略論薄壁零件高速銑削加工工藝策略
2021-09-26 01:14:45王慧仙
內(nèi)燃機(jī)與配件 2021年16期
王慧仙


摘要:對于薄壁零件高速銑削加工工藝來講,在當(dāng)前的薄壁零件加工中擁有著非常顯著的優(yōu)勢,所以對高速銑削加工工藝相關(guān)技術(shù)進(jìn)行認(rèn)識研究,以及推廣對于提高薄壁零件加工工藝質(zhì)量及作業(yè)效率具有非常重要的意義。在本文的內(nèi)容中,就將對薄壁零件高速洗液加工工藝相關(guān)策略進(jìn)行簡要探討,并就如何制定合理相關(guān)工藝提供一些建議,以其能夠?yàn)楫?dāng)前薄壁零件高速銑削加工工藝水平提升提供參考。
Abstract: For the high-speed milling process of thin-walled parts, it has a very significant advantage in the current thin-walled parts processing, so the understanding and research on the related technologies of high-speed milling process, and the promotion of the improvement of the quality of the processing process of thin-walled parts And work efficiency is of great significance. In the content of this article, I will discuss the relevant strategies of high-speed washing liquid processing of thin-walled parts, and provide some suggestions on how to formulate reasonable related processes, so that it can improve the current high-speed milling process level of thin-walled parts. for reference.
關(guān)鍵詞: 薄壁零件;高速銑削加工;工藝策略
Key words: thin-walled parts;high-speed milling;process strategy
中圖分類號:0000? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)16-0111-02
0? 引言
對于薄壁零件來講,在當(dāng)前社會工業(yè)發(fā)展過程中的主要應(yīng)用領(lǐng)域是在航天航空工業(yè)當(dāng)中,而且具有很高的應(yīng)用價值,但是對于這類零件來講,因?yàn)楸诤癖《覄傂砸脖容^差,所以在加工的過程中相比較于普通的零部件加工來講供應(yīng)要求以及性能要求會更高。基于傳統(tǒng)的加工工藝來看,在加工的過程中刀具和工件之間會產(chǎn)生較強(qiáng)的振動,從而導(dǎo)致加工工件的表面變得異常粗糙,而且加工過程中所使用的機(jī)床及刀具的壽命也比較短,對于操作人員來講會造成一定程度的傷害。因此為了能夠控制切削效率同時提高加工質(zhì)量,在薄壁零件加工的過程中,逐漸開始應(yīng)用高速銑削加工工藝。
1? 薄壁零件高速銑削加工工藝介紹
和傳統(tǒng)的切削加工相比,高速銑削加工工藝所擁有的特點(diǎn)主要包括如下幾種:首先對于高速銑削加工工藝來講,有更高的加工效率,相比較于傳統(tǒng)加工作業(yè)方法,高速銑削加工工藝效率能夠達(dá)到傳統(tǒng)方法的4~5倍以上。其次則是在加工過程中加工工藝要更高,在傳統(tǒng)加工的過程中,工件的表面會比較粗糙,而在高速銑削加工工藝應(yīng)用的過程中,工件表面質(zhì)量大大提升,而且不需要再進(jìn)行精加工。最后就是在加工的過程中,工件本身出現(xiàn)的變形程度非常小,因?yàn)楦咚傧匆杭庸すに嚥捎眯×η邢鞣ǎ怨ぜ淖冃纬潭葧M(jìn)一步降低。
對于現(xiàn)如今的高速銑削加工工藝來講,已經(jīng)在工業(yè)生產(chǎn)過程中得到了廣泛應(yīng)用,而且在技術(shù)不斷成熟與創(chuàng)新的過程中,工藝的使用范圍也在不斷擴(kuò)大,從近些年來的發(fā)展情況來看,薄壁零件加工過程中該技術(shù)的應(yīng)用取得了非常好的效果。在薄壁零件加工過程中,高速洗液加工工藝擁有非常好的適應(yīng)性,尤其是在一些復(fù)雜的保密零件加工過程中,這種適應(yīng)性效果體現(xiàn)的更加優(yōu)異,所以正逐漸取代薄壁零件加工過程中的所有傳統(tǒng)工藝。所以正是基于此對高速銑削加工工藝相關(guān)策略進(jìn)行研究及深入探討是非常重要的,能夠給薄壁零件加工效率及質(zhì)量提升提供必要參考。
2? 薄壁零件高速銑削加工工藝相關(guān)策略
2.1 加工刀具選擇和設(shè)計
首先是進(jìn)行刀具的選擇,因?yàn)閷τ诟咚巽娤骷庸碇v,在加工過程中工作強(qiáng)度非常高,所以對于刀具的強(qiáng)度以及韌性和耐磨性以及硬度等都具有非常高的要求,為了能夠保證在加工過程中刀具本身的使用壽命和經(jīng)濟(jì)成本,應(yīng)確保刀具本身擁有非常好的經(jīng)濟(jì)實(shí)用性以及耐久性。在零件加工的過程中,因?yàn)樗庸さ牧慵⒉皇墙y(tǒng)一規(guī)格的,所以不同尺寸及形狀的薄壁零件在加工過程中需要使用到不同的刀具,刀具的材料也會有所區(qū)別,所以在工藝設(shè)計的過程中,需要根據(jù)具體的加工工藝特點(diǎn)去進(jìn)行刀具材料的選擇。當(dāng)前的刀具材料來看大多數(shù)都是硬制合金,高速鋼本身因?yàn)閾碛蟹浅:玫膹?qiáng)度,所以被廣泛應(yīng)用于一些比較形狀復(fù)雜的薄壁零件加工,例如超細(xì)晶粒硬質(zhì)合金,因?yàn)轫g性比較好,強(qiáng)度比較高,所以在一些鈦合金和鋁合金的薄壁零件加工過程中被廣泛應(yīng)用。在薄壁零件加工工藝逐漸成熟的過程中,硬質(zhì)合金涂層刀具以及聚晶金剛石刀具也被越來越完善,所以在當(dāng)前的高速洗液加工過程中也把刀具的選擇列入其中。
其次,則是刀具的軌跡分析。對于刀具的軌跡分析來講,在銑削過程中,因?yàn)榱慵妮喞怯芍本€與曲線所組成的,所以在加工過程中,因?yàn)榈毒咦陨戆霃酱嬖谝欢ㄏ拗疲枰獙Φ毒甙霃竭M(jìn)行補(bǔ)償。在加工過程中,刀具的具體運(yùn)行軌跡如圖1所示。
對于刀具使用及運(yùn)行來講,以左補(bǔ)刀為例,在運(yùn)行的過程中,刀具從幾點(diǎn)開始到A點(diǎn)開始建立補(bǔ)刀,然后到最終點(diǎn)E完成補(bǔ)刀,然后刀具返回起點(diǎn),循環(huán)往復(fù)進(jìn)行此過程。
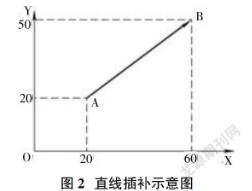
再次,主要是dda插補(bǔ)原理。在圖2當(dāng)中所示直線ab的插補(bǔ)。
根據(jù)圖2可知,當(dāng)點(diǎn)在時間某一范圍內(nèi)時,X與Y方向上的增量表示如下。
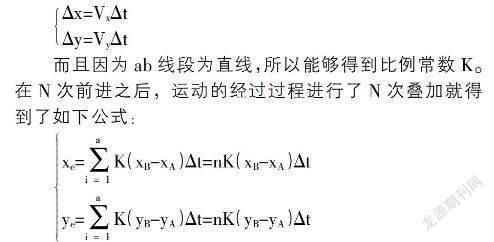
Δx=VxΔtΔy=VyΔt
而且因?yàn)閍b線段為直線,所以能夠得到比例常數(shù)K。在N次前進(jìn)之后,運(yùn)動的經(jīng)過過程進(jìn)行了N次疊加就得到了如下公式:
xe=■K(xB-xA)Δt=nK(xB-xA)Δtye=■K(yB-yA)Δt=nK(yB-yA)Δt
此時如果將時間間隔設(shè)為1,那么N次疊加的次數(shù)就等于比例常數(shù)分之1。圖3所代表的是圓弧插補(bǔ),相比較與直線插補(bǔ)來講,圓弧插補(bǔ)的推理過程是相同的。可以采用直線插補(bǔ)的計算方法,采用兩個計分器對圓弧插補(bǔ)過程進(jìn)行計算,相比較與直線差不來講圓弧插補(bǔ)具有一點(diǎn)不同,就是在寄存器當(dāng)中所存儲的坐標(biāo)是運(yùn)動過程中的動點(diǎn)坐標(biāo),同時XY之間的對應(yīng)關(guān)系和直線插補(bǔ)之間是互調(diào)的。
最后則是編程的實(shí)現(xiàn),因?yàn)閷τ诟咚巽娤骷庸すに嚰夹g(shù)來講,是進(jìn)行自動化控制的,經(jīng)設(shè)定好之后的程序,在運(yùn)行過程中不需要由人進(jìn)行控制,就能夠完成整個加工過程。在得到焊縫輪廓軌跡點(diǎn)之后,就可以對矢量夾角類型進(jìn)行判斷,然后通過使用插補(bǔ)運(yùn)算擬合中心軌跡,就能夠得到刀具的加工軌跡。在整個運(yùn)動過程中,控制器能夠利用PCI總線完成,并通過PCI相關(guān)軟件對數(shù)據(jù)進(jìn)行通信和傳輸,然后由動態(tài)鏈接庫進(jìn)行數(shù)據(jù)控制及操縱。
2.2 加工過程中的冷卻潤滑
因?yàn)閷τ诟咚巽娤骷庸碇v,在加工過程中供的效率非常高,所以加工強(qiáng)度也非常大,在加工過程中無論是工件和刀具材料的特性,都需要在加工過程中進(jìn)行液體冷卻,在加工硬度比較高的工件時,可以采用壓縮空氣冷卻的方法或者是微量油霧冷卻的方法,這是因?yàn)椴捎眠@種方法能夠使加工過程中經(jīng)過快速摩擦并產(chǎn)生磨損劇烈的刀具,如果采用液體冷卻方法,那么刀具可能會迅速產(chǎn)生裂紋,從而影響到刀具的使用壽命及性能。除此之外,再加工一些高溫合金和鈦合金的過程中,可以使用壓縮空氣與潤滑液相混合的冷卻方法,使液滴在刀具及工件上進(jìn)行噴射然后實(shí)現(xiàn)冷卻和潤滑,通過這樣的方式,不僅僅能夠達(dá)到保護(hù)刀具效果的目的,同時還能夠使得工件的表面質(zhì)量得以保證。
2.3 加工工件裝夾策略
在高速銑削加工的過程中,工件的裝夾是非常重要的,如果裝夾不穩(wěn)定或者是裝夾錯誤,那么都可能會導(dǎo)致整個加工過程中斷,或者是所加工出來的工藝產(chǎn)品不符合實(shí)際需要。在制定裝夾策略的過程中,應(yīng)事先根據(jù)零件的結(jié)構(gòu)特征進(jìn)行變形分析,然后對夾緊的形式以及力度和布局等相關(guān)內(nèi)容進(jìn)行合理的設(shè)計,盡可能在裝夾的過程中使工件所受的綜合作用力最小,從而減輕夾具對工件所產(chǎn)生的壓迫以及工件自身所出現(xiàn)的變形。也就是說在裝夾的過程中,應(yīng)當(dāng)盡可能使接觸面積最大化,這樣能夠避免裝夾過程中受力點(diǎn)過于集中,從而導(dǎo)致裝夾接觸面被擠壓或者壓迫。在裝夾的過程中,一些鋼性比較低的零部件裝夾時,可以使用超定位的方法對零部件的薄弱處進(jìn)行加強(qiáng)支撐,在夾緊的基礎(chǔ)上應(yīng)當(dāng)盡可能保證裝夾時產(chǎn)生的作用力分布均勻。
3? 結(jié)束語
綜上所述,對于薄壁零件銑削加工工藝來講,在當(dāng)前的航空航天領(lǐng)域當(dāng)中應(yīng)用的非常廣泛,因?yàn)楹娇蘸教祛I(lǐng)域中對于薄壁零件的需求量是非常大的。所以,針對高速銑削加工工藝進(jìn)行研究,對于薄壁零件的加工以及我國航空航天行業(yè)的發(fā)展是具有至關(guān)重要意義的,從當(dāng)前的加工現(xiàn)狀來看,無論是刀具的選擇還是刀具軌跡的規(guī)劃,以及冷卻潤滑和最后的裝夾策略,都需要不斷進(jìn)行研究以及提升,這樣才能夠使薄壁零件的高速銑削加工工藝和技術(shù)應(yīng)用水平得到不斷提升。
參考文獻(xiàn):
[1]謝義.鋁合金薄壁零件銑削工藝參數(shù)優(yōu)化及仿真研究[D].廣東工業(yè)大學(xué),2020.
[2]李長城.航空薄壁件高速銑削過程中的穩(wěn)定性分析及控制[D].蘭州理工大學(xué),2020.
[3]劉劍龍,陸榮,孔維森,徐興碩,尹春暉,劉曉.航天薄壁框架類零件數(shù)控加工的變形抑制方法[J].機(jī)械制造與自動化,2019,48(06):59-61.
[4]劉宏,張永.薄壁框體零件數(shù)控銑削加工變形工藝控制策略[J].機(jī)床與液壓,2013,41(05):78-80.