帶頸對焊連接法蘭熱模鍛成形及自動化生產線
2021-10-20 08:06:24董云龍劉允良潘文東王政通牛余兵伊萊特能源裝備股份有限公司
鍛造與沖壓 2021年19期
文/董云龍,劉允良,潘文東,王政通,牛余兵·伊萊特能源裝備股份有限公司
帶頸對焊連接法蘭熱模鍛成形及自動化生產工藝,是一種高效、低耗、低勞動強度的成形技術,在小法蘭鍛件實際生產中,具有重要意義。最初的小法蘭生產靠煤炭加熱,空氣錘加模具成形,人工操作效率低,而且鍛件各部位余量粗放。隨著設備及生產能力的提升,天然氣爐加熱,摩擦壓力機或電動螺旋壓力機鍛造成形,但仍然存在人工操作效率偏低的問題,余量控制雖有所改善,但產品定位靠人工放置,產品一致性差。
近期,依公司發展要求,對小法蘭產品的生產方式做出大膽的調整,通過SolidWorks、Deform軟件模擬,數據分析,圓盤鋸下料,中頻爐加熱,電動螺旋壓力機預鍛、成形,閉式單點壓力機落料,過程靠機械手轉序,利用余熱等溫正火,形成一條自動化生產線。減少人工,提高效率,降低材料消耗,實現自動化,為后續加工提供了有利條件。
工藝分析
帶頸對焊連接法蘭結構分析
由圖1 可以看出,產品分為盤部、頸部和內孔三部分,因此產品的成形要考慮這三部分的難度:盤部難點在內孔的最終成形,不允許出現塌角;頸部控制難點在頸口,防止塌角;內孔控制難點在連皮厚度控制與能否順利脫模。
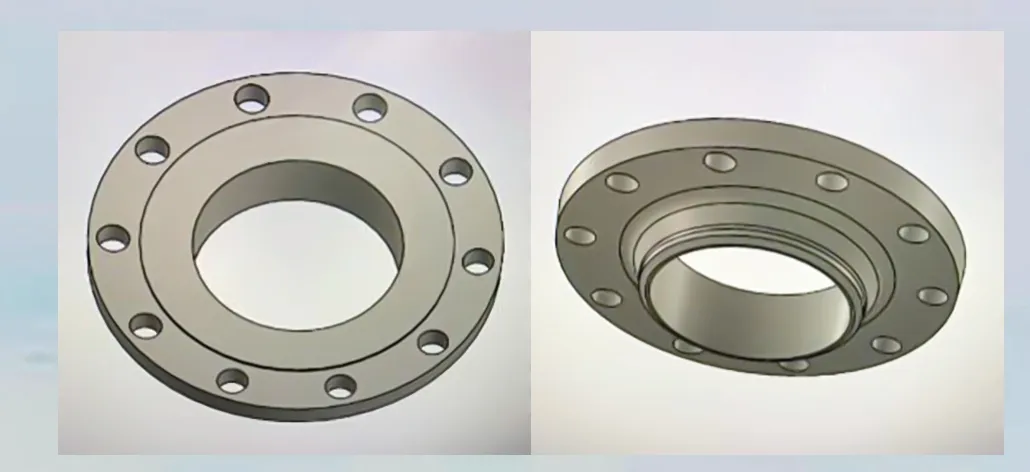
圖1 帶頸對焊連接法蘭模型
成形步驟分析
由產品結構分析,成形前需要分料預鍛,成形后需要將內孔連皮沖掉,因此,鍛件的成形可分為預鍛、成形、沖孔三步。
定位分析
如果預鍛分步,需要在預鍛模具間考慮定位,預鍛轉成形模具需要精確定位,成形轉至沖孔也需要定位。定位越簡單,則步驟間因定位造成的尺寸誤差疊加越少,最終成形毛坯越接近理論尺寸。
機械手轉序夾持可行性分析
機械手需準確夾持住每道工序鍛打后的毛坯,因此每步鍛打后毛坯高度都要高出下模上平面,方可保證機械手準確夾持。
時間節拍分析
加熱爐升溫時間、預鍛及轉序時間、成形及轉序時間、沖連皮及轉序時間,根據每道工序耗時對比,找出工序中最長時間作為節拍,調節剩余工序時間。
變形過程模擬分析
利用SolidWorks 三維軟件,參考《模具設計手冊》將預鍛、成形、沖孔三工步模具及毛坯圖畫出,裝配后生成.stl 格式保存。將轉化格式后的裝配件導入Deform 模擬軟件,設置參數,變形過程模擬如圖2 所示。
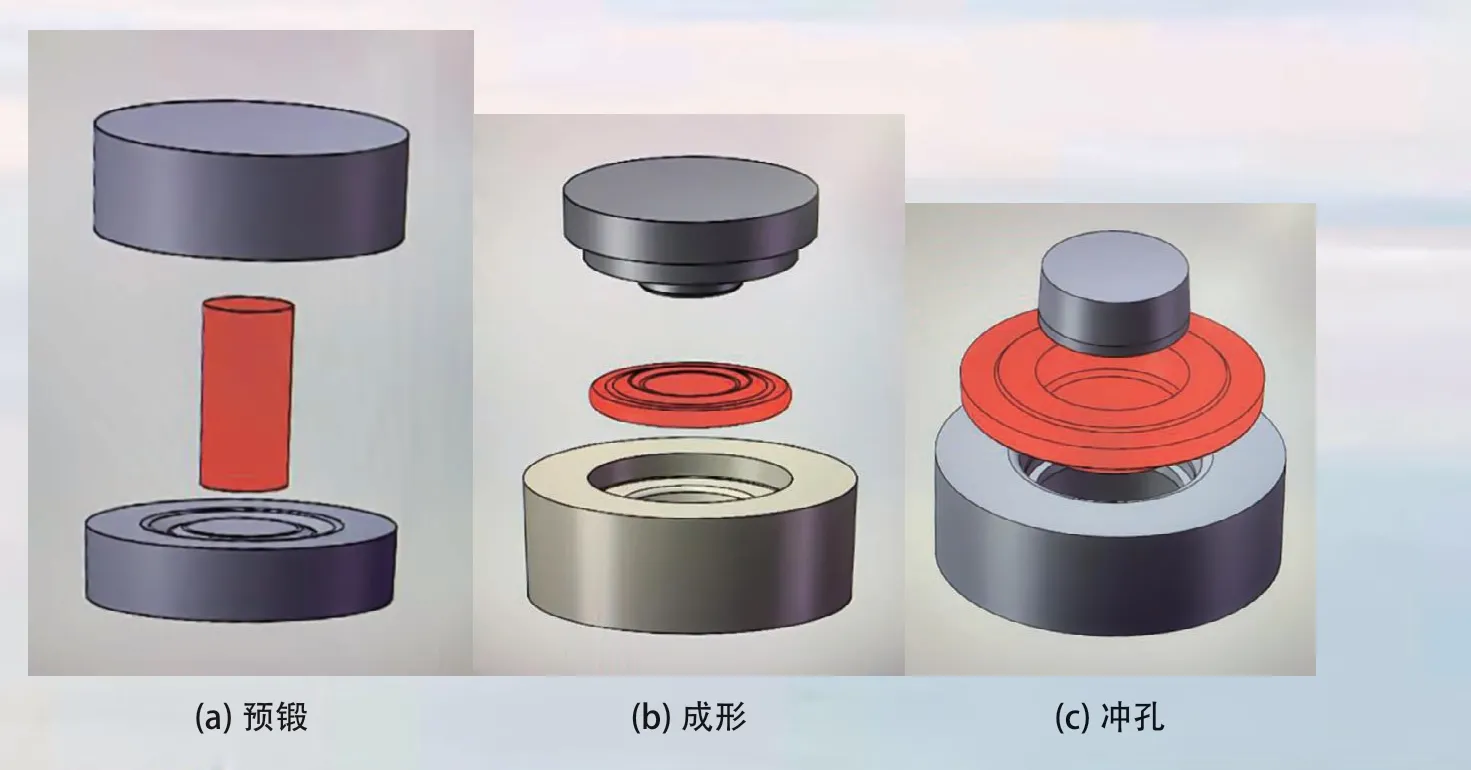
圖2 變形過程模擬
對變形過程、設備能力、尺寸、熱處理后性能及組織等數據梳理分析,變形過程走料均勻,無折傷、無缺料問題;設備2500t 完全滿足數據分析中2100t 要求,盤厚與總高尺寸比理論要求大1mm,不用減料,可以作為后期模具膨脹的調整量;整個過程金屬流線完好,且金屬變形大,有足夠的鍛造比,性能滿足客戶要求。
工藝方案設計
成品尺寸如圖3 所示,凈重6.3kg,根據《模具設計手冊》,在成品基礎加雙邊3mm 余量,雙邊4°拔模斜度保證出模順暢,連皮厚度控制在10mm,用SolidWorks 三維軟件計算重8.2kg,加沖料與燒損后下料9.5kg。

圖3 成品尺寸
通過前期對工藝分析、模擬分析,設計出合理的工藝方案。
下料工序優化
在以往的鍛造模式中,下料通常采用半自動和全自動帶鋸床,鋸條磨損嚴重,毛坯尺寸一致性差,且效率較低。自動化圓盤鋸相對普通鋸切設備:自動化程度高,可實現自行上料、鋸切、下料;一致性好,尺寸公差可控制在±0.2mm 以內,且鋸切面光潔度非常好;效率高,就φ100mm 圓鋼鋸切時間對比,在保證鋸條正常使用壽命的前提下,普通帶鋸床一個鋸口需要300s,圓盤鋸只需要30s,顯而易見,效率提高10 倍。
加熱工序優化
中頻加熱是少無氧化加熱的方法之一,加熱效率高,速度快,適合大批量生產。中頻加熱采用自動上料機構,代替人工;加熱溫度采用紅外檢測三路自動篩選,經篩選后坯料溫度穩定,同時爐膛內多處測溫控制閉環,通過輸入出爐溫度,中頻爐功率自動調整,保證坯料溫度穩定,為后續鍛造自動化提供條件。
鍛造工藝優化
坯料鐓粗配高壓氣路吹除機構,保證加熱時產生的氧化皮清除徹底,同時由于提高一次鍛造比,經過鐓粗、預鍛和終鍛后,金屬的流線基本與鍛件的輪廓一致,大大提高了鍛件的性能。
實際生產過程與模擬
利用SolidWorks畫出裝配圖,然后導入到Deform模擬軟件,對設計方案進行驗證與改善。這樣能節省試模成本,在模具投入前期,提前發現模具及成形方案存在的問題,大大縮短開發周期。模擬內容:成形情況,有無折疊或填充不滿等缺陷;鍛造需要的設備能量;鍛件應力在模具使用范圍內,讓模具不至于過快失效。成形過程模擬如圖4 所示,滿足設計要求。
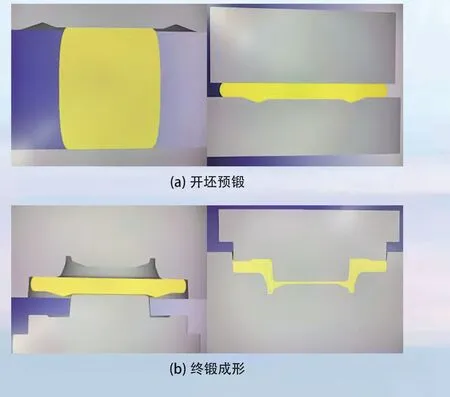
圖4 成形過程模擬

由圖5 可以看出,料從加熱爐出來后,由第一臺機器人取料送至第一臺電動螺旋壓力機進行預鍛,清除氧化皮的同時為成形做準備;預鍛完成后,由第一臺機器人抓取送至中轉臺,然后第二臺機器人抓取預鍛坯,轉送至第二臺電動螺旋壓力機終鍛成形;成形后第二臺機器人抓取終鍛坯,轉送至閉式單點沖床將連皮沖掉;最后將毛坯取下放至滑道,滑至毛坯臨時存放臺,如此循環生產。模具潤滑與冷卻采用自動噴霧裝置,按照生產節拍保證模具壽命,同時提高了產品表面質量。用機器人搬運代替人工搬運,惡劣的環境條件下,保證工人安全作業,大大降低了勞動強度與勞動成本,提高效率和過程質量。

圖5 現場設備和機器人布局
采用無飛邊閉式模鍛,各部尺寸控制嚴格,后續機加工在效率以及刀片使用量都有顯著的改善。利用先進的技術設備降低成本,功率可控的中頻加熱爐,能量可控的電動螺旋壓力機,位置及動作可控的機器人,保證了每一環節穩定可靠,大大降低了勞動強度,同時還保證了產品的一致性,產品合格率達到99.8%以上。終鍛載荷、溫度場及鍛造金屬流向見圖6。
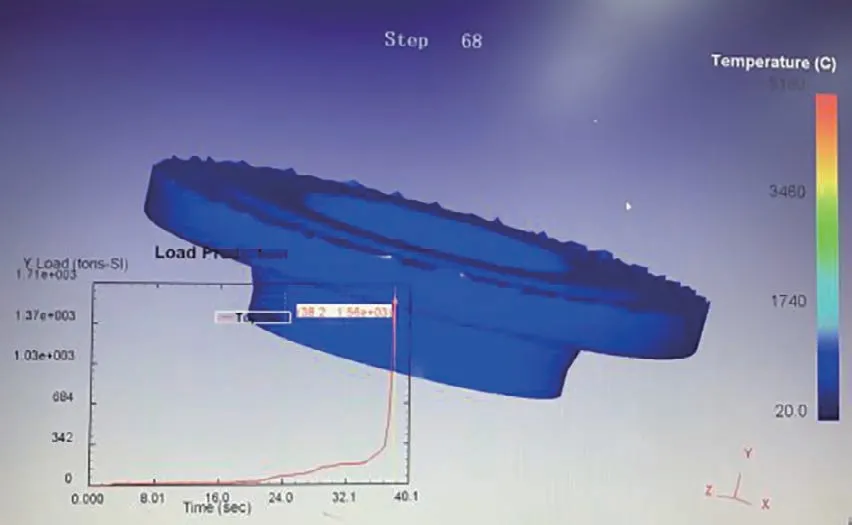
圖6 終鍛載荷、溫度場及鍛造金屬流向
綜合效益
⑴材料節約:圓盤鋸鋸切下料,省去因普通鋸床鋸斜造成額外多加余料;中頻爐感應加熱,降低燒損;采用無飛邊閉式模鍛,加工余量大大降低,三方面原因讓我們原材料使用量大大降低。
⑵節能降耗:因下料減少,使得多余坯料加熱能源消耗相應減少;因余量減小,后續機加工刀片使用量大大減少,同時加工效率大大提高。
⑶質量提高:圓盤鋸下料,保證每塊料的重量一致性,機器人代替人工,過程穩定性更高。
結束語
隨著科學技術飛速發展,傳統鍛造行業的裝備與技術隨之不斷提升。類似上述法蘭類產品,最初生產方式為夾板錘或空氣錘鍛造,純人工操作鍛件余量大,工人勞動強度大且危險系數高,生產效率低,鍛件成材率低;隨著鍛造設備被快鍛壓機或摩擦壓力機替代,閉式模鍛產品余量控制能力得到顯著提高,此時的經濟效益已經得到明顯改善,但由于設備配合精度不足,模鍛飛邊較大。
現在我公司配置的整條模鍛生產線,只需要工人拆裝模具,檢查產品質量,工人勞動強度大幅度降低;運用模擬技術進行工藝模具驗證,有效降低開發成本,機器人轉序定位,大大提高過程質量,從下料到鍛造完成基本實現自動化,提高了企業核心競爭力,獲得較高的效益,是傳統產業轉型升級的典型案例。
