3D打印在結構設計中的應用
2021-10-11 06:52:16張旭苑
機械工程與自動化 2021年5期
關鍵詞:結構設計
張旭苑
(上海微創醫療機器人(集團)有限公司,上海 200120)
0 引言
隨著科技的飛速發展,現在產品的更新迭代速度也越來越快,對于產品的設計者而言,產品驗證時采用一種相比傳統加工方式更加快速、便捷的加工方式是十分必要的。3D打印作為一種新興技術,始于20世紀80年代,并在最近幾年間得到迅猛發展,目前,3D打印技術已逐漸走向成熟,新型的加工方式得到越來越多設計師的認可,科學合理地使用3D打印技術進行加工可以有效地降低企業制造成本,提高企業的競爭力[1]。
3D打印與傳統加工方式大不相同,本文主要從中小型產品結構設計的角度出發,分析3D打印與其他加工方式的優缺點,為設計師如何使用3D打印技術提供參考。
1 3D打印技術原理簡介
3D打印是一種新型的增材快速成型技術。從技術原理上來講,3D打印主要分為以下3個步驟:①需要在計算機內設計出待打印產品的三維模型,確定其形狀和尺寸等;②將3D打印機與計算機進行連接,3D打印機就會對已經建立好的三維圖形數據信息進行分割;③將已經分割好的平面信息由3D打印機自動按照打印路線進行逐層打印,最后成型[2]。
從材料固化方式上來分,目前市面上已有的技術原理多種多樣,本文簡述三種在結構設計驗證中應用廣泛的3D的打印技術:
(1)熔融沉積制造技術(Fused Deposition Modeling,FDM):該技術將固體材質(常用ABS與尼龍)在噴頭內熱熔后擠出,擠出后的材料在相關機械結構的保證下到達對應位置并迅速固化,通過噴頭的相對移動完成每層平面的材料堆積。
(2)光固化技術(Stereo Lithography Apparatus,SLA):該技術使用的材料為液態光敏樹脂(以下簡稱光敏樹脂),通過光敏樹脂在特定波長范圍內的紫外光下會迅速固化的原理,以層為單位,隨著底層平臺的升降,逐層固化,從而完成零件的加工。
(3)選擇性激光熔融技術(Selective Laser Melting,SLM):該技術使用的材料為金屬粉末,先在平臺上均勻地鋪一層金屬粉末,再通過大功率的激光束對粉末的輪廓位置進行燒結,通過層層粉末鋪灑并對外輪廓燒結,完成零件的加工。
2 3D打印在現代結構設計中的作用
在傳統加工方式下,設計者在產品設計階段,對于非標準件,多采用機械切削加工(以下簡稱機加工)的方式,遇到形狀復雜的零件,需采用四軸、五軸加工中心才能加工出來,由于涉及到機床的使用與程序編寫,每一次設計更改都會耗費大量人力物力,導致同一批次的加工件越少,相對的平均加工成本也會越高,總是造成樣件價格遠遠大于后期批量成品價格的狀況,而且對于一些結構復雜的零件,甚至存在著無法加工的情況。而3D打印技術很好地解決了這個問題,一般來講,3D打印由于各3D打印機本身尺寸、結構限制,只對成形件的大小尺寸有要求,而內部的卡扣、倒扣結構,以及復雜的外觀曲面都不會成為制約零件成形的因素,且由于3D打印機軟件自動切片便捷、原材料利用率高等優勢,使得相同的產品價格遠低于機加工產品,以常規使用的SLA技術為例,零件的3D打印加工價格普遍要低于機加工一倍以上。
對于設計者來說,3D打印技術的出現,使得設計師在產品設計的過程中可以更加靈活,設計思路、理念基本不再局限于加工本身。而且整體的價格以及加工時效在某種程度上也都優于機加工,便于設計者在產品研發初期以更短的時間拿到實物樣品,降低研發過程中的加工費用。
3 關于3D打印零部件的結構設計
3.1 選用合適的3D打印技術
本文主要分析FDM、SLA、SLM這三種生產中常用到的3D打印技術,部分參數的對比如表1所示。
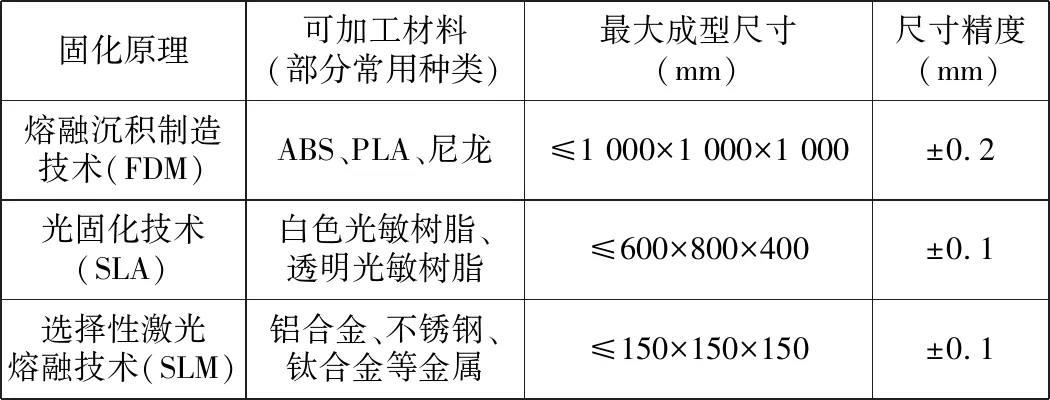
表1 工業級3D打印機常規性能對比表
在結構設計中,首先要確定設計零件的尺寸,雖然工業級FDM和SLA的成型尺寸都有近1 m,但是一般來講,3D打印大件的強度不一定有良好的保證,而且3D打印零件過大成本也會急劇上升,通常建議設計者將零件尺寸控制在200 mm×200 mm×200 mm以內,過長零件若無特殊要求,可以考慮中間使用標準型材或其他已有物料機加工,兩側或結構復雜位置使用3D打印技術,打印零件后整體裝配。
在確定零件尺寸后,可根據零件在設計階段的主要作用來選擇適當的加工方式。若是制作樣件用來進行外觀驗證以及結構配合、尺寸驗證,無其他特殊要求,建議使用SLA技術的光敏樹脂,SLA是3D打印中小型零部件應用最廣的技術,此技術目前已非常成熟,且由于尺寸精度高、穩定性好、零件表面光滑、便于后期著色、價格低廉等諸多優點,深受設計者的喜愛;另外,FDM技術中的ABS材質打印,在優秀的工業級機器上,產品精度不低于SLA,且零件的力學性能和穩定性均優于SLA,但加工成本較高,一般來說,基本與機加工價格持平,目前而言,若樣品的主要作用是結構驗證,性價比不是很高。若是制作樣品對材料韌性有較高要求,但對產品外觀、表面粗糙度無要求,建議使用FDM技術中的尼龍材質,此材質韌性極佳,但由于材質本身原因,加工件表面顆粒感較強且加工尺寸不好把控。若是需要形狀復雜且尺寸較小的金屬材料,可以使用SLM技術,此技術可以制造機加工無法加工出的金屬形狀,但是這種技術燒結而成的材料一般表面比較粗糙,在Ra11左右,需要配合后續機械加工或表面處理,加工成本相對于FDM與SLA偏高。
以上是常應用于設計中的幾種情況,如果設計零件需要多種顏色且不易噴涂,可以考慮彩色3D打印;如果設計零件需要打印軟質材料,可以考慮使用FDM技術加工TPU材質,本文不再一一贅述。
3.2 基于3D打印加工方式的結構設計
3D打印技術與機加工方式在技術手段上不盡相同,為了更好地使用該技術,設計者在設計階段應該從設計目的出發、考慮3D打印工藝的實際加工狀況,做出合理的結構設計。
首先,機加工零件的尺寸一般是通過二維圖紙來表示并指導生產的,零件圖紙尺寸的大小、公差都有著較為嚴格的控制,也會對零件最后的加工產生直接影響;而3D打印技術是基于三維模型,直接交由電腦分析加工的過程,所以三維模型上所繪制的尺寸在加工過程中會具有更加重要的作用,在此加工方式中,可以沒有二維圖紙,只用三維模型來加工。
其次,由于加工工藝的特殊性,產品尺寸在設計階段應該按照雙邊相等公差的原則預留在三維模型上,無法使用基孔制、基軸制等單邊公差設計理念。而且尺寸公差本身比較固定,以市面上普遍應用的SLA為例,小型零件的尺寸公差基本就是±0.1 mm,若零部件在配合處需要比較穩定的配合,可以考慮使用小斜面、小平面、定位孔等方式配合,在不影響產品性能和成本的情況下,以合理的結構設計來消除加工過程中產生的誤差。
另外,在3D打印中,零件的壁厚也是需要格外關注的問題。在3D打印中,零部件整體壁厚應在1.5 mm以上,以獲得良好的機械性能,一般以2 mm為佳,若壁厚不足,建議在部分位置增加筋、肋等結構;在非主要結構處,一般建議壁厚不低于1.1 mm;在樣件表面有浮凸或凹陷字體或類似結構處,建議字體的最小寬度為0.3 mm,一般以0.4 mm或0.5 mm為佳;若零件需要承受外部載荷,建議承載位置壁厚不小于3 mm,具體的壁厚以承載力大小而調整。3D打印對過厚的壁厚不像注塑件那樣有嚴格要求,但考慮產品質量與加工成本,壁厚均勻的零件,壁厚一般不大于5 mm;壁厚不均勻處,局部一般不大于10 mm,且3D打印的零件不建議用來承受急劇的沖擊載荷以及長期的交變載荷。
最后,在3D打印中,就算是同種加工方式,使用的材料不同、使用的機器不同,均會對最后產品的性能產生不同影響。現階段,工業用3D打印多是用于對結構尺寸、力學性能要求均不甚嚴格的零件,若對產品某一方面的要求超出本文所述,需根據具體的打印技術、產品設計進行綜合分析,確定設計與加工方案。
3.3 3D打印零件的表面處理
針對3D打印技術與材料的不同,表面處理也有著多種不同的方式。對于FDM打印出的零件,由于FDM本身可以使用的材料種類、顏色均極為豐富,所以在加工階段即可選擇合適的材料,制造出不同顏色的零部件,故一般使用FDM成型的材料,不建議再做表面處理。對于SLA打印出的零件,分為白色光敏樹脂件與透明光敏樹脂件,其中,白色光敏樹脂件常做噴漆處理,根據需求可以做高亮、啞光等各種噴漆效果,不過光敏樹脂對于漆層的結合能力不如機加工零件,尤其是高亮漆,漆層容易被硬物劃落,故一般使用中建議噴啞光漆;對于透明光敏樹脂件,3D打印成型后,表面粗糙,均需進行表面打磨拋光,在打磨后表面粗糙度小于Ra0.8,可以獲得極為光滑的表面外觀,此外,透明光敏樹脂也可通過噴漆處理賦予其他顏色,外觀效果極佳。對于SLM技術成型的零件,鋁合金材料可以通過陽極氧化獲得常規鋁制件的表面外觀;而對于不銹鋼等其他金屬,成品件表面較為粗糙,可以通過拋光來使其表面光滑,或者在成型后局部再使用機加工進行二次加工處理。
4 3D打印的局限性
現階段,3D打印技術在為我們提供簡捷、快速、自由加工方式的同時,也有很多局限性是無法忽視的,需要我們理性看待。
對于3D打印來說,目前零件的長期穩定性和力學性能是其最大的問題,常用的FDM與SLA技術制造出的零件普遍呈脆性,在突變載荷或交變載荷的作用下易開裂損壞;而且,隨著使用時間的延長,薄壁零件的變形、翹曲現象也會顯得更為嚴重。對于SLA技術而言,白色光敏樹脂在成型后若長期暴露于陽光或紫外光中,零件會漸漸變成淡黃色,對其外觀也有極大影響。相對而言,SLM技術由于是金屬粉末燒結成型,零件的穩定性和力學性能都遠遠優于另外兩種技術,但是,金屬粉末燒結而成的零件與相同材質的鑄件、機加工零件相比,綜合性能方面仍有一定差距。
另外,3D打印的產品精度以及表面質量也仍有很大優化、進步的空間,現階段,3D打印的零件,不論是精度、粗糙度,還是產品整體的表面質感,都與機加工、模具注塑工藝等傳統工藝加工制造的零件有一定差異,故目前3D打印的零件主要還是用來滿足設計者在樣品設計階段的考量,以及小量生產、多次迭代的產品加工,無法當作一種正式生產工藝對零件進行加工。
5 3D打印未來的發展趨勢
3D打印與機加工方式各有自己的優點,比如目前結構設計中,經常在結構設計初期采用3D打印的方式進行驗證,在正式批量化生產前再使用機加工的方式確認;而在SLM加工中,也常采用3D打印與機加工相結合的方式來制作零件。靈活應用兩種加工方式,可以很好地將3D打印和機加工中的優勢相互結合、互補,相信在未來,這種優勢互補的加工方式一定會在更多3D打印技術中得到應用,甚至催發另一種新型的加工工藝。
目前,3D打印在加工生產中仍有著各種各樣的不足,但是瑕不掩瑜,3D打印技術還處在飛速的發展階段,作為一種快速、便捷的新型加工方式,在未來制造技術朝著智能化方向發展的過程中[3],3D打印技術一定會有著更加廣闊的發展空間。
猜你喜歡
建材發展導向(2023年6期)2023-03-31 02:51:38
建材發展導向(2022年6期)2022-04-18 08:17:26
建材發展導向(2021年11期)2021-07-28 06:57:42
建材發展導向(2021年7期)2021-07-16 07:07:28
防爆電機(2020年4期)2020-12-14 03:11:14
中國核電(2017年1期)2017-05-17 06:10:04
電子制作(2016年1期)2016-11-07 08:43:05
專用汽車(2016年5期)2016-03-01 04:14:49
專用汽車(2016年5期)2016-03-01 04:14:48
中國房地產業(2016年2期)2016-03-01 01:25:23
