離心鑄造氣缸套的質量問題與應對方法分析
2021-09-26 01:14:45程先軍
內燃機與配件 2021年16期
程先軍


摘要:為了提升離心鑄造氣缸套應用水平,要結合實際應用要求和標準提升具體問題具體分析的能力,并強化質量問題的處理效率,有效結合離心鑄造氣缸套力學性能標準完善應用方案,并避免縮松缺陷等問題產生的不良影響。本文分析了離心鑄造氣缸套質量問題,然后提出了應對處理的建議。
關鍵詞:離心鑄造;氣缸套;質量問題;優化建議
中圖分類號:TK425? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)16-0141-02
0? 引言
離心鑄造氣缸套在高溫和高壓環境中應用,因此,要落實有效的質量控制方案,保證其力學性能良好,有效解決存在的質量問題,且組織致密性滿足質量應用標準。
1? 離心鑄造氣缸套的質量問題
1.1 抗拉強度不標準
對于氣缸套應用控制工作而言,其抗拉強度非常關鍵,因此,要采取本體取樣檢測的方法進行分析,但是,依舊存在抗拉強度不達標的質量問題,究其原因,主要是因為同爐缸套中個別缸套的抗拉強度數值不符合應用標準。
1.2 硬度不足
為了提升離心鑄造氣缸套的應用水平,一般是在鑄件本體時進行硬度檢測分析,高P離心鑄造氣缸套的硬度標準一般在200HB到310HB之間,在抗拉強度要求較高的環境下,對硬度的要求也較高。但是,在實際應用中卻存在硬度不足的現象,主要是因為冷卻速度和化學成分不匹配實際應用環境,使得離心鑄造氣缸套的應用操作不能在規定的硬度應用規范內實現[1]。
1.3 石墨異常問題
石墨異常表現為形態不同,不僅會降低整個離心鑄造氣缸套的力學性能,還會增加磨損問題造成的不良影響。常見形態為圖1。
呈現出非常規化A型石墨形態,而是D型過冷石墨,一般會在氣缸套的外緣位置,影響其實際應用質量,嚴重者還會產生較大的斷面結構,影響形核能力。
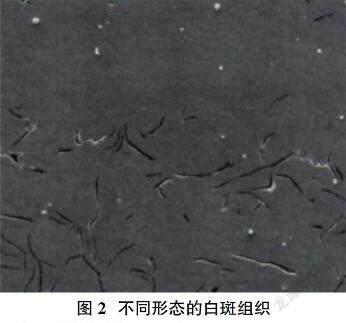
1.4 白斑組織結構
對于離心鑄造氣缸套而言,白斑是非常常見的缺陷問題,不僅會對離心鑄造氣缸套應用質量產生影響,也會造成離心力中心位置各相的沉浮效果出現差異,形成不均勻組織,最后造成離心鑄造氣缸套氣孔問題。較為常見的白斑組織包括塊狀、圓月形、直線形(圖2)等,究其原因,是奧氏體富集過程中由離心鑄造氣缸套自由面共析產生的,正是因為這些無游離石墨珠光體組織的存在,會嚴重制約離心鑄造氣缸套的應用質量水平。
1.5 砂眼缺陷問題
在離心鑄造氣缸套制作過程中,澆道和鑄型內孔掛砂層要完成對應的沖洗工作才能避免脫落,但是,若是此時鐵液在凝固前無法實現上浮,則砂粒就會直接滯留在離心鑄造氣缸套的內部,造成砂眼問題[2](如圖3)。
2? 離心鑄造氣缸套質量優化建議
在離心鑄造氣缸套質量優化工作中,要充分關注各個階段和質量控制標準,從抗拉強度、硬度參數、白斑組織控制等多方面落實更加合理的質量優化方案,著重關注冷卻速度、孕育處理工藝等環節,確保能大大提升離心鑄造氣缸套的綜合應用水平,為行業健康發展奠定堅實基礎。
2.1 優化抗拉強度
第一,要從原材料的角度出發,在配料處理過程中要盡量減少生鐵的用量,利用廢鋼完成原材料處理,一般要將廢鋼用量從20%上升到60%,此時,抗拉強度能有效提高13%。借助廢鋼和增碳劑共同處理的方式,有效利用鐵液澆注處理的方式提升強度。
第二,要嚴格控制其基礎化學成分,合理化選擇ω(C)的含量,含量若是超標,則會造成基體割裂度增大的問題,對應的削弱程度也會增強。因此,在強度要求參數較高的環境中,要適當降低ω(C)的含量。與此同時,要合理化匹配適當的ω(P)含量,結合實際應用情況維持綜合應用效果,若是抗拉強度要求在280MPa以上,則此時氣缸套選取的ω(P)含量就要維持在0.4%到0.6%之間。
第三,優化孕育處理流程,為了全面促進石墨化發展進程,要盡量減少白口傾向處理,利用水冷控制模式,維持平衡態較為合理的孕育處理工藝方案。尤其是在高強度氣缸套生產過程中,要盡量增大孕育量,并且完善鐵液的預處理。除此之外,也要增大冷卻速度,從而借助優化細化晶粒的方式優化離心鑄造氣缸套的力學性能[3]。
2.2 優化硬度參數
在硬度參數處理和控制工作中,要保證冷卻速度處理工序和化學成分含量都能滿足應用標準,打造更加合理科學的硬度處理框架,從而避免硬度不足或者是超標對其質量產生的不良影響。
一方面,要科學規范對應的冷卻速度,因為小型離心鑄造氣缸套的體積參數較小,對應的冷卻速度就會加快,若是硬度較差,則會減少冷卻水量的冷卻效果,基于此,要結合實際應用環境評估冷卻速度。
另一方面,為了避免硬度較差等問題對離心鑄造氣缸套應用質量產生影響,要提高ω(C)的含量,并且降低磷元素、錳元素等硬化相價位明顯的元素含量[4]。
2.3 避免石墨異常
為了保證離心鑄造氣缸套應用的合理性,要結合冷卻速度、CE含量以及孕育處理工藝的標準要求完善綜合質量控制,著重避免石墨異化問題對其應用效果產生的不良影響。在合理性控制對應操作的同時,也要保證形核能力等應用效果符合預期。
第一,要對冷卻速度予以集中控制,過冷度是造成石墨過冷問題的原因,在鐵液轉變期間,冷卻速度的增加會造成奧氏體枝晶數量呈現出增長的趨勢,細化程度越來越大,這就會導致石墨出現異常趨勢,因此,要在實際生產工藝和處理工作中盡量降低冷卻水的用量幾率,從而避免冷卻速度異常。
第二,要有效控制CE,若是鐵液的CE過低,則會使得石墨的化學能力受到影響。所以,要盡量集中搜索CE,并且落實對應的處理機制,確保CE滿足實際應用標準和用量[5]。
第三,要全面提升孕育處理工藝的穩定性和規范性,并且降低整個孕育處理模式的過冷度,從而維持A型石墨應用標準,從根本上避免D型石墨,強化形核能力的同時,還能提升孕育處理效果。
2.4 處理白斑組織
第一,提高CE。為了保證離心鑄造氣缸套各個結構分布的均勻性,要適當提高CE的含量,維持應用效果的同時,保證離心鑄造氣缸套能呈現出較為合理有效的應用組織結構,最大程度上提高其應用水平和控制質量[6]。
第二,增大冷卻速度。要結合實際應用環境和應用標準適當增大冷卻速度,避免冷卻不及時產生的組織富集等問題。
第三,降低鑄型轉速。合理性控制離心鑄造氣缸套鑄型處理的速度,避免高速產生的組織抽離等問題,有效維持石墨分布的正規化和正常化。
第四,強化孕育處理,優化孕育處理工藝的整體水平,維持綜合控制效果。
2.5 避免砂眼問題
為了避免砂眼問題對離心鑄造氣缸套應用產生的影響,就要結合實際應用要求完善控制流程和要素,從而提高離心鑄造氣缸套的應用質量。
第一,要強化日常工作流程的監管和控制水平,確保操作人員能按照標準化流程完成綜合處理工序,從而減少人為因素造成砂眼問題的幾率,提升其整體質量水平,并維持規范化質控流程,最大程度上提高離心鑄造氣缸套的質量。
第二,要著重關注澆道和掛砂過程,維持對應工序的合理性和科學性,避免砂粒出現剝落等問題影響離心鑄造氣缸套的生產質量,并著重維持工序的完整性和規范性。例如,應用耐火磚進行澆道修砌處理,并且匹配自動噴涂等方式,減少人為操作問題的同時,還能提高整體應用流程的規范性,滿足離心鑄造氣缸套的質量要求標準[7]。
第三,要對澆注溫度、澆注流程和澆注時間等予以集中調研,尤其是對溫度參數的控制,要保證砂粒能充分上浮到氣缸套內的表面位置,維持加工應用的效果,并優化機械加工的整體水平。
3? 結束語
總而言之,要結合離心鑄造氣缸套的應用標準和質量管控要求,提高鑄造工藝改進水平,并盡量避免抗拉強度不合格、硬度不達標、過冷石墨、白斑組織等問題對離心鑄造氣缸套產生的不良影響,打造更加高標準的生產過程,提升鑄件的應用效率和整體工藝水準,促進工業實現可持續健康發展。
參考文獻:
[1]俞樹吉,朱學梅,王建榮.一種柴油機氣缸套離心鑄造工藝改進[J].鑄造設備與工藝,2021(1):10-11,34.
[2]劉書勝.多工位智能化氣缸套毛坯離心鑄造機研討[J].內燃機與配件,2019(13):88-89.
[3]宗顯寶,唐松,潘建平.280系列發動機氣缸套離心鑄造工藝開發[J].軌道交通裝備與技術,2018(2):16-18.
[4]田永維,李飛,周茜.離心鑄造氣缸套的質量問題及解決措施[J].現代鑄鐵,2017,37(5):61-63,73.
[5]JURGENRADSTAKE.離心鑄造氣缸套對新涂料的需求[C].//2017中國鑄造活動周.2017:1-5.
[6]林雪冬,孫建,葉京川,等.離心鑄造自生顆粒增強Al-22Si-6Mg復合材料氣缸套的制備及性能檢測[J].鑄造,2017,66(11):1150-1154.
[7]熊昌盛,熊寶錄,熊晗穎.柴油機氣缸套金屬型覆砂層離心鑄造工藝[J].鑄造技術,2016,37(8):1762-1764.