42CrMo鋼車軸熱處理工藝
2021-10-11 06:52:08薛振峰張勤帥王艷芳高曉文
機械工程與自動化 2021年5期
張 斌,薛振峰,鄭 毅,張勤帥,王艷芳,高曉文
(太原重工軌道交通設備有限公司,山西 太原 030032)
0 引言
目前42CrMo鋼車軸市場占有率穩定,太原重工軌道交通設備有限公司接到該種材質車軸的訂單數量逐年上升,客戶對該材質車軸的各項指標也提出了嚴格的要求,車軸組織中不允許存在鐵素體,使得該種材質車軸熱處理難度加大。以往熱處理42CrMo鋼車軸,主要使用間歇性熱處理爐加熱,多軸同時淬火冷卻。為了更好地發揮本公司設備優勢,提高該材質車軸熱處理后的質量,我公司引入了國內首條懸掛式單軸調質/正火熱處理生產線,它是一條功能齊全的連續式單軸淬火車軸熱處理生產線。該生產線特點為步進式單軸淬火冷卻,相比臺車爐加熱淬火可有效地提高車軸淬透性及車軸各部位調質性能均勻性,在技術上可克服生產周期長、人為影響大的問題,實現連續式批量化生產。
1 試驗材料及方法
根據標準得知,42CrMo鋼車軸熱處理方式為正火+調質處理[1]。
1.1 車軸原材料化學成分內控
由于42CrMo鋼中C、Si、Mn、Cr、Mo化學成分范圍較寬,為了更好地滿足42CrMo鋼車軸的力學性能和金相要求,依據AISI 4140鋼對42CrMo鋼的化學成分進行內控,具體見表1。

表1 42CrMo鋼化學成分(質量分數) %
1.2 熱處理工藝的制定
該材質的理論完全奧氏體化溫度約為800 ℃[2],初步制定以下兩條工藝:工藝一:T1(高于奧氏體化溫度)加熱,然后直接入油淬火60 min~80 min,T2(低于奧氏體化溫度)回火;工藝二:(T1+40 ℃)正火,(T1+10 ℃)淬火加熱,雙液淬火后(T2+50 ℃)回火。
1.3 車軸熱處理后性能指標及組織
車軸熱處理后性能指標要求見表2。表2中的沖擊試驗采用Ku2沖擊(J),5 mm缺口。

表2 車軸性能指標
車軸熱處理后晶粒度≥5級、組織為回火馬氏體/貝氏體,不允許出現鐵素體。
2 試驗階段
2.1 熱處理工藝開發過程
2.1.1 車軸首次熱處理檢驗
為了加快開發進度,分別按工藝一、工藝二對車軸進行熱處理,熱處理后延長體力學性能試驗結果見表3,延長體金相結果見表4。

表3 首次熱處理后力學性能試驗結果
根據表3、表4結果可知:按工藝一熱處理后的性能指標雖然滿足標準(表2)要求,但是晶粒度結果(6級)偏低,組織為回火馬氏體+回火貝氏體+少量鐵素體(約為5%),不滿足標準(回火馬氏體+貝氏體)要求;按工藝二熱處理后的性能指標和晶粒度、組織結果均滿足標準要求,但是屈服強度為553 MPa,僅僅高出標準要求43 MPa(標準要求值為≥510 MPa),富裕量較小,抗拉強度770 MPa,接近標準要求下極限值(730 MPa)。綜上所述,工藝二各項性能指標優于工藝一,且按工藝二熱處理后車軸組織滿足標準要求。經工藝一處理的車軸雖然力學性能和晶粒度滿足標準要求,但是顯微組織不滿足標準要求,主要是由于使用“油”為淬火介質,較工藝二其冷卻速度較慢,在淬火過程中容易產生少量鐵素體。
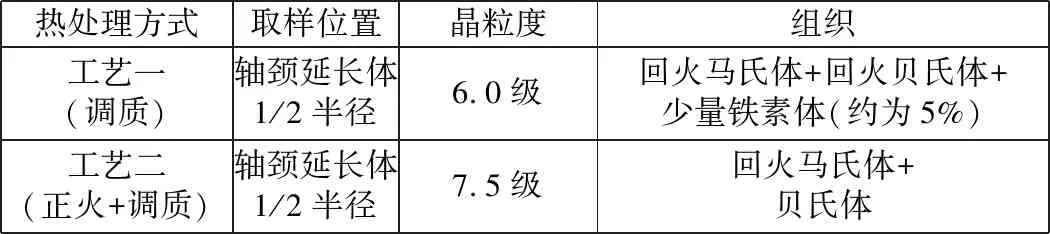
表4 首次熱處理后組織晶粒度試驗結果
2.1.2 車軸本體驗證
為了進一步驗證工藝二的合理性,在車軸最大截面位置進行解剖試驗,車軸熱處理力學性能試驗結果見表5,金相結果見表6。
根據表5、表6結果可知:按工藝二熱處理后的性能指標和晶粒度、組織結果均滿足標準要求,但是屈服強度和抗拉強度仍有優化空間,可適當降低回火工藝溫度[3]。
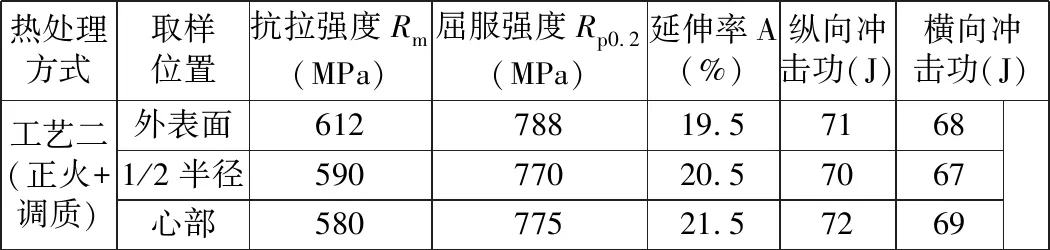
表5 首次熱處理后車軸最大截面處力學性能試驗結果

表6 首次熱處理后車軸最大截面處組織晶粒度試驗結果
2.2 優化車軸熱處理工藝
根據上述結論,可在工藝二的基礎上降低車軸回火工藝溫度(降低10 ℃),熱處理后車軸力學性能試驗結果見表7,金相結果見表8。車軸外表面、1/2半徑處和心部的組織分別如圖1~圖3所示。

表7 熱處理工藝優化后力學性能試驗結果

表8 熱處理工藝優化后組織和晶粒度試驗結果

圖1 車軸外表面組織 圖2 車軸1/2半徑處組織 圖3 車軸心部組織
將工藝二和優化工藝后的屈服強度、抗拉強度、縱向沖擊功和橫向沖擊功進行對比,分別見圖4~圖7。
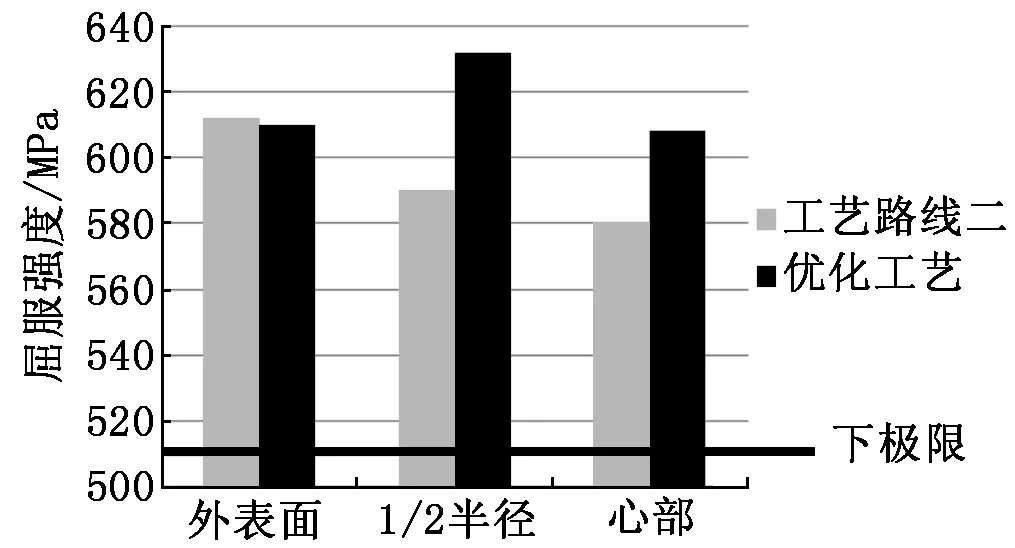
圖4 屈服強度對比
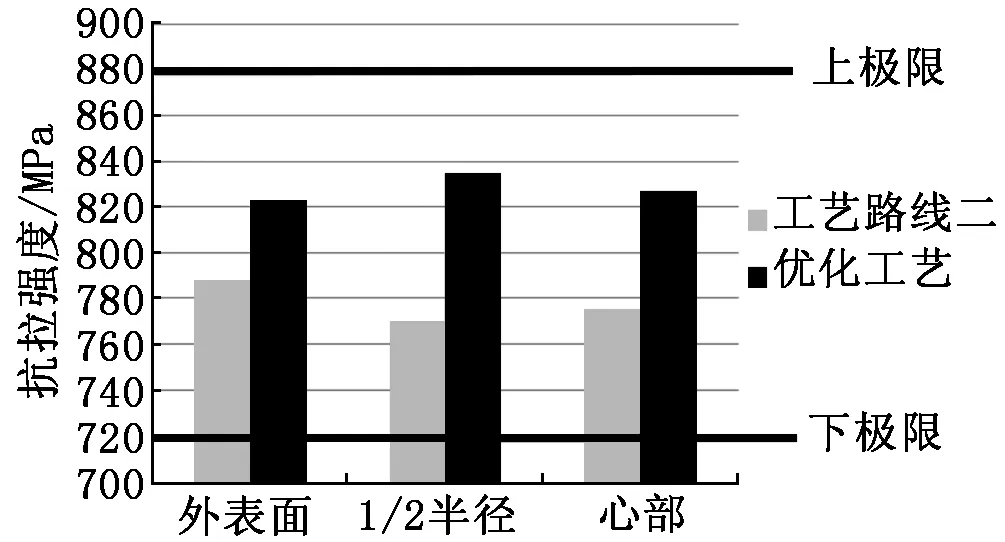
圖5 抗拉強度對比
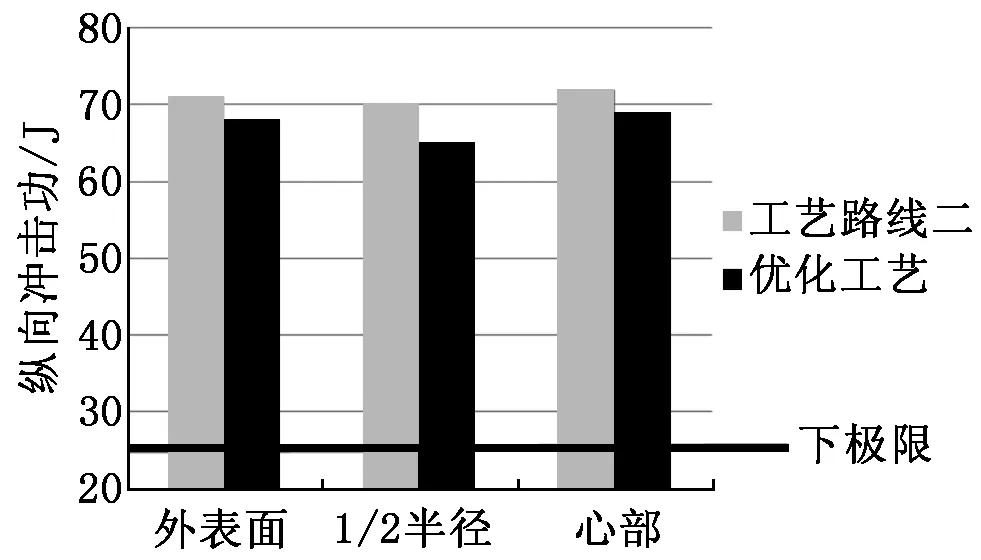
圖6 縱向沖擊功對比

圖7 橫向沖擊功對比
車軸按優化熱處理工藝處理后,其力學性能和金相組織均滿足標準要求,且抗拉強度約為830 MPa,處于標準要求范圍的中線位置,沖擊性能結果超出標準下限值25 J以上,力學性能優良,截面各個位置處晶粒度均為7級,一致性良好,組織為回火馬氏體+貝氏體,完全滿足標準要求。
3 應用階段
根據以上試驗結果,將(T1+40 ℃)正火,(T1+10 ℃)淬火加熱,雙液淬火后(T2+40 ℃)回火工藝作為42CrMo鋼車軸的批量化生產工藝,熱處理后的性能結果見表9。由表9可知,車軸整體性能基本一致,該熱處理工藝合理,熱處理后各項性能結果合格并穩定[4]。

表9 優化工藝后車軸熱處理性能結果
4 總結
此次通過研究42CrMo鋼熱處理特性,確定了42CrMo鋼車軸按(T1+40 ℃)正火,(T1+10 ℃)淬火加熱,雙液淬火后(T2+40 ℃)回火工藝熱處理,熱處理后車軸各項性能穩定且都滿足標準要求,熱處理后車軸的各項指標均有足夠的富余量。
本次研究成功,說明太原重工軌道交通設備有限公司具有熱處理42CrMo鋼車軸的能力,完全掌握了該材質車軸的熱處理特性,為我公司鞏固車軸市場打下堅實基礎,也為公司未來的發展做出了優越的技術準備。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
專用汽車(2016年4期)2016-03-01 04:13:43
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
