基于示教軌跡優化的船廠焊接機器人控制系統研究
2021-09-28 08:09:12夏志亭
江蘇船舶 2021年4期
張 藝, 夏志亭
(招商局郵輪制造有限公司,江蘇 海門 226116)
0 引言
焊接是船舶制造過程中的重要工藝,其質量受焊接工藝人員技術水平、焊接設備性能和焊接效率等因素影響。直接采用人工焊接船舶桁材、船體甲板、格子間和艙室等大型鋼結構件的方法,很難保證船體結構之間焊縫的品質。隨著現代焊接技術的發展,利用焊接機器人對船舶桁材等大型結構體焊接成型的技術已相對成熟,并成功研制了支持點焊、弧焊等多種焊接方式的機器人自動焊接系統。對于焊接機器人的控制系統,已開發應用了多種示教編程方案,使得焊接機器人能按程序設定和軌跡規劃高效施焊,進而便于控制焊接質量和效率。
本文利用嵌入式芯片S3C2410開發具有示教軌跡優化的焊接機器人智能控制系統,配置易于示教和人機交互的硬件裝置,在嵌入式芯片S3C2410上植入實時操作系統uC/OS-II,并設計具有示教軌跡優化和焊接自動控制的嵌入式軟件功能。
1 總體方案設計
船廠焊接機器人主要負責船舶桁材、船體甲板、格子間和艙室等大型鋼結構件的焊接成型,所用的焊接機器人具有6個自由度,利用焊槍的擺動→伸縮→旋轉使其由基點坐標轉移到實際焊點位置。
進行焊接機器人與結構件夾具設計時,需要建立6個自由度焊接機器人的D-H坐標,由此寫出基點坐標到實際焊點坐標的變換矩陣,再利用逆運動學分析求解各關節的轉角,按焊接基點與實際焊點間的空間位置進行運動學仿真,進而直觀表現目標夾具和焊點位置對應的焊接機器人運動狀況。
焊接機器人控制功能基于嵌入式硬件和uC/OS-II實時操作系統,其總體控制方案見圖1,。硬件包括嵌入式主控制器、人機交互界面、機器人驅動和焊機控制器。嵌入式主控制器負責實現示教軌跡的生成、優化和實時控制,通過人機交互在線調度機器人驅動和焊機控制器,確保大型鋼結構件的焊接成型質量;人機交互界面的設計充分考慮了與焊接工藝人員在線交互和使用的方便性,既能根據大型鋼結構件的焊接需求得到示教軌跡,又能監控焊接基點與實際焊點間的位姿關系;機器人驅動能根據示教軌跡優化輸出控制各關節位置的末端執行器,進而使焊機所處位置準確到位;焊機能響應嵌入式主控制器的調度信號,待示教軌跡達到預設位置后,控制焊機的焊接速度、電壓和電流等參數。
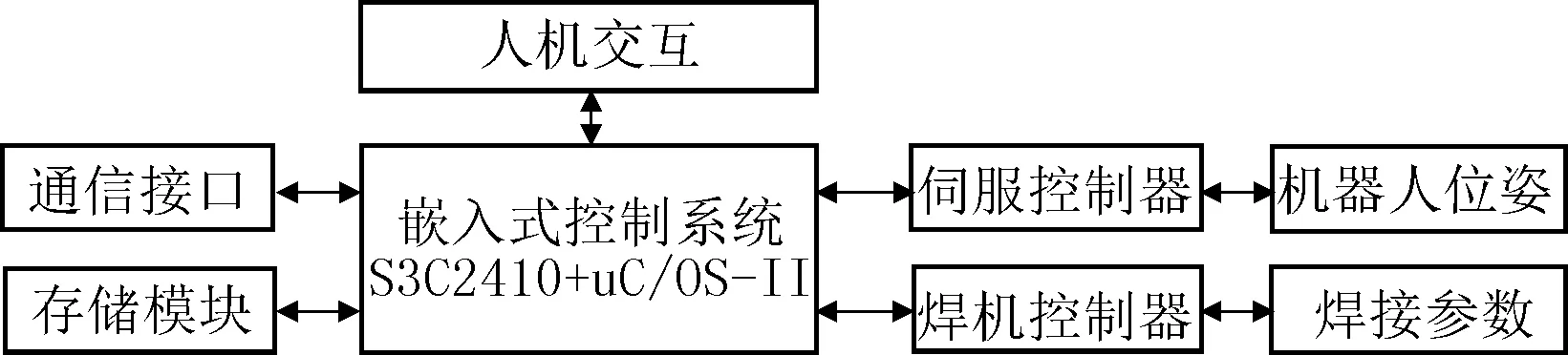
圖1 船廠焊接機器人總體方案
2 軟件設計
焊接機器人控制軟件包括嵌入式uC/OS-II實時操作系統軟件、焊接機器人示教軌跡優化和焊機參數控制程序。嵌入式uC/OS-II實時操作系統的引導程序U-Boot存儲在Nand Flash中。硬件系統初始化后,利用OSInit建立空閑和統計任務,“OSInit()函數”位于“OS_CORE.C”中,通過調用“OS_InitTaskIdle()”構建空閑“server”,而“OS_InitTaskStat()”構建統計“server”;利用“OSTaskCreate()函數”建立適于焊接機器人優化控制的任務,再通過“OSStart()函數”執行設定的焊接機器人優化控制任務。系統初始化后,焊接工藝人員通過S3C2410外圍開發的觸摸屏和運動控制按鍵直接示教給出焊接大型鋼結構體的施焊軌跡;嵌入式系統根據直接示教軌跡優化空走段和實際焊接段,給出優化后控制代碼,其中空走段路徑優化以空間位置的最短路徑規劃,實際焊接段考慮示教軌跡在二維平面的形狀,分直線、圓弧和抖動優化控制程序。
示教軌跡優化輸出的控制程序存儲到嵌入式主控制器S3C2410的Nor Flash模塊。當進行實際焊接時,嵌入式主控制器讀取Nor Flash的優化程序,并通過RS-232控制焊接機器人按示教優化的軌跡空走,同時在觸摸屏端顯示空走坐標相對于初始化基點位置信息。空走段結束后,嵌入式主控制器再通過RS-232串口控制焊點驅動和焊接電源參數,保證大型鋼結構件的焊接成型質量。
3 硬件設計
嵌入式主控制器采用工業級S3C2410芯片,具有豐富的片上及外設接口資源。S3C2410內置高速的CPU數據和指令緩存,允許在線高效處理示教軌跡和控制焊接參數,提供主從USB接口、通用異步收發接口、通用同步收發接口和ADC等模塊,方便配置集示教軌跡采集、優化、監測和控制的焊接機器人控制硬件。嵌入式主控制器S3C2410外圍設計電源、晶振、復位、存儲、JTAG與通信接口、按鍵和觸摸屏等模塊,其硬件結構見圖2。
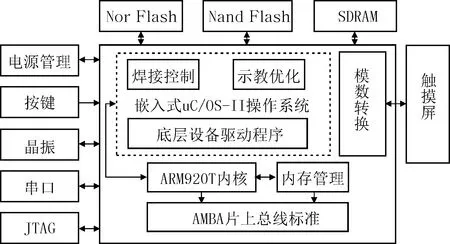
SDRAM—存儲器;Nor Flash—Nor閃存; Nand Flash—Nand閃存;JTAG—JTAG接口。圖2 焊接機器人嵌入式主控制器硬件結構
電源管理模塊為嵌入式主控制器S3C2410提供標準的1.8V DC內核和3.3V DC接口供電需求。按鍵和觸摸屏提供便于交互和管理的人機交互系統。按鍵分為功能控制和運動控制,利用功能控制嵌入式主控制器的上電、暫停和急停,借助擺動、微調運動控制獲取示教軌跡,并利用觸摸屏監控焊接基點與實際焊點間的位姿關系。晶振為嵌入式主控制器S3C2410提供12 MHz高速時鐘和32.768 kHz低速時鐘,由S3C2410的鎖相環(PLL)倍頻輸出滿足內核和總線需求的時鐘頻率。復位可初始化嵌入式主控制器S3C2410,避免程序跑飛或運行異常。存儲模塊分為程序和數據存儲,焊接控制和示教軌跡優化程序存儲到16 M的Nor Flash模塊,嵌入式uC/OS-II實時操作系統、示教軌跡參數、焊接基點與實際焊點間的位姿變化參數存儲到16 M的Nand Flash模塊,通過復位或上電初始化uC/OS-II實時操作系統時,Nand Flash存儲的嵌入式系統引導程序拷貝到SDRAM中執行。
焊接機器人位姿控制采用LM628和Atmega128單片機,按示教軌跡優化程序控制焊接基點與實際焊點間的位姿關系。嵌入式主控制器S3C2410與焊接機器人位姿控制間配置RS-232接口,由嵌入式S3C2410在線控制機器人焊接位姿。同樣,主控制器S3C2410利用串口RS-232與焊接速度和焊機電源控制器相連接。嵌入式焊接機器人控制系統利用JTAG接口調試S3C2410的基本功能,確保系統間通信正常。
4 結論
(1)為實現對船廠大型鋼結構件的自動焊接控制,設計以S3C2410嵌入式控制器和uC/OS-II實時操作系統的焊接機器人智能控制系統。
(2)搭建具有直接示教、示教軌跡優化、焊接參數在線設置和控制、焊機與機器人在線通信功能的硬件系統,并在嵌入式硬件上植入實時性操作系統uC/OS-II。
(3)通過直接示教獲取焊接軌跡,利用限定條件和焊接路徑特征優化實際焊接軌跡,再借助uC/OS-II操作系統上定義的功能任務,在線控制焊接機器人的焊接軌跡和參數。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
電子制作(2019年7期)2019-04-25 13:17:14
電子制作(2018年18期)2018-11-14 01:48:16
鐵道通信信號(2018年2期)2018-04-18 12:18:23
電鍍與環保(2016年3期)2017-01-20 08:15:32
現代企業(2015年2期)2015-02-28 18:45:09
