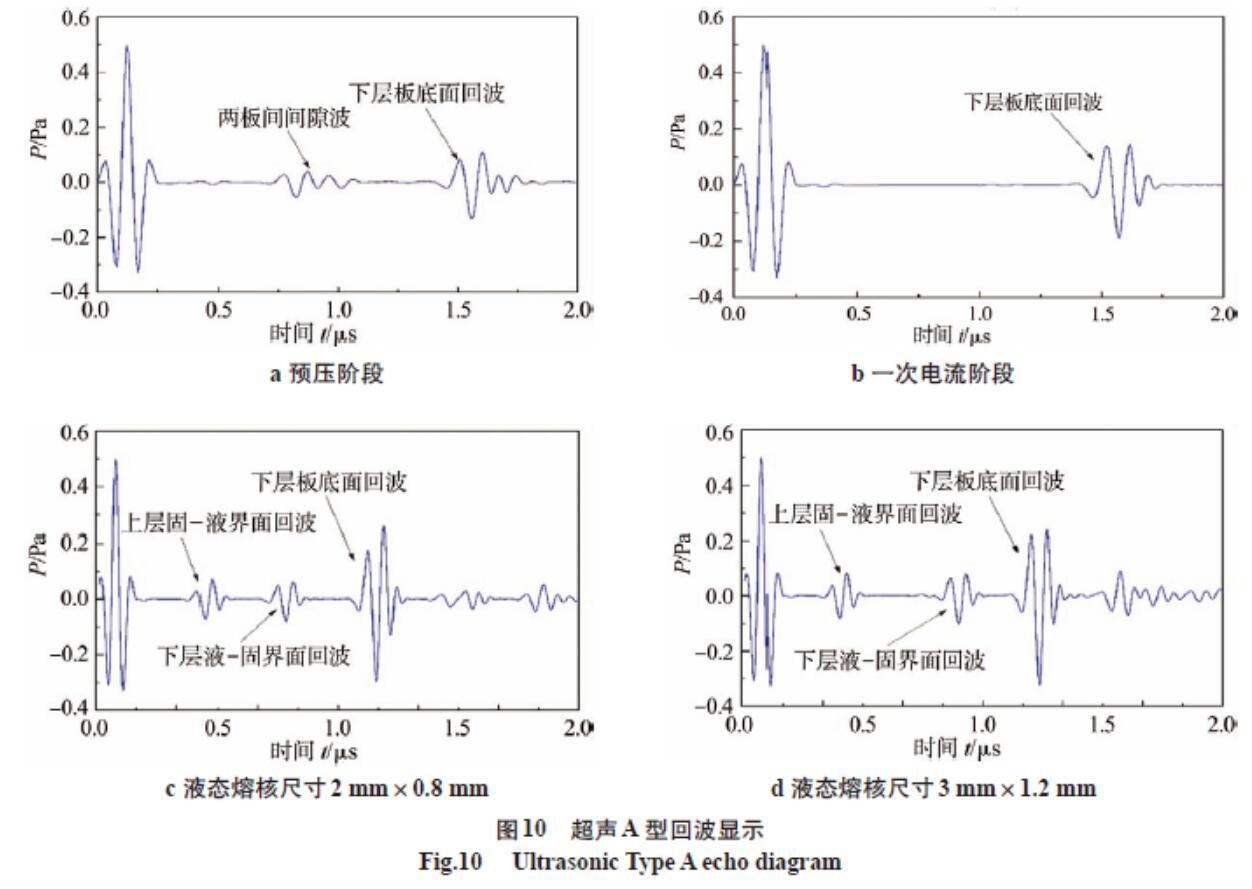
預(yù)壓階段、一次電流及二次電流階段的聲場瞬態(tài)分布圖如圖6~圖9所示,超聲波在0.35 μs到達(dá)兩板中間界面,一部分聲波遇到空氣間隙發(fā)生入射,于0.71 μs被探頭接收,另一部分進(jìn)入下層板并在下層板底面發(fā)生全反射,1.41 μs被探頭接收,相應(yīng)的A型回波顯示圖如圖10a所示。
通電后開始產(chǎn)生熱量,由于一次電流為預(yù)熱電流,溫度不足以達(dá)到材料熔點(diǎn),但材料吸收熱量達(dá)到軟化狀態(tài),在電極壓力作用下兩板緊密接觸。此時(shí)聲波全部進(jìn)入下層板,瞬態(tài)聲場分布圖如圖7所示。聲波在0.71 μs時(shí)到達(dá)下層板底面并發(fā)生全反射,反射波在1.41 μs時(shí)已被探頭接收。該過程對(duì)應(yīng)的A型回波顯示圖如圖10b所示,與圖10a相比,兩板中間界面位置回波消失,只可監(jiān)測(cè)到下層板底面的反射波。
隨著通電過程的持續(xù)進(jìn)行,二次電流產(chǎn)生的熱量使得不銹鋼材料溫度達(dá)到熔點(diǎn)開始出現(xiàn)液態(tài)熔核。為探究熔核長大過程中超聲波在熔核固-液界面的反射規(guī)律,文中設(shè)置熔核尺寸分別為H/D=2 mm/0.8 mm,3 mm/1.2 mm。
當(dāng)熔核尺寸為2 mm×0.8 mm時(shí),超聲瞬態(tài)聲場分布及A型回波顯示分別如圖8、圖10c所示。超聲波在0.27 μs時(shí)到達(dá)液態(tài)熔核上層固-液界面,反射波在0.55 μs時(shí)被探頭接收;超聲波在0.50 μs時(shí)到達(dá)下層液-固界面,反射波在1.02 μs時(shí)被探頭接收;超聲波在0.77 μs時(shí)到達(dá)下層板底面并發(fā)生全反射,反射波在1.54 μs時(shí)被探頭接收。
當(dāng)液態(tài)熔核尺寸為3 mm×1.2 mm時(shí),瞬態(tài)聲場分布及A型回波顯示分別如圖9、圖10d所示。超聲波在0.24 μs時(shí)到達(dá)上層固-液界面,在此處發(fā)生反射的聲波在0.50 μs時(shí)被探頭接收;而發(fā)生透射的聲波在0.58 μs時(shí)到達(dá)下層液-固界面,反射波在1.18 μs時(shí)已被探頭接收;在0.84 μs時(shí)聲波到達(dá)下層板底面并發(fā)生全反射,下層板底面回波反射回波在1.68 μs時(shí)被探頭接收。
上述模擬結(jié)果表明,當(dāng)液態(tài)熔核出現(xiàn)時(shí)可監(jiān)測(cè)到兩個(gè)固-液界面的回波,且隨著液態(tài)熔核的長大,兩回波之間時(shí)間間隔也增大,表現(xiàn)為上層固-液界面回波前移,下層液-固界面回波后移。由于下層液-固界面回波經(jīng)過完整液態(tài)熔核區(qū),熔核區(qū)液體材料聲速小于母材固體材料,超聲穿過此區(qū)域需要更長時(shí)間,因此下層液-固界面的回波延遲值更大。
2.3 在線監(jiān)測(cè)試驗(yàn)回波特征
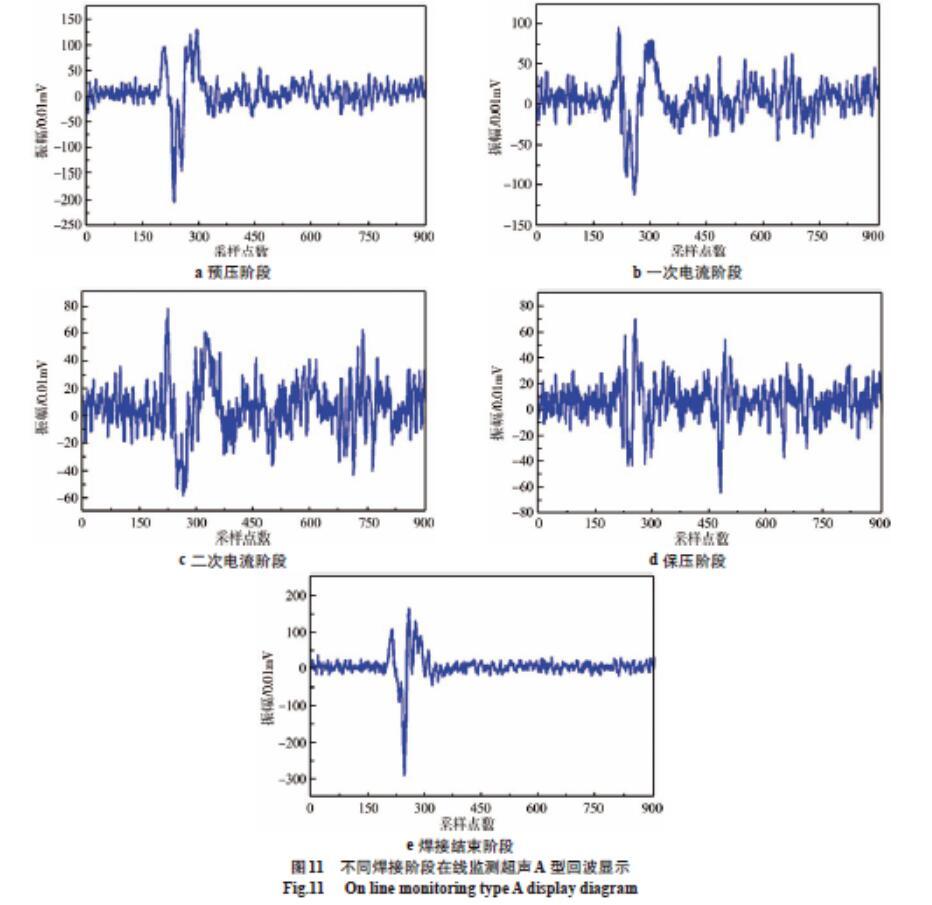
采用表1第1組參數(shù)焊接,得到的各階段某一時(shí)刻超聲A顯示回波如圖11所示,可以看出,不同焊接階段的超聲回波呈現(xiàn)不同變化,但由于焊接過程中材料內(nèi)部結(jié)構(gòu)及狀態(tài)發(fā)生較大變化,實(shí)際在線監(jiān)測(cè)試驗(yàn)獲得的A型回波變化劇烈、包含大量雜波且信噪比較小,很難基于A型回波特征判斷焊接進(jìn)程、監(jiān)測(cè)焊接質(zhì)量。
對(duì)A型回波進(jìn)行矩陣化處理,獲得如圖12所示的M型回波顯示圖。由圖12可知,預(yù)加壓階段可接收到兩板中間界面及下層板底面回波,一次電流階段兩板中間界面回波消失,下層板底面回波出現(xiàn)回波延遲;二次電流及保壓階段,由于液態(tài)熔合的出現(xiàn),可看到界面回波位置發(fā)生相應(yīng)變化;卸壓后只剩電極帽端面回波。M顯示圖特征變化與數(shù)值模擬結(jié)果基本一致,且與A型回波顯示相比,M顯示圖更直觀清晰地對(duì)焊接過程進(jìn)行了監(jiān)測(cè)。
采用表1第2組焊接參數(shù)獲得虛焊點(diǎn),其超聲M顯示圖及對(duì)應(yīng)的金相照片如圖13、14所示。與正常焊點(diǎn)M顯示圖相比,虛焊點(diǎn)由于無液態(tài)熔核出現(xiàn)及長大的過程,無法在上層板上表面及下層板下表面之間觀察到熔核固-液界面位置相應(yīng)回波,同時(shí)由于熱輸入不足,下層板回波延遲也相應(yīng)大幅減小。
上述研究結(jié)果表明,良好焊點(diǎn)的M型顯示圖可觀察到液態(tài)熔核出現(xiàn)-長大-凝固的界面反射回波,而虛焊點(diǎn)由于熱輸入不足,無法在兩板界面形成熔核。也就是說,通過M顯示圖特征能夠?qū)μ摵更c(diǎn)進(jìn)行快速識(shí)別。和傳統(tǒng)虛焊焊點(diǎn)檢測(cè)方法相比,基于M顯示圖的虛焊焊點(diǎn)鑒別方法可實(shí)現(xiàn)原位檢測(cè),大大提高了缺陷檢出效率。
3 結(jié)論
基于Comsol Multiphysics有限元數(shù)值模擬及點(diǎn)焊超聲在線監(jiān)測(cè)試驗(yàn)對(duì)不銹鋼雙脈沖電阻點(diǎn)焊焊接過程不同階段聲波反射規(guī)律進(jìn)行研究。研究結(jié)果表明,在焊接不同階段工件內(nèi)部超聲信號(hào)特征變化明顯,基于超聲波實(shí)時(shí)信號(hào)獲得的A型顯示圖雖在焊接不同階段呈現(xiàn)不同變化,但回波信噪比較低,很難基于A型回波特征判斷焊接進(jìn)程、監(jiān)測(cè)焊接質(zhì)量;而矩陣化處理后的焊接過程M顯示圖能夠很好地反映焊接進(jìn)程。對(duì)于點(diǎn)焊常見且危害較大的虛焊缺陷,可利用M顯示圖作為判斷依據(jù)對(duì)其進(jìn)行原位、在線快速鑒別。
參考文獻(xiàn):
[1]Zhao D,Wang Y,Lin Z,et al. Quality monitoring research of small scale resistance spot welding based on voltage signal[J]. ISIJ International,2013,53(2):240-244.
[2]張宏杰,張建業(yè),隋修武. 基于貝葉斯圖像模式識(shí)別技術(shù)的點(diǎn)焊質(zhì)量評(píng)估[J]. 焊接學(xué)報(bào),2014,35(1):109-113.
[3]Farson D F,Chen J Z,Ely K,et al. Monitoring of expulsion in small scaleresistance spot welding[J]. Sci. Technol. Weld. Join.,2003(8):431-436.
[4]Hana L,Thorntona M,Boomerb D,et al. A correlation study ofmechanical strength of resistance spot welding of AA5754 aluminium alloy[J]. J. Mater. Process. Technol.,2011(211):513-521.
[5]Liu J,Xu G,Gu X,et al. Ultrasonic test of resistance spot welds based on wavelet package analysis[J]. Ultrasonics,2015(56):557-565.
[6]Hua L,Wang B,Wang X,et al. In-situ ultrasonic detection of resistance spot welding quality using embedded probe[J]. Mater. Process. Technol,2019(267):205-214.
[7]Chertov A M,Karloff A C,Perez W,et al. In-process ultrasound NDE of resistance spot welds[J]. Insight Non-Destructive Test. Cond. Monit,2012,54(5):257-262.
[8]Zhao X,Zhang Y S,Chen G L. Ultrasonic fast identification of automotive body spot weld defect based on echo characteristics qualitative analysis[J]. Sci. Technol. Weld. Joi.,2013(11):731-736.
[9]Denisov A A,Shakarji C M,Lawford B B,et al. Spot Weld Analysis With 2D Ultrasonic Arrays[J]. J. Res. Natl. Inst. Stan.,2004(109):233-244.
[10]Moghanizadeh A. Evaluation of the physical properties of spot welding using ultrasonic testing[J]. Int. J. Adv. Manuf. Tech.,2016,85(1-4):535-545.
[11]Zhou K,Cai L L. Online nugget diameter control system for resistance spot welding[J]. Int. J. Adv. Manuf. Technol.,2013,68(9-12):2571-2588.
[12]Lai X M,Zhao X,Zhang Y S,et al. Ultrasonic Fast-Identification Expert System of the Auto Stick-Weld Defect Based on Echo-Characteristics Analyzing[J]. Key Eng. Mater.,2009(353-358):2297-2300.
