白鶴灘水輪機座環焊縫的無損檢測工藝技術
2021-09-27 01:47:50初冬清井水益
上海大中型電機 2021年3期
趙 亮,初冬清,王 磊,關 帥,井水益
(哈爾濱電機廠有限責任公司,黑龍江哈爾濱 150040)
0 引言
白鶴灘水輪機組座環按照四瓣進行裝焊,座環整體重量505 t,特殊瓣重量約145 t,其他瓣重量約120 t,座環高3.96 m,最大外圓直徑尺寸20.5 m。座環結構示意圖如圖1。
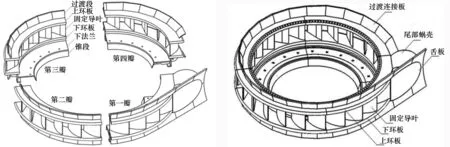
圖1 白鶴灘水輪機座環結構示意圖
首臺座環從2016年4月26日開始投料生產,歷時1年半。從總體要求到設計、原材料、焊接工藝、后期加工[1],質檢人員嚴格把控、精益求精。尺寸公差范圍比現行國家設計、制造標準縮小了一半,產品無損檢測質量控制比圖紙標準、工藝要求更加嚴苛。
為保證座環質量[2],外表尺寸需要達到精準,部件間焊接及工件坡口質量需要多種無損檢測方法進行檢測。
1 巨型座環質量風險分析
座環由環板、固定導葉、過渡段、下圍板、基礎法蘭、下法蘭及錐段等部件焊接組成,它既是機組的基礎埋件,又是機組通流部件的組成部分。
座環上、下環板材料采用SXQ500D-Z35,厚度260 mm,針對性開發的500 MPa級大厚度高強Z向抗撕裂鋼板[3],具有良好的強韌性及均質性匹配,機械性能好的特點。
固定導葉材料采用ASTM A668 Class E,普通瓣厚度15~236 mm、特殊瓣厚度15~267 mm。其體積大、重量重,為變厚度的弧面形態的鍛件用鋼。
過渡段材料主要采用SX610CF,屬于低裂紋高強度敏感性鋼,具備較高強度和低溫沖擊韌性;其他材料采用Q345B。
上、下環板大厚度的對接焊縫;固定導葉與環板、過渡段與環板不同材質進行組焊且呈一定角度的T型焊縫;過渡段呈一定角度的對接焊縫;下圍板與下環板、下法蘭、基礎法蘭進行組焊的三條T型焊縫;錐段與下法蘭同材質帶有一定角度的T型焊縫。針對上述焊縫,若焊接工藝操作不當,在其內部易形成夾渣、氣孔、未熔合和裂紋類等焊接缺陷。
由于運輸的尺寸要求,座環分為四瓣,最后在白鶴灘水電站現場進行組裝焊接成型。四瓣分瓣座環焊縫采用大鈍邊非全焊透的方式進行焊接(如圖2所示)。針對以上結構分析,焊接過程中,大鈍邊非全焊透坡口附近極易產生線性缺陷。
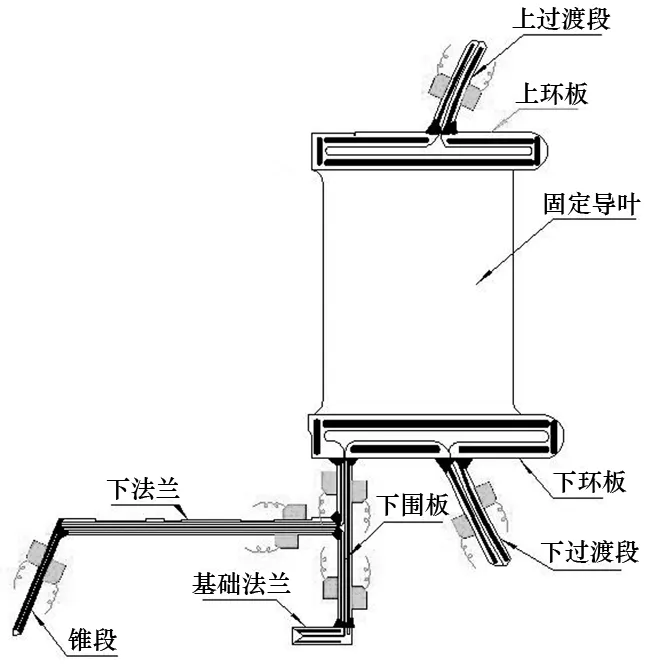
圖2 分瓣座環截面示意圖
要保證座環各個工序焊縫缺陷的有效檢出,滿足精品座環質量[4]要求:坡口滲透檢測時,需使用靈敏度較高的滲透劑;精磨后,部分焊縫的磁粉檢測需使用靈敏度較高的濕法熒光磁懸液;焊縫超聲波檢測時,需使用不同晶片尺寸、不同K值的探頭從不同方位進行全方位的掃查。
2 無損檢測工藝基本參數
2.1 人員資格
無損檢測人員資格應符合國際標準ISO 9712《無損檢測人員資格鑒定與認證》的相關要求,且應符合以下要求之一:
(1) 持有中國機械工程學會無損檢測學會Ⅱ級及以上資格證書;
(2) 持有國家勞動人事部門頒發的鍋爐壓力容器無損檢測Ⅱ級及以上資格證書;
(3) 持有ASNT Level Ⅱ級及以上資格證書。
2.2 檢測時機與方法標準
有無損檢測要求的焊縫,應在焊接完成24 h后進行檢測,無損檢測標準及規程要求如下:
(1) 滲透檢測(PT) 符合ASME/Ⅷ-APP8標準要求,規程滿足ASME/Ⅴ-6相關要求;
(2) 磁粉檢測(MT) 符合ASME/Ⅷ-APP6標準要求,規程滿足ASME/Ⅴ-7相關要求;
(3) 超聲波檢測(UT) 符合ASME/Ⅷ-APP12標準要求,規程滿足ASME/Ⅴ-4相關要求;
(4) 衍射時差法超聲檢測(TOFD) 符合DL/T 330《水電水利工程金屬結構及設備焊接接頭衍射時差法超聲檢測》合格等級Ⅱ級的要求。
2.3 超聲波檢測參數選取
(1) 儀器和探頭選取
采用A型脈沖反射式超聲檢測儀,其工作頻率按-3dB測量應至少包括0.5~10 MHz頻率范圍,各性能的測試條件和指標要求應滿足相應要求。
推薦使用探頭如下:2.5P20D、B2S、2.5P13x 13K1/K2、2.5P20X22A45/A60、WB45-2、WB60-2等。
(2) 靈敏度確定
標準試塊:IIW試塊;
對比試塊:ASME-1#~7#系列試塊,如表1。

表1 對比試塊表 單位:mm
2.4 其他檢測參數選取
(1) 磁粉檢測參數選取
磁粉儀器MP-A 2L等型號的交流儀器,靈敏度試片A1:30/100型標準試片或磁場指示器。
(2) 液體滲透檢測參數選取
滲透液型號:H-ST系列、DPT-5系列等同組滲透液,靈敏度試塊B型試塊。
3 分瓣座環焊縫無損檢測工藝
3.1 上、下環板拼焊焊縫無損檢測工藝
上、下環板260 mm拼焊焊縫需進行清根后的PT檢測、焊態表面的MT檢測、100%UT斜探頭檢測(如圖3所示)及TOFD檢測(如圖4所示)。需要注意的是,由于環板拼焊為大厚度工件焊縫,需在焊接工序焊縫焊滿至2/3處增加一道UT檢測,以防止造成不必要的焊接缺陷返修。
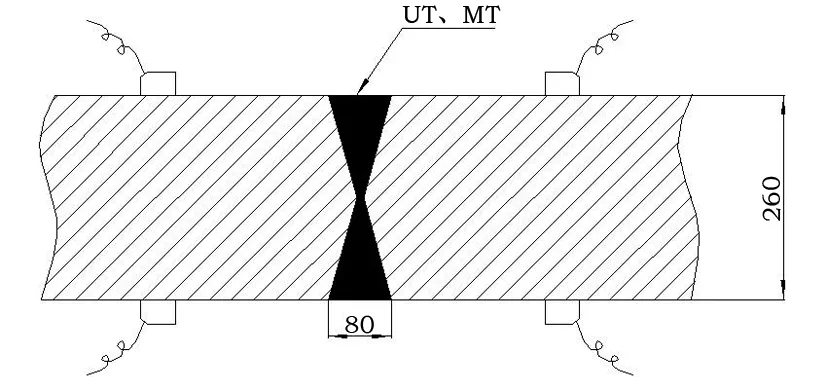
圖3 上、下環板焊縫UT、MT視圖
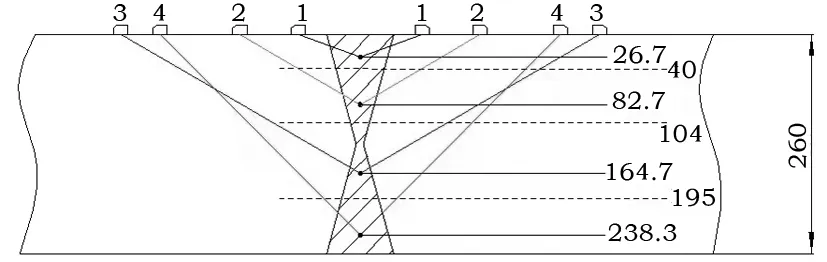
圖4 上、下環板焊縫TOFD視圖
3.2 固定導葉與環板焊縫無損檢測工藝
固定導葉與環板T型焊縫需在焊后的2/3焊縫工序(如圖5所示)進行UT與PT檢測,平口焊態工序、打磨成圓R工序、退火后工序需進行100%UT檢測(如圖6所示),退火后打磨工序進行MT檢測,在對座環分瓣面進行打磨工序時,要求各個分瓣面處的焊縫應打磨平順,過流面焊縫打磨光滑至Ra6.3。
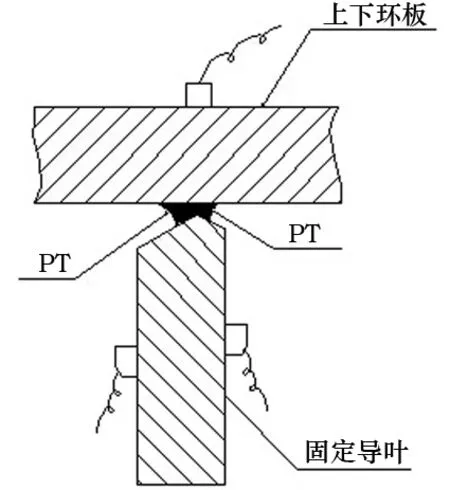
圖5 葉片與環板2/3焊縫UT視圖
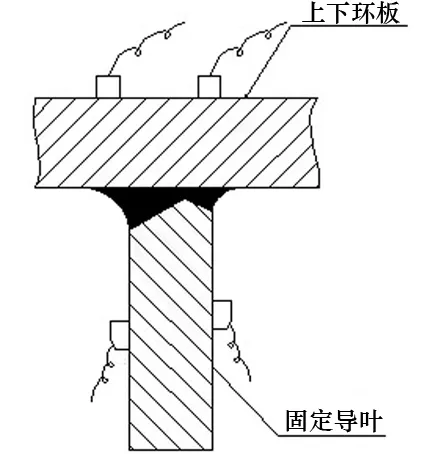
圖6 葉片與環板焊縫UT視圖
(1) 焊后2/3焊縫工序的無損檢測
固定導葉與環板焊接至2/3焊縫時,需停止施焊對其進行UT和PT檢測。目的是防止由于焊接工藝操作不當,清根焊縫未清除干凈,造成大厚度鋼鍛件K型坡口中間位置產生焊接缺陷,給后續焊接返修增加不必要的工作量。因此在此道工序處增加一遍檢測工序,利用直探頭從環板母材面的有效施焊面積內進行全覆蓋掃查,檢測是否產生不符合標準要求的面積型缺陷;利用斜探頭從焊縫兩側進行全位置掃查,使得K型坡口中間位置橫向缺陷與縱向缺陷完全檢出。為保證接下來施加焊接的穩定性,也需在此道工序焊縫處進行PT檢測,防止由于清根不當引起夾渣、未熔合等焊接缺陷,確保此道工序的焊接質量。
(2) 焊后平口焊態工序的超聲波檢測
固定導葉與環板焊縫焊角形成前,即焊縫焊后平口焊態工序經過消氫處理后,用多種角度探頭對焊縫進行全面檢測。采用直探頭從環板母材面的有效焊縫面積內進行全覆蓋掃查,檢測是否產生不符合標準要求的面積型缺陷。采用斜探頭從焊縫兩側進行全位置掃查,確保焊縫內部無危害性缺陷的存在。
此工序存在危害性缺陷的可能性較高,需無損檢測人員精細檢測。值得關注的部位是環板與固定導葉排水口處100 mm范圍內,非常容易出現危害性缺陷(裂紋、未熔合等),原因是此處工件結構和位置所致。此外,由于固定導葉為變厚度的弧面形態結構,在此曲面結構上進行的檢測,特別考驗檢測人員對不同探頭類型選取的檢測工藝要求。
(3) 焊后打磨圓R工序的超聲波檢測
焊后打磨圓R工序的超聲波檢測是在滿足焊后過渡焊態工序檢測工藝的前提下進行的。值得注意的是利用不同類型斜探頭在一側進行檢測時,需重點關注另一側圓滑過渡處內部的缺陷。此道檢測工序進行直探頭的超聲縱波檢測時,也需重點關注焊縫過渡區域的檢測。
3.3 分瓣座環焊縫無損檢測工藝
(1) 相關焊縫焊后工序的超聲波檢測
過渡段焊縫是呈一定角度的對接焊縫,超聲波檢測采用斜探頭從焊縫兩側進行全位置掃查。由于過渡段焊縫結構所致,UT檢測過流面焊縫側表面盲區較大,進行MT檢測可確保焊縫表面及其近表面的質量。
過渡段與環板焊縫是呈一定角度的T型縫,超聲波檢測需在過渡段兩側采用斜探頭進行焊縫的全位置掃查。
下圍板與下環板、下法蘭為兩條T型縫,超聲波檢測需分別在下圍板兩側、下法蘭兩側采用斜探頭進行焊縫的全位置掃查。
錐段與下法蘭是呈一定角度的T型縫,超聲波檢測需在錐段兩側采用斜探頭進行焊縫的全位置掃查。
(2) 分瓣座環退火后焊縫的無損檢測
分瓣座環退火后工序需對座環進行最終的焊縫UT和MT檢測,UT檢測探頭的工藝選取參照退火前,值得關注的是所有焊縫退火后的MT檢測,特別是固定導葉與環板焊縫需進行100%MT檢測,確保表面及近表面無裂紋、咬邊等線性缺陷的存在。
3.4 巨型座環工地現場焊縫無損檢測工藝
分瓣座環整體退火后焊縫無損檢測合格后,需對座環分瓣面各個坡口進行100%PT檢測,以防四瓣座環吊裝至工地現場進行組裝與掛裝蝸殼時存在坡口質量問題。圖2中,坡口為帶有大鈍邊結構,黑色實線代表焊接位置。
四瓣座環采用定位塊連接,滿足工件組裝平整度要求后,按照焊接工藝守則進行焊接,焊接完成后對分瓣間焊縫進行UT及MT檢測。由于分瓣座環坡口間為帶有鈍邊的結構形式,UT檢測選擇斜探頭進行全位置掃查,其中2.5P13x13K1/K2兩種斜探頭對掃查面鈍邊以上施焊部位進行全位置掃查,2.5P20X22A45/A60或WB45-2、WB60-2兩種斜探頭對掃查面鈍邊以下施焊部位進行全位置掃查。由于UT檢測存在盲區影響,需以MT檢測進行輔助檢測表面及近表面焊接缺陷,以確保工地焊縫質量達到精品要求。
4 結論
白鶴灘水電站右岸座環無損檢測工藝,通過了首臺座環生產的全過程的實踐檢驗。檢測結果滿足了白鶴灘精品機組的要求,充分證明了其無損檢測工藝能夠滿足座環質量的需要,同時也表明在不同工序上所確定的不同檢測方案是合理的,能夠達到對缺陷的完全檢出。
在業主、監理方的共同見證下,哈電白鶴灘百萬機組首臺座環順利通過驗收。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39