基于NX的五軸加工中心后處理程序開發
2021-09-28 14:23:30陸建軍徐國權
金屬加工(冷加工) 2021年9期
陸建軍,徐國權
江蘇省鹽城技師學院 江蘇鹽城 224002
1 序言
五軸機床的結構復雜,種類繁多,且未能實現標準化,導致五軸機床后置處理器的通用性很差。即使是相同類型的五軸機床,由于機床結構件的設計及裝配差異,其后置處理器也不能直接通用。由于五軸機床存在著多樣性、互換性差的特點,對于終端用戶來講,最好是針對具體的機床定制開發合適的后處理文件。一般可以利用CAD/CAM軟件提供的通用后處理模塊,例如UG軟件的后處理構造器模塊、PowerMILL軟件的PM Post模塊以及CimatronE軟件的IMS Post模塊等,結合機床的結構特點和數控系統的控制原理,進行后處理文件的定制開發。開發時可以參考同類機床后處理文件的制作原理和參數,進行必要的修改、優化,得到需要的后處理程序。
2 NX后處理構造器簡介及機床主要參數
NX后處理構造器(NX/Post Builder)是UG軟件提供的一個非常方便的創建和修改后處理的工具,用戶可以通過NX后處理構造器圖形界面的交互方式來靈活定義建立NC程序的格式和輸出內容,以及程序頭尾、換刀或循環等每一個事件的處理方式。
采用NX后處理構造器定制后處理文件的一般過程如圖1所示。

圖1 定制后處理文件的過程
德西數控MCV850-5五軸加工中心(見圖2)采用三個直線軸與數控回轉臺的形式,屬于雙轉臺結構,具有RTCP(刀尖點跟隨)功能。數控系統:海德漢iTNC 530;工作行程:X軸700mm,Y軸460m m,Z軸465m m,A軸行程-25°~+110°,C軸轉角-360°~+360°;連續工作臺面600mm×600mm;主軸轉速100~10000r/min;功率10kW。工作臺A軸和C軸的實際轉動方向如圖3所示。

圖2 德西數控MCV850-5五軸加工中心
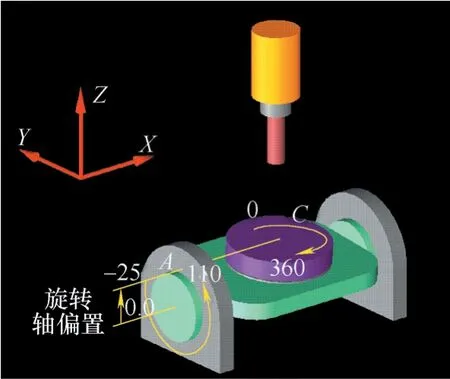
圖3 A軸和C軸實際轉動方向
3 定制機床五軸后處理文件
3.1 選擇后置模板,設置基本參數
1)啟動N X后處理構造器程序,新建后置文件,文件名為“MCV850_5”。
2)選擇后置模板:設置“后處理輸出單位”為“毫米”,“機床”為“銑床”,“控制器”從庫里選擇“heidenhain_conversational_Advanced”,然后進入用戶編輯界面。
3)設置機床的極限參數。
3.2 后處理程序開發關鍵技術
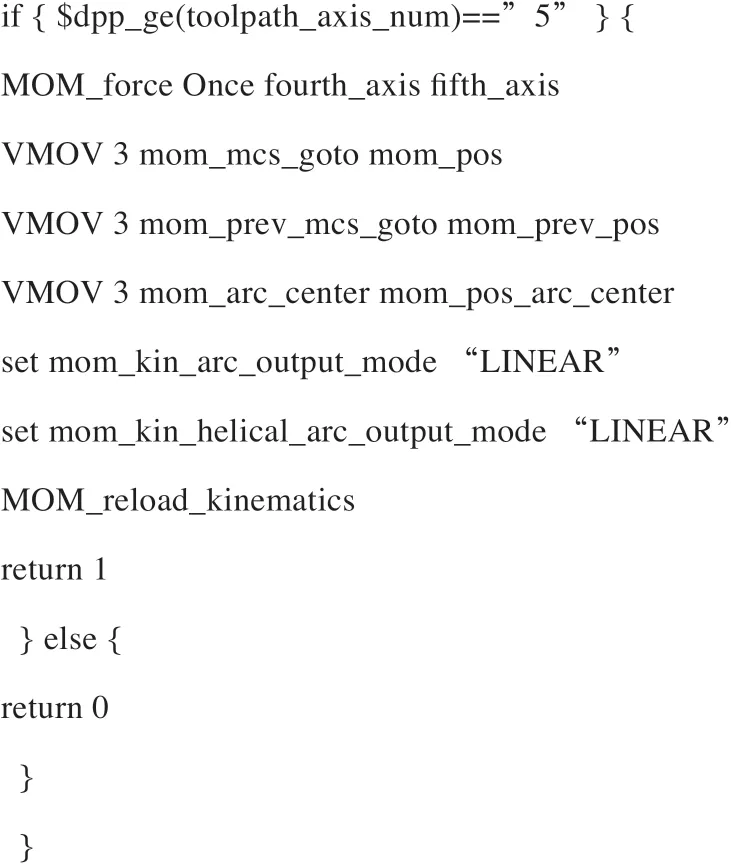
(1)判斷加工方式 應用T C L語言結合相關變量,判斷加工方式是五軸聯動加工還是3+2定向加工。西門子公司在N X后處理構造器的模板庫中提供了相應的判斷語句,該機床采用的海德漢iTNC 530系統,模板庫中提供了“DPP_GE_DETECT_5AXIS_TOOL_PATH TCL”判斷語句和“dpp_ge(toolpath_axis_num)”變量,可以在此基礎上修改。
使用TCL語言建立加工方式的判斷語句“PB_CMD_detect_tool_path_type”,具體內容如下。
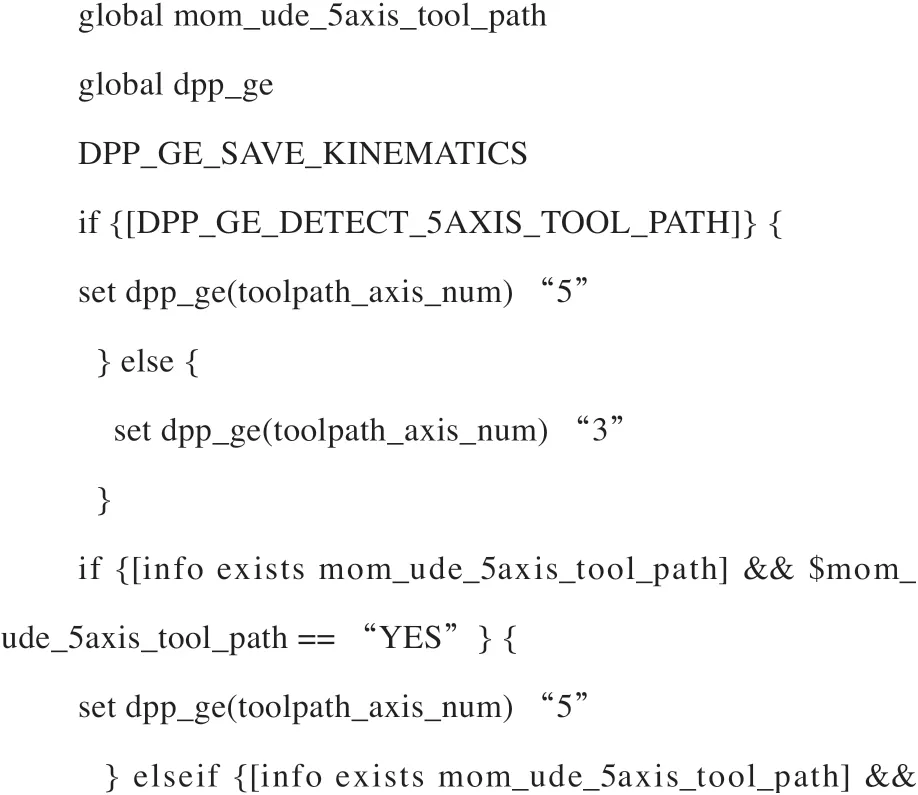
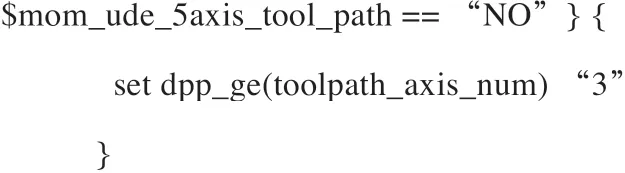
該判斷語句中的“DPP_GE_DETECT_5AXIS_TOOL_PATH”為系統內置加工方式判斷命令,根據該命令的返回值輸出結果給變量“d p p_ge(toolpath_axis_num)”賦值。
(2)五軸聯動加工 海德漢i T N C 530采用M128指令啟動刀尖點跟隨功能,實現五軸聯動,采用M129指令取消刀尖點跟隨功能。一般來講,五軸聯動加工時應該在換刀前用M129指令使各回轉軸復位,換刀后執行M128。
直接調用該后置模板中塊命令“o u t p u t_M128”,并使用T C L語言添加執行條件“P B_CMD_check_block_output_m128”。執行條件內容如下。
當“dpp_ge(toolpath_axis_num)”結果為5時,執行M128指令,實現五軸聯動加工。
(3)3+2定向加工 海德漢iTNC 530系統采用PLANE功能或Cycle 19循環實現3+2加工。具體格式如下。
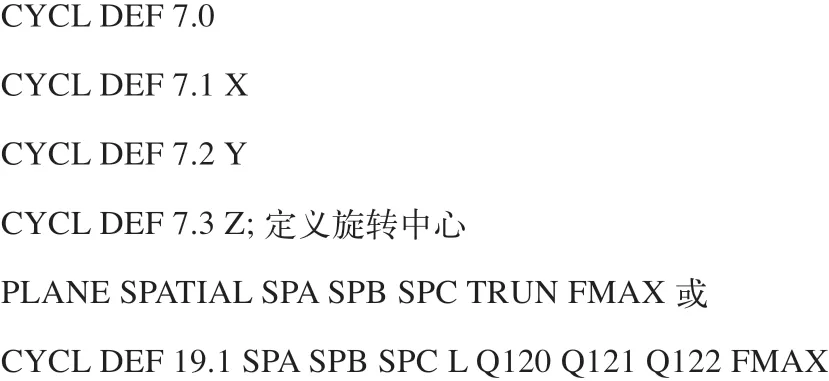
其中“SPA SPB SPC”用于定義旋轉角度,海德漢系統旋轉順序為Z→Y→X。
調用的后置模板中已經內置了3+2定向加工方式需要的相關計算的變量,通過“DPP_GE_COOR_ROT [ang_mode rot_angle offset_pos]”“DPP_GE_COOR_ROT_LOCAL”“DPP_GE_COOR_ROT_AUTO3D”和“DPP_GE_CALCULATE_COOR_ROT_ANGLE”,將該機床3+2定向加工時的旋轉順序賦值給“ang_mode”,計算出旋轉中心的偏移值“offset_pos”和旋轉角度“rot_angle”供海德漢系統的坐標變換指令(Cycle 7、Cycle 19或PLANE SPATIAL)使用。
調用塊命令“plane_spatial”,并添加執行條件“PB_CMD_check_block_plane_spatial”,具體內容如下。
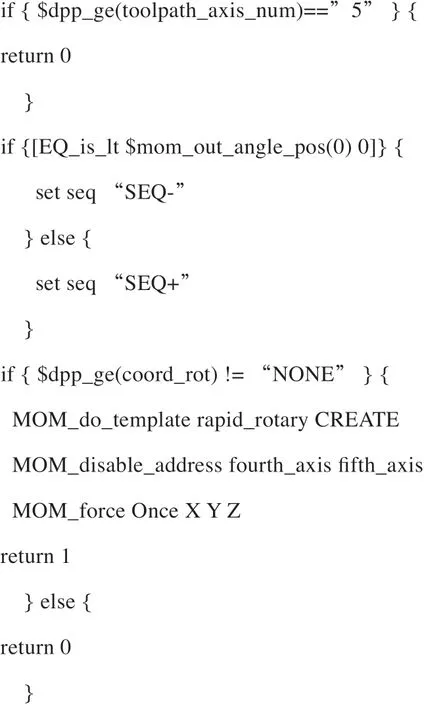
當“dpp_ge(toolpath_axis_num)”結果不為5時,執行“plane_spatial”指令,實現3+2定向加工。
(4)Cycle 32循環功能 海德漢iTNC 530數控系統提供的Cycle 32循環功能,可以通過定義輪廓公差、加工模式以及旋轉軸公差等循環參數,影響加工過程中的加工速度、精度和表面質量等指標。定制后處理程序時可以根據不同的加工要求,選擇不同的加工策略,從而在保證加工精度的基礎上提高加工效率。具體實現方法是根據CAM系統的編程公差確定Cycle 32循環的公差值T、HSC模式和旋轉軸公差TA等參數。
調用Cycle 32循環命令(設定公差),具體內容如下。
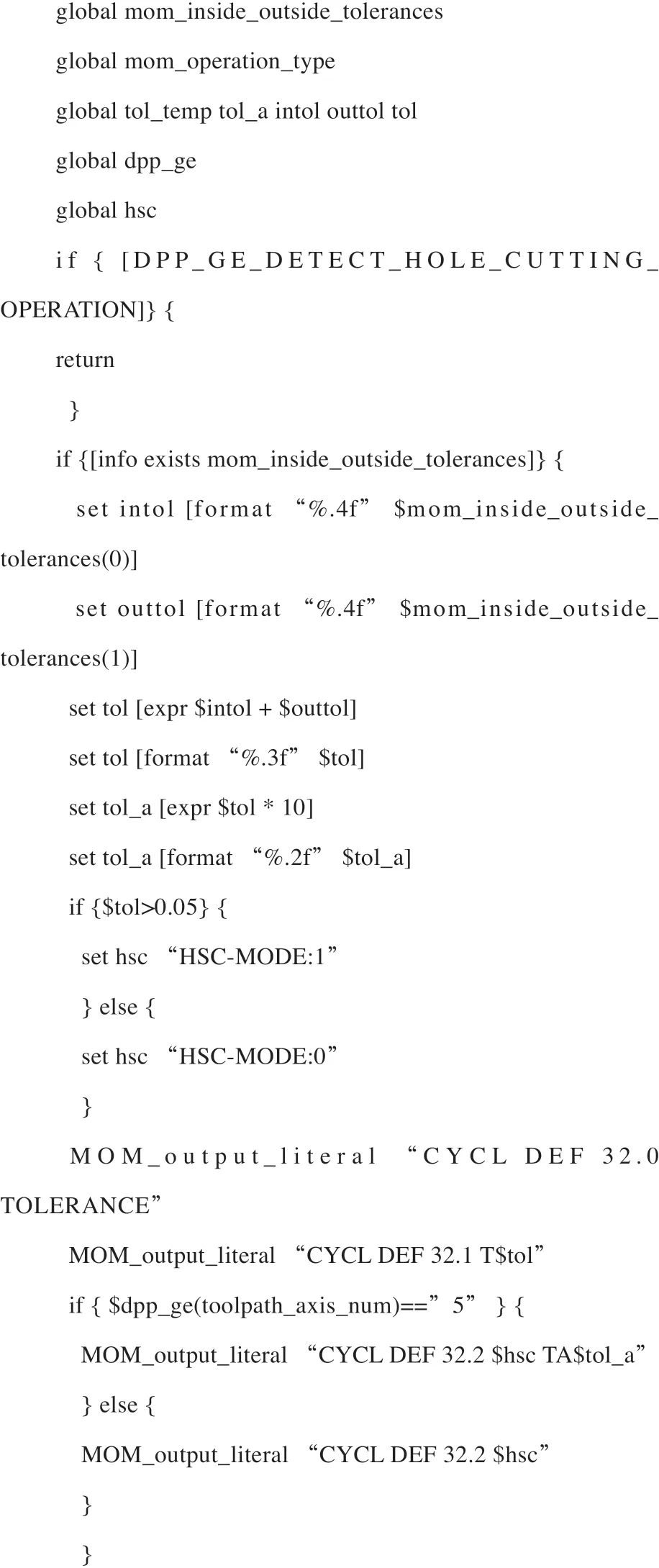
該段語句根據CAM軟件設定的加工公差將所需參數公差值T、HSC模式和旋轉軸公差TA等輸出給Cycle 32命令,在保證加工要求的基礎上,大幅提高加工效率。
最后設定程序起始序列、程序結束序列以及工序起始序列、工序結束序列,修改其他相關格式,添加到后置模板。
4 后處理程序驗證
采用UG NX多軸加工模塊,對圖4所示葉輪零件進行編程,生成刀具軌跡。
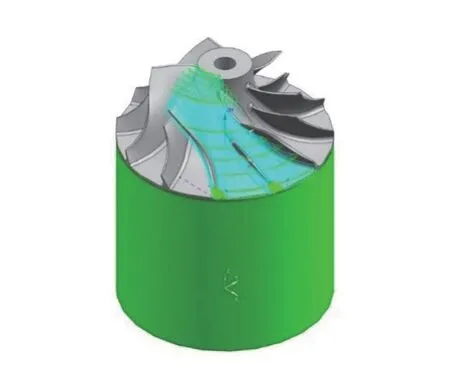
刀具軌跡生成后選擇已經編寫好的后處理文件(MCV850_5),生成NC程序,葉輪零件加工程序(部分)如下。
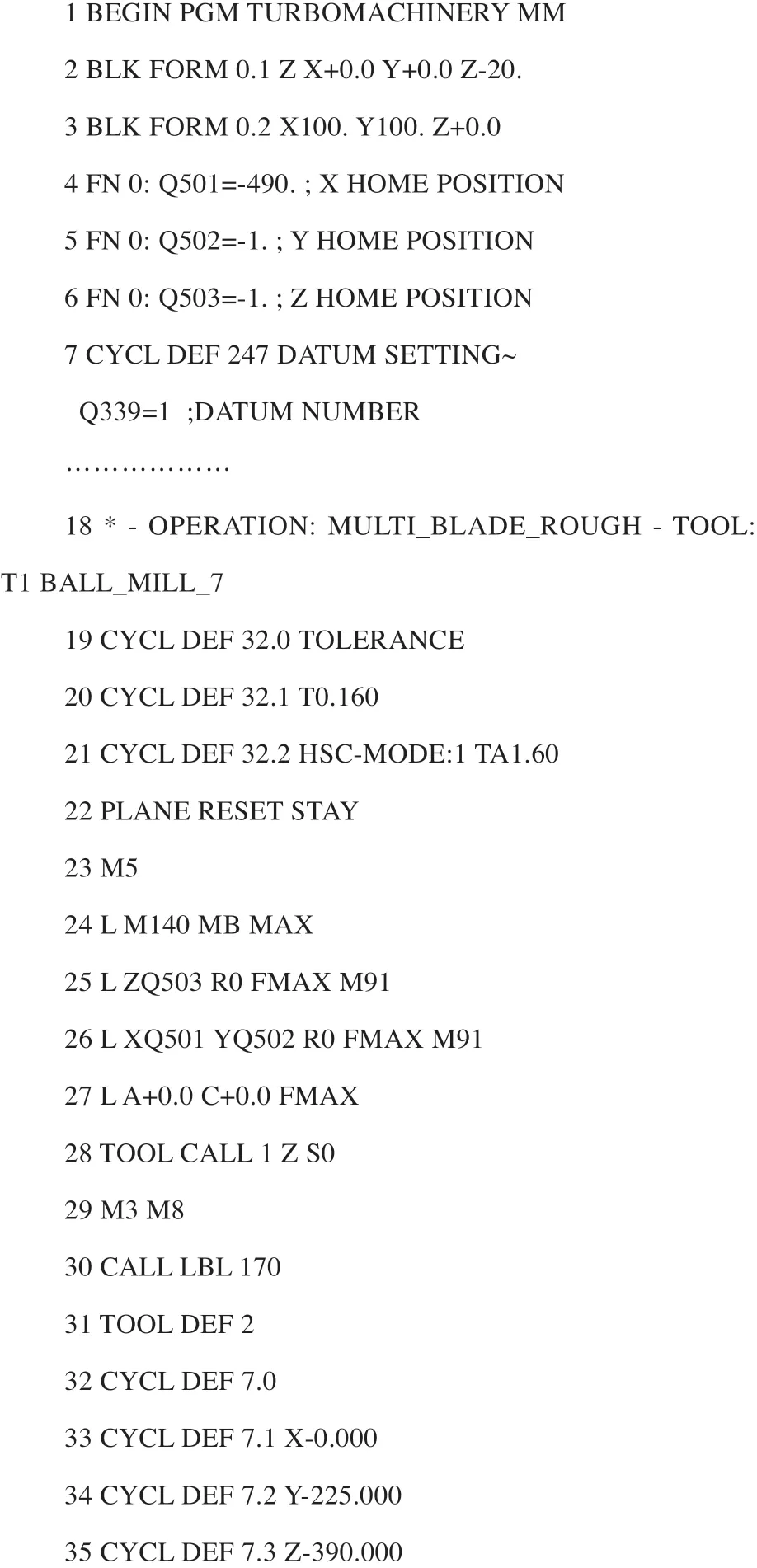
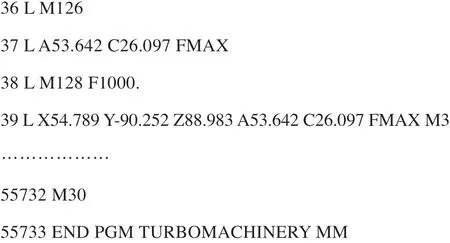
先后應用VERICUT軟件和實際MCV850-5機床對程序進行切削驗證,結果表明,加工程序滿足實際生產要求。
5 結束語
應用UG NX軟件的后處理構造器,結合TCL語言定制開發了德西數控MCV850-5(海德漢iTNC 530系統)雙轉臺式五軸聯動加工中心的后處理程序,開發過程中按照收集機床參數→分析確定后處理程序開發要求→選擇后置模板→修改調試等步驟,重點針對五軸后處理的制作開發關鍵技術,反復修改驗證調試,并且通過VERICUT軟件和實際機床進行驗證。結果表明,開發的后處理程序可以很好地實現3+2定向加工和五軸聯動加工,滿足實際加工需要。本文開發的后處理程序適用于海德漢iTNC 530系統的雙轉臺五軸聯動機床,對其他類型五軸加工中心的后處理程序開發也具有指導意義。
猜你喜歡
汽車實用技術(2022年15期)2022-08-19 02:48:28
今日農業(2020年20期)2020-12-15 15:53:19
人大建設(2019年12期)2019-05-21 02:55:44
能源(2018年10期)2018-12-08 08:02:48
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
能源(2016年10期)2016-02-28 11:33:30
汽車實用技術(2015年8期)2015-12-26 09:01:02
中國衛生(2015年3期)2015-11-19 02:53:32
