MARK III型LNG薄膜艙波紋板焊接研究
2021-09-28 08:09:10趙建宇李志林張海峰
江蘇船舶 2021年4期
趙建宇,李志林,張海峰
(揚(yáng)州中遠(yuǎn)海運(yùn)重工有限公司,江蘇 揚(yáng)州 225200)
0 引言
MARK III型薄膜艙主要由主屏壁、次屏壁和絕熱層構(gòu)成。主屏壁材質(zhì)為304L不銹鋼波紋板,次屏壁材質(zhì)為3層復(fù)合材料薄膜,絕熱層材質(zhì)則是加強(qiáng)聚氨酯泡沫。主屏壁波紋板可以承受晃蕩載荷,近年來廣泛用于LNG燃料艙。304L不銹鋼波紋板的焊接結(jié)果決定了MARK III薄膜型圍護(hù)系統(tǒng)主屏壁的完整性,是LNG船圍護(hù)系統(tǒng)建造成功與否的關(guān)鍵。因此對MARK III型波紋板的焊接技術(shù)進(jìn)行研究十分重要。
主屏壁波紋板通過各個(gè)零件搭接來實(shí)現(xiàn)密封,搭接采用氬弧焊。MARK III主要的技術(shù)難點(diǎn)在于波紋區(qū)域的焊接與檢驗(yàn)。因不銹鋼薄膜很難采用超聲波等無損探傷方式來檢測其內(nèi)部的焊接質(zhì)量,因此需要在焊接過程中嚴(yán)加控制以達(dá)到良好的焊接效果。本文通過對波紋板的設(shè)計(jì)、材料、性能的研究,得出波紋板的焊接方式。
1 不銹鋼波紋板的特點(diǎn)
MARK III圍護(hù)系統(tǒng)薄膜由AISI 304L低溫不銹鋼制造,經(jīng)過沖壓加工成縱橫交叉、2種大小波紋的褶皺板,波紋大小正交的波紋約按340 mm間距排列。通過縱橫2個(gè)方向的變形來消除不銹鋼板內(nèi)的應(yīng)力,實(shí)現(xiàn)以下4個(gè)方面均為零應(yīng)力的概念設(shè)計(jì)。
(1)LNG低溫液艙引起的應(yīng)力及熱脹冷縮造成的應(yīng)力。
(2)抵消船體在運(yùn)營過程中的變形連帶不銹鋼板出現(xiàn)的變形應(yīng)力。
(3)長期的低應(yīng)力甚至零應(yīng)力狀態(tài),保證了主屏壁不銹鋼板的疲勞壽命。
(4)波紋板內(nèi)部幾乎無應(yīng)力的狀態(tài),更容易保證波紋板在液貨艙各個(gè)位置的焊接質(zhì)量。
主屏壁波紋板是預(yù)制加工件,可分為平面波紋板件和角區(qū)波紋板件2類,其中角區(qū)波紋板件包括角區(qū)連接件、轉(zhuǎn)角連接件、端部密封件。每張板波紋成型后預(yù)留搭接邊緣,便于薄膜安裝時(shí)搭接使用。每張薄膜根據(jù)自身所處的位置來決定邊緣加工情況。
2 波紋板的安裝
為保證波紋板各個(gè)位置的良好配合,應(yīng)首先進(jìn)行劃線。劃線主要考慮的因素及處理方式如下:
(1)為消除建造誤差,應(yīng)從艙室中間向四周劃線,邊緣區(qū)域波紋板加放余量。
(2)為保證各個(gè)艙壁的波紋連續(xù),應(yīng)劃定基準(zhǔn)軸線。基準(zhǔn)軸線的直線度偏差<1 mm/m,2個(gè)平面的軸線錯(cuò)位<2 mm。
(3)為保證每個(gè)面波紋及搭接的正確性,應(yīng)對每個(gè)波紋板的位置勘劃限定線。限定線偏差應(yīng)該<3 mm,使波紋板一一對應(yīng)。
波紋板的零件有“壓肩”處理以實(shí)現(xiàn)更好的搭接質(zhì)量,因此在設(shè)計(jì)階段就需確定安裝工序,然后根據(jù)安裝工序進(jìn)行零件的預(yù)制。對于現(xiàn)場作業(yè)部門來說,薄膜的安裝一定要嚴(yán)格按照圖紙的安裝順序和劃線位置進(jìn)行,否則將出現(xiàn)搭接錯(cuò)誤的情況。過程中必須嚴(yán)格控制精度,保證波紋板的位置與搭接的長度匹配,特別是波紋板頂部和底部,需特別注意波紋的連續(xù)性。
3 焊接準(zhǔn)備
3.1 表面保護(hù)及清潔
主屏壁波紋板表面有一層薄薄的聚氯乙烯膠帶,保護(hù)其在運(yùn)輸途中及液貨艙安裝過程中不受外力損傷。波紋板搬運(yùn)過程中易被汗水、焊渣等污染,所以需要戴好手套。如被污染應(yīng)及時(shí)用丙酮擦拭。特別注意的是,波紋板的儲存和施工現(xiàn)場不允許碳鋼的存在,嚴(yán)禁兩者混放在一起,以免波紋板受到污染后被腐蝕。直至波紋板安裝前,才能將背面全部和正面部分的保護(hù)膜撕除,并清除波紋板邊沿正反面至少60 mm區(qū)域內(nèi)的污物。
3.2 焊接設(shè)備
MARK III型液貨艙圍護(hù)系統(tǒng)主屏壁不銹鋼波紋板焊接主要采用鎢極氬弧焊法。由于鎢極氬弧焊能有效隔絕外界空氣,焊縫質(zhì)量容易保證,在很小電流區(qū)域內(nèi)電弧穩(wěn)定性好,可以進(jìn)行全位置焊接,因此搭接焊接可采用低脈沖自動鎢極氬弧焊;角區(qū)部位的焊接,因形狀復(fù)雜,仍需使用手工鎢極氬弧焊。
焊接之前,需要做好以下準(zhǔn)備工作:
(1)用于MARK III主屏壁波紋板的所有焊接設(shè)備都應(yīng)處于良好的工作狀態(tài)。
(2)通過一系列的測量來確定波紋板的安裝位置和固定是否正確,以及確認(rèn)接地連接是否牢固。
(3)所有的接地都需要連接在同一個(gè)系統(tǒng)中,禁止直接焊接在波紋板上。
3.3 定位焊
定位焊是在不使用填充金屬的情況下,通過簡單的熔接將波紋板固定的點(diǎn)焊。定位焊后應(yīng)保證搭接位置,特別是波紋位置的間隙達(dá)到連續(xù)焊接的要求。因此,首先從波紋板頂部開始進(jìn)行大間距點(diǎn)焊,然后進(jìn)行波紋根部的點(diǎn)焊,最后進(jìn)行平坦位置的點(diǎn)焊。定位焊間距為平坦部位50 mm、波紋部位15~20 mm,其焊接順序和位置見圖1。如果大間隙點(diǎn)焊后出現(xiàn)部分位置搭接處間隙超過0.3 mm,可以通過密集點(diǎn)焊方式使點(diǎn)焊間隙小于0.3 mm,保證后續(xù)自動焊接,必要時(shí)可以采用10 mm的點(diǎn)焊間距。

1~12—焊接點(diǎn)。圖1 點(diǎn)焊的順序和位置
4 波紋板的焊接
4.1 波紋板與錨固條的焊接
1.2 mm的波紋板和20 mm的錨固條采用間斷焊接的方式,長度20 mm,間距40 mm。
實(shí)際焊接時(shí),必須要避開鉚釘?shù)奈恢茫诲^固條焊接自動焊、手工焊都可以采用,但在間斷焊接之前一定要完成定位點(diǎn)焊以保證焊接質(zhì)量。
4.2 波紋板與兩面體角型不銹鋼的焊接
由于板厚有很大差別,所以1.2 mm的波紋板焊接到8 mm角區(qū)不銹鋼上時(shí)應(yīng)有足夠的熔深以避免焊縫過平。實(shí)際焊接時(shí),當(dāng)焊接從轉(zhuǎn)角過渡到與波紋板搭接的地方,需改變焊接電流以保證焊接的質(zhì)量,但同時(shí)要保證焊接的連續(xù)性。
4.3 不銹鋼波紋板焊接方式
所有焊接都采用搭接焊的焊接方式時(shí),焊前需刷除焊接區(qū)域的氧化物。手工焊接時(shí)應(yīng)注意焊接的連續(xù)性,焊接不可在波紋頂部及根部間斷,下次焊接前應(yīng)將上次焊接的部分熔化后再進(jìn)行,以確保焊接質(zhì)量。手工焊焊接順序見圖2。焊后產(chǎn)生的有害殘留物需要去除,焊縫均需拋光處理。

1~6—順序號。圖2 手工焊焊接順序
4.4 焊接參數(shù)
焊接參數(shù)見表1。需注意的是,在現(xiàn)場施工時(shí),從錨固條移動至波紋板焊接時(shí),焊接不可間斷,但焊接參數(shù)需相應(yīng)逐步調(diào)整。
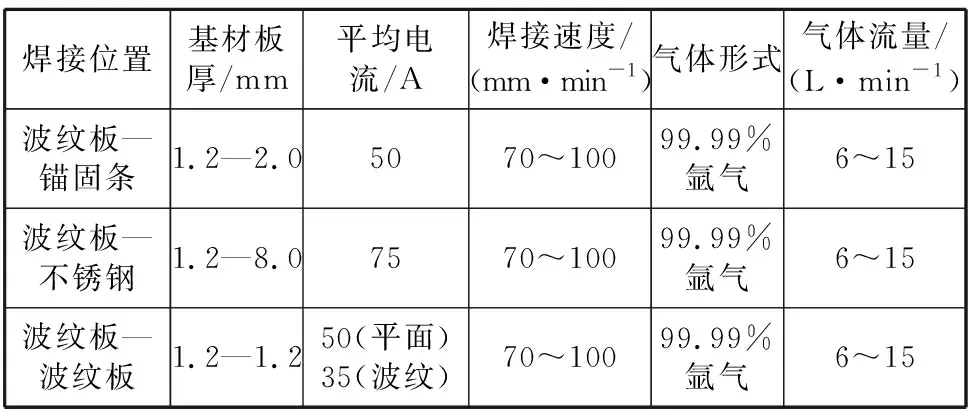
表1 手工焊焊接參數(shù)
4.5 焊接變形控制
焊接變形控制方法為:首先進(jìn)行定位焊保證波紋板的位置;然后通過密集點(diǎn)焊的方法將波紋板固定,限制焊接時(shí)因熱應(yīng)力引起的間隙超差及焊接變形,保證裝配尺寸滿足公差要求;在焊接過程中采用合理的焊接順序減少焊接應(yīng)力,控制焊接變形。
也可在焊接前安裝特制夾具工裝,通過夾具固定法的強(qiáng)制手段來減小焊后變形。當(dāng)波紋板面積較大、焊縫較長時(shí),可采用壓緊法,分別放2塊壓緊工裝在焊縫兩側(cè)來減小焊接變形,如同時(shí)使用銅板壓緊并輔助散熱,效果更佳。焊接時(shí)待焊件間隙應(yīng)在保證焊縫尺寸的情況下越小越好,切割的熔渣與剪切毛刺清除干凈。
4.6 完工檢驗(yàn)
完工檢驗(yàn)主要的檢測方式有目視檢測、滲透檢驗(yàn)、金相試驗(yàn)和完工的密性試驗(yàn)。
4.6.1 焊縫檢驗(yàn)
(1)應(yīng)對焊接區(qū)域及其以外的波紋板區(qū)域進(jìn)行檢查,特別是底板、斜底板處應(yīng)仔細(xì)檢查是否有材料或工具。墜落可能破壞不銹鋼波紋板的情況。
(2)所有的焊縫都要目檢,檢驗(yàn)焊縫是否圓滑過渡到母材,是否有裂紋、凹坑、氣孔、電弧打傷和表面不平整等缺陷。平直部分焊縫的背面氧化長度每340 mm中不允許超過10 mm;波峰部分焊縫的背面氧化長度每個(gè)波中不允許超過20 mm。
(3)進(jìn)行滲透檢驗(yàn)時(shí),任何焊縫或者區(qū)域均不允許裂紋的存在。
(4)通過金相試驗(yàn)確定焊縫的質(zhì)量:對焊縫橫截面進(jìn)行拋光、打磨和酸洗后用至少放大10倍的鏡頭來檢驗(yàn)表面,并放大至少50倍拍攝金相照片。
4.6.2 主層密性試驗(yàn)
主屏壁焊接完成后,應(yīng)采用下述2個(gè)密性試驗(yàn)檢驗(yàn)焊接質(zhì)量。密性試驗(yàn)前,應(yīng)對所有的焊縫進(jìn)行目視檢查,保證無明顯缺陷。
(1)氨氣試驗(yàn):將氨氣和氮?dú)獾幕旌蠚怏w通過提前預(yù)制好的開孔注入主層空間,然后將顯像劑噴涂在焊縫上。如焊縫質(zhì)量不達(dá)標(biāo),有泄漏點(diǎn),顯像劑會變色。
(2)主屏壁壓力試驗(yàn):將主、次層空間壓力抽到約為-0.08 MPa,測試24 h內(nèi)壓力的變化。
5 結(jié)論
(1)MARK III型LNG薄膜艙圍護(hù)系統(tǒng)不銹鋼波紋板焊接技術(shù)是整個(gè)MARK III技術(shù)的重點(diǎn),焊接的質(zhì)量決定了整個(gè)圍護(hù)系統(tǒng)的完整性。采用先定位焊再連續(xù)焊的方式,能夠有效保證焊接質(zhì)量。連續(xù)焊接時(shí),先焊接波紋區(qū)域再焊接平直區(qū)域可以有效控制焊接變形。
(2)在實(shí)際施工過程中,需注意焊接環(huán)境及焊接參數(shù)的控制,這將直接影響最終的焊接質(zhì)量。
(3)目前焊接工藝實(shí)踐不多,仍需要在施工中不斷實(shí)踐總結(jié),創(chuàng)新施工工藝,完善出一套完整的MARK III型薄膜艙波紋板的焊接技術(shù)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
