大容量高速電機鈹鈷鋯銅異形導條擠拉工藝研究
2021-09-27 01:51:06王岳元李學浩
上海大中型電機 2021年3期
王岳元,李學浩
(上海電氣集團上海電機廠有限公司,上海 200240)
0 引言
8 MW 8 000 r/min級大容量超高速異步電動機是緊跟超高速異步電機的技術發展趨勢,結合輸氣管線對大容量超高速異步防爆電動機的需求開展的新產品研制。在國內,該容量級別達到如此高的轉速尚屬空白,國際上也僅極少數廠家可以制造,主要應用于天然氣輸送管道支線或聯絡線壓縮機組的高速直聯項目中。國電示范性工程霍林河坑口電廠改造項目和西氣東輸國產化超高速電機的轉速均達到了5 000 r/min,兩個項目的導條或槽楔采用了高強度導電銅合金中綜合性能最優異的鈹鈷鋯銅合金[1]。國電示范性工程霍林河坑口電廠改造項目的矩形鈹鈷鋯銅導條采用擠壓拉拔成型工藝,西氣東輸電機槽契為鍛造出坯金加工成型。因本項目中導條的截面較小,且為異形,機加工過程易于變形,機加工難度較大,采用鍛造方形或擠壓拉拔近成型方式給后續的機加工公差保證帶來很大的難度,且機加工成型的方式材料利用率較低、加工成本較高。為了降低成本和避免機加工成型,公司在矩形鈹鈷鋯銅擠壓拉拔成型工藝的基礎上進行了8 MW 8 000 r/min級大容量超高速異步電動機鈹鈷鋯銅導條“水封擠壓+冷拉異形成型工藝”的開發研究。
1 成分性能要求及截面尺寸
8 MW 8000 r/min級大容量超高速異步電動機鈹鈷鋯銅異形導條成分和性能要求采用美國西屋公司的標準,如表1、表2所示。

表1 異形導條的化學成分要求

表2 異形導條的性能要求
8 MW 8 000 r/min級大容量超高速異步電動機導條的成品截面尺寸對寬度的公差為0.05~0.1 mm,上公差與下公差之間只有0.05 mm的空間,對于異形冷拉成型的工件來說要求極其苛刻。兩側突出的R5.5的圓弧部分分布在高度靠上的部位,在冷拉過程中會產生受力不均的情況,對冷拉后的尺寸控制也會產生不利的影響。
2 工藝設置
鈹鈷鋯銅合金硬度較高,熱擠壓后表面平整度較差。為了冷拉后獲得較理想的表面情況,從擠壓后到成品的尺寸差設置較大,單邊設置2~3 mm的冷拉量。因成品截面尺寸小,冷拉變形量就較大,達到41%。
工件冷拉后的尺寸與初始硬度和冷變形量大小有關,成品的尺寸公差精度要求高。為了保證成品尺寸符合公差要求和長度方向的均勻性,在最后一道冷拉尺寸之前增加一道固溶處理,增加固溶的目的為:
(1) 擠壓后工件存在彎曲,在校直或冷拉直的過程中,造成冷變形量不同,擠壓后工件沿長度方向的截面尺寸有偏差,也會造成冷變形量的不同。冷拉中間過程增加一次固溶處理可以消除冷變形量的不同對最終尺寸的影響。
(2) 增加一次固溶處理,固溶處理后的整根工件的硬度一致,消除硬度不同對最終尺寸的影響。
因此,總體制造工藝設置為:熔煉鑄造→水封擠壓→冷拉變形→固溶處理→冷拉最終成型→校直→真空時效處理。
3 工藝試驗
3.1 水封擠壓及中間固溶處理
本項目參考國電示范性工程霍林河坑口電廠改造項目的主給水泵電動機矩形鈹鈷鋯銅導條擠壓參數的設置[2],擠壓鑄錠的加熱溫度選取930 ℃。依據擠壓筒的尺寸,采用直徑為φ160 mm的鑄錠,根據冷變形量和擠壓筒大小確定擠壓比為17.4。為了獲得理想的性能,中間的固溶處理要使合金元素能充分溶解在基體內,工藝設置為940 ℃下保溫1 h。
3.2 冷變形
在冷變形中間增加一道固溶處理后,將冷變形分為兩部分。為了保證最終的性能,固溶處理后的冷變形量不小于15%,又為了最終尺寸易于控制,冷變形量又不易過大。實際設置固溶后的冷變形量為19%,擠壓后固溶前的變形量為27.5%。通過多次模具試驗調整,最終的模具尺寸如圖1所示。根據導條與轉子槽形的配合情況,制作了止通規,通過止通規的測量,最終尺寸滿足了設計的要求。
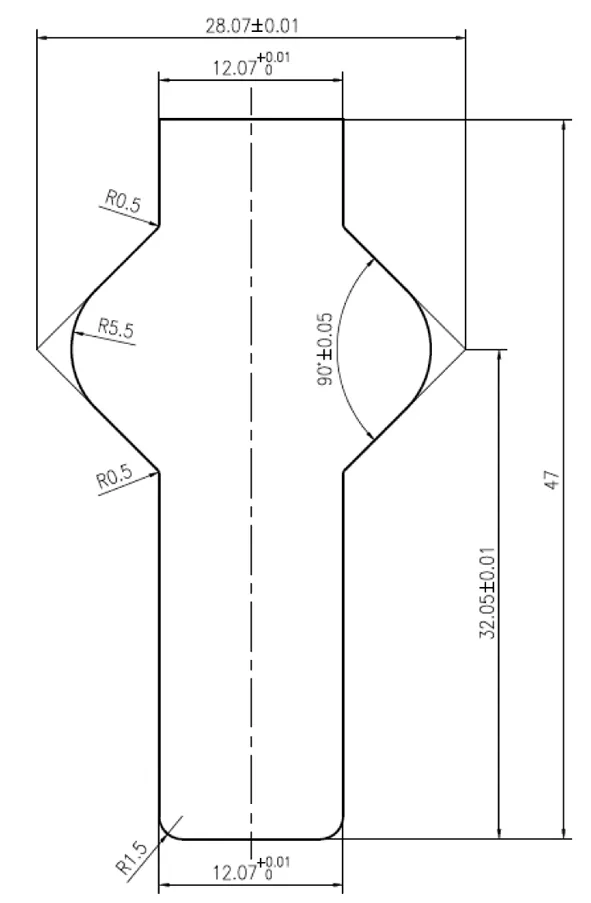
圖1 最后一道模具尺寸
4 性能測試及微觀組織
對真空時效處理后的異形鈹鈷鋯銅導條進行了硬度和導電性能均勻性測試。硬度測試和導電的均勻性測試部位如圖2所示,硬度、導電和拉伸性能測試結果如表3、4、5所示。經測試硬度(HRB)、導電和拉伸性能滿足技術要求,硬度最大值與最小值之差不超過1.5,導電率最大值與最小值之差不超過0.5%。均勻性較好,說明中間固溶處理、冷變形和時效工藝設置合理。
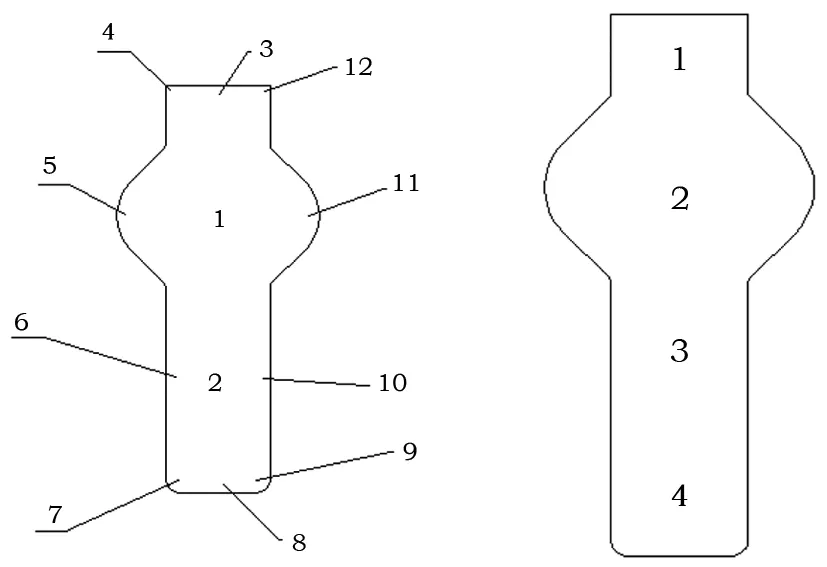
圖2 硬度和導電測試部位示意

表3 硬度均勻性
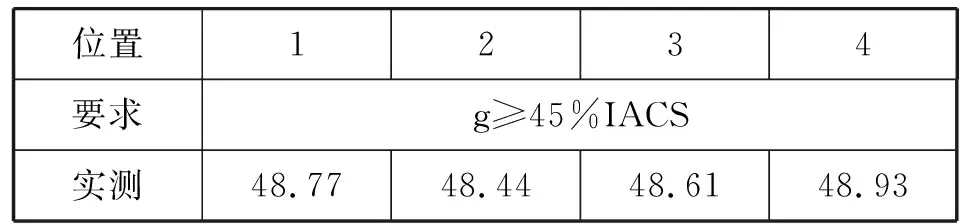
表4 導電均勻性
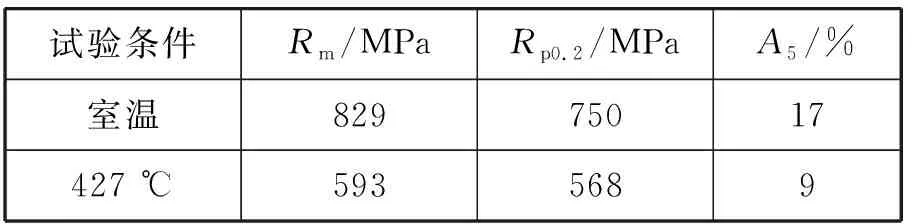
表5 拉伸性能
時效后的鈹鈷鋯銅異形導條邊緣和心部的金相組織如圖3、圖4所示,增加了一次中間固溶,減弱了冷變形量對邊緣晶粒的細化效應,使邊緣和心部的組織基本趨于一致,也驗證了心部和邊緣位置硬度相差較小的原因。
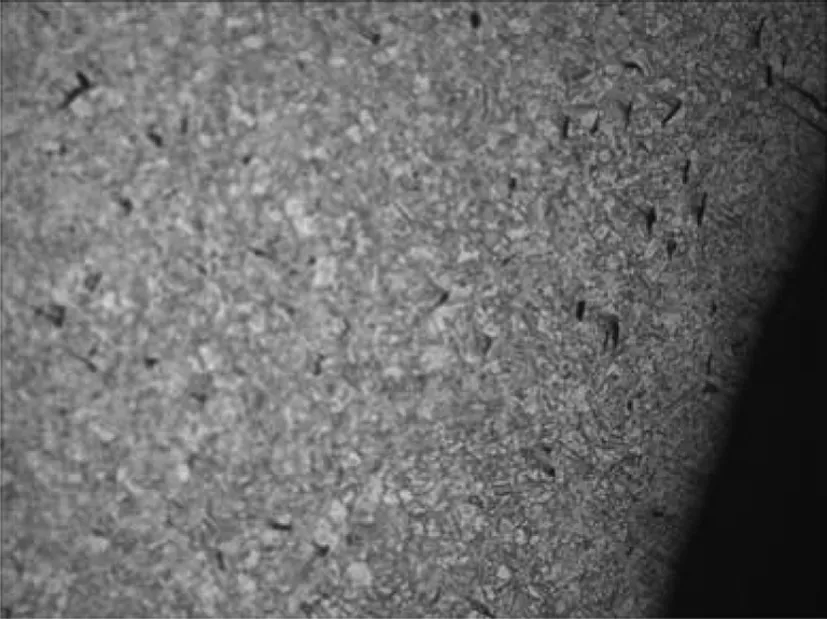
圖3 時效后邊緣金相(200×)

圖4 時效后心部金相(200×)
5 結論
8 MW 8 000 r/min級大容量超高速異步電動機異形導條經驗證的制備工藝為:水封擠壓+冷拉+固溶處理+冷拉成型+真空時效。在冷變形中間增加一道固溶處理工藝和合理的模具設計,是異形導條尺寸滿足精度要求的關鍵。采用此工藝達到了理想的性能指標和均勻的內部組織。
本文的工藝路線設置為異形銅合金工件的擠壓拉拔成型生產提供了有價值的參考。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03