單顆磨粒劃擦陶瓷聲發射信號與材料去除體積關系研究
2021-09-26 01:27:30郭力王偉程郭君濤
湖南大學學報·自然科學版 2021年8期
郭力 王偉程 郭君濤

摘 ? 要:針對硬脆難磨削的氧化鋯和氧化鋁兩種工程陶瓷,研究其磨削表面創建的聲發射監測,研究單顆金剛石磨粒劃擦陶瓷材料的去除體積與其對應的聲發射信號之間的關聯. 試驗結果表明:隨著單顆磨粒劃擦陶瓷去除體積的增大,其聲發射信號在低頻段的信號能量占比增大;聲發射信號的均方根值、最大幅值和標準差等特征值增大,且這兩種陶瓷材料單顆磨粒劃擦聲發射信號特征值的增大趨勢不同;但這些聲發射信號的特征值大小都與其對應的陶瓷材料去除體積有關. 同時單顆磨粒劃擦陶瓷的聲發射信號的時間序列自回歸AR(2)模型可以表示其對應的聲發射信號. 時間序列自回歸AR(2)模型特征參數的絕對值都隨劃擦陶瓷去除體積增大而增大,且增大趨勢與其聲發射信號特征值的增大趨勢相似. 為工程陶瓷磨削表面創建的聲發射在線監測打下了基礎.
關鍵詞:工程陶瓷;聲發射監測;單顆金剛石磨粒劃擦;表面創建;材料去除體積;時間序列模型
中圖分類號:TH161? ? ? ? ? ? ? ? ? ? 文獻標志碼:A
Study on Relationship between Acoustic Emission Signal and Material
Removal Volume of Single Diamond Abrasive Scratching Ceramics
GUO Li,WANG Weicheng,GUO Juntao
(College of Mechanical and Vehicle Engineering,Hunan University,Changsha 410082,China)
Abstract: Acoustic Emission(AE) monitoring of hard and brittle and hard ground zirconia and alumina engineering ceramics created in their ground surface was studied,and the correlation between the removal volume of a single diamond abrasive scratch ceramic materials and its corresponding acoustic emission signals were studied. The experimental results show that with the increase of the removal volume of a single diamond abrasive scratched ceramic,the signal energy ratio of the acoustic emission signal in the low-frequency range increases,and the eigenvalues such as root mean square,maximum amplitude and standard deviation of acoustic emission signal increase,and the increasing trends of the two ceramic materials are different; But the characteristic values of these acoustic emission signals are all related to the corresponding removal volumes of the two kinds of ceramic materials. At the same time,time series autoregressive AR(2) model of the acoustic emission signals of a single abrasive scratch ceramics can completely represent the corresponding acoustic emission signals. The absolute values of the time series autoregressive AR (2) model eigenvalues increase with the increase of the two kinds of ceramics scratch removal volumes,and the increasing trends are similar to that of the acoustic emission signal eigenvalues. Acoustic emission signals can be an ideal data source for the online monitoring of surface creation in grinding processes of engineering ceramics.
Key words:engineering ceramics;acoustic emission monitoring;single diamond abrasive scratching;surface creation;material removal volume;time series model
工程陶瓷在汽車、機械、電子、化工、航空航天、國防工業和醫療等行業中應用廣泛. 工程陶瓷一般通過燒結再精密磨削加工才能使用. 它是硬脆難加工材料,由于斷裂韌性低、脆性高,使其在磨削過程中容易產生變質層和微裂紋等缺陷,為了預防加工缺陷,工程陶瓷磨削過程的監測是研究重點. 在陶瓷磨削過程中,陶瓷材料塑性去除和脆性斷裂會發出大量的聲發射(Acoustic Emission,AE)信號,這些磨削AE信號中蘊含著大量與刀具磨損狀態和陶瓷工件表面質量等相關的信息,因此AE技術是工程陶瓷磨削在線監測和智能監測最好方法之一.
單顆金剛石磨粒劃擦陶瓷試驗是研究陶瓷磨削機理的主要方法,由于單顆磨粒的劃擦材料深度淺,材料去除體積和磨削力都很小,導致利用磨削力來監測磨削過程較為困難,所以靈敏度高的AE技術是在線監測單顆磨粒磨削機理的最主要方法. 研究人員對單顆磨粒劃擦材料的AE監測做出分析,文獻[1]通過單顆金剛石磨粒聲發射信號劃痕表面的劃痕形貌模型,計算出的劃痕粗糙度與顯微鏡測量出的粗糙度值很接近. 文獻[2]報道了金剛石磨粒的磨損隨工件材料去除體積的增加呈階段性變化,磨損的加劇使聲發射時域信號振幅和功率譜主頻峰值隨之增加,主頻段由高頻向低頻趨近. 文獻[3]做了單顆金剛石磨粒劃擦碳化硅的AE監測試驗,發現單顆磨粒劃擦深度增大時AE信號特征值明顯增大;而工件速度和磨粒線速度對AE信號特征值的影響較弱. 文獻[4]利用聲發射技術監測跟蹤單顆單晶金剛石磨粒劃擦Ta12W 過程中的機械磨損特性,分析了金剛石磨粒機械磨損聲發射信號特征. 文獻[5]研究表明單顆磨粒劃擦工件初期磨粒與工件之間主要是滑擦,隨后在磨粒低切深時主要是耕犁,最后在磨粒大切深時主要是切削,隨著單顆磨粒切深的增大,劃擦AE信號的信噪比也增大. 文獻[6]用神經網絡對單顆磨粒的劃擦過程進行了AE監測. 文獻[7]發現單顆磨粒劃擦發生磨粒磨損時,AE信號能量會快速增大. 文獻[8]發現單顆磨粒劃擦硅的AE信號特征參數都大于劃擦銅的. 文獻[9]發現發生磨削燒傷時其AE信號頻率和能量都增大. 文獻[10]提出了一種預測和檢測表面質量和尺寸誤差的無心磨削AE監測新方法. 大多數磨削AE在線監測研究都集中于砂輪和單顆磨粒磨損程度的識別,盡管進行了不少砂輪磨削表面粗糙度的聲發射監測研究,但是很少有人關注磨削AE信號與工件磨削表面創建的直接關系,這恰是磨削表面質量AE在線監測研究的基礎,是目前研究中亟需解決的問題. 文獻[11]通過對單顆磨粒劃擦藍寶石所產生的AE信號進行頻域分析,用單顆磨粒劃痕的寬度W和深度D之間的比率W/D值來表征單顆磨粒劃擦表面創建特征,發現在0~200 kHz多個頻帶內的劃擦藍寶石AE信號與W/D值之間呈現良好的線性對應關系,因此應用AE信號可實現單顆磨粒劃擦藍寶石這種硬脆難加工材料的表面創建在線監測. 注意到藍寶石與工程陶瓷都是硬脆難加工材料,所以單顆金剛石磨粒劃擦陶瓷材料表面創建的AE在線監測是可行的.
這里進行單顆磨粒劃擦工程陶瓷氧化鋁和氧化鋯表面創建的AE監測試驗,觀測劃擦陶瓷表面劃痕形貌得到陶瓷材料去除體積這個重要的單顆磨粒劃擦陶瓷表面創建特征;分析試驗劃擦AE信號的特征值,利用時間序列方法對劃擦AE信號建模分析. 該研究目的在于分析單顆磨粒劃擦陶瓷過程中的材料去除體積與AE信號之間的關系,是AE信號實現單顆磨粒劃擦表面創建在線監測的重要研究內容之一.
1 ? 試驗過程
文獻[12]中的試驗在高精度數控平面磨床MGK7-120X6/F上進行,試驗臺如圖1所示,粒徑為0.7 mm的單顆圓錐體金剛石磨粒釬焊并且用螺母固定在鋁盤圓周上,鋁盤裝在磨床主軸上;磨床主軸旋轉時,單顆金剛石磨粒在鋁盤上隨著主軸同步轉動. 陶瓷試件裝在夾具中,AE傳感器裝夾在磨床電磁工作臺上盡量靠近陶瓷試件的位置,AE傳感器和工作臺之間界面涂有聲耦合劑凡士林,凡士林的劑量以AE信號傳輸效果最佳為宜. 單顆磨粒劃擦陶瓷產生的AE信號由美國Physical Acoustics Corporation(簡稱 PAC)生產的AE傳感器R6a感知,經過前置放大器(放大增益設為40 dB)、PCI-2聲發射AE信號采集卡,最后在AEwin 聲發射AE信號分析軟件中分析,或把AE原始波形流信號導入MATLAB軟件中分析. AE監測系統采樣頻率設定為2 MHz.
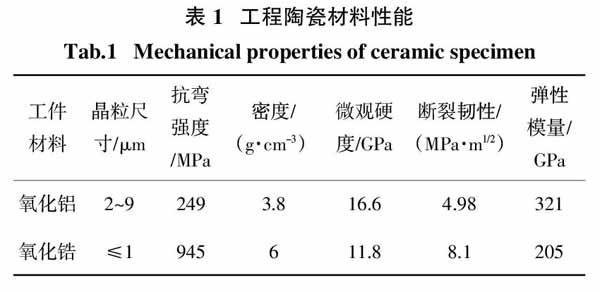
選擇力學性能相差較大的典型工程陶瓷氧化鋯(PSZ)和氧化鋁(Al2O3),陶瓷材料的力學性能見表1,兩種陶瓷試件尺寸均為34 mm×14 mm×10 mm,單顆金剛石磨粒劃擦試驗在34 mm×14 mm的平面上沿長度34 mm進行. 試驗中工件工作臺保持不動;主軸轉速保持在3 000 r/min,由于磨粒與主軸中心半徑距離為100 mm,所以圖1(b)中單顆金剛石磨粒劃擦線速度Vs恒定為31.4 m/s. 由于磨粒劃擦切深對聲發射信號影響最大,所以進行單顆磨粒變切深劃擦陶瓷聲發射監測試驗,具體進行四組單顆磨粒變切深劃擦氧化鋁AE監測試驗,即試驗中其他參數保持不變,單顆磨粒劃擦陶瓷設定深度分別為3 μm、5 μm、8 μm、10 μm;同樣進行四組單顆磨粒變切深劃擦氧化鋯AE監測試驗. 每組試驗做3次,取這3組試驗結果的平均值.
2 ? 試驗結果與分析
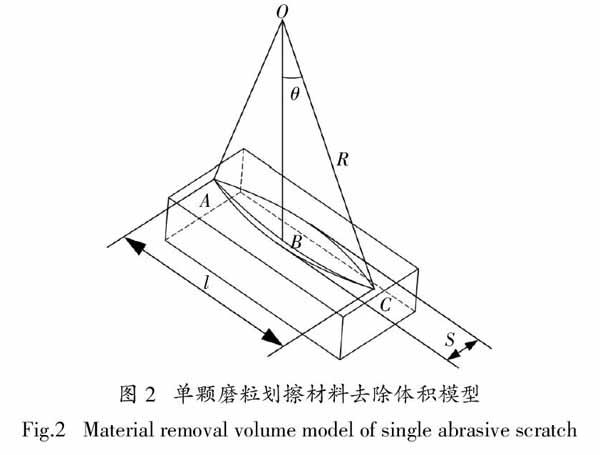
單顆圓錐體金剛石磨粒劃擦陶瓷聲發射監測試驗裝置中,單顆磨粒劃擦陶瓷材料去除體積的理論模型如圖2所示,單顆圓錐體磨粒隨磨床主軸旋轉,磨粒到磨床主軸軸心O的距離即磨粒旋轉半徑為R. 單顆圓錐體磨粒在劃擦陶瓷試件表面劃痕中,劃痕切入點A尖又淺;劃痕從A到B的過程中逐漸變深變寬,到了中間點B相對深又鼓;而劃痕從B到C的過程中逐漸變淺和窄,劃痕劃出點C尖又淺,形成一個中間相對深又鼓而兩頭相對尖又淺的劃痕ABC,劃痕最寬為S,長度為l.
試驗后通過超景深三維顯微儀觀測到陶瓷試件單顆金剛石磨粒局部劃痕的三維形貌和劃痕的長、寬、深等輪廓數據,修正上述單顆磨粒劃擦材料去除體積的理論模型;應用MATLAB軟件對單顆磨粒劃擦陶瓷實際劃痕體積編程求解,可以求得不同單顆磨粒劃擦深度下,實際單顆磨粒劃擦陶瓷材料的去除體積[13]見表2.
從表2可以看出在磨床單顆磨粒劃擦深度設定值相同的情況下,氧化鋁比氧化鋯的材料去除體積大得多,這是由陶瓷材料的性質決定的. 由表1可知,在相同的磨削參數下,氧化鋁的斷裂韌性比氧化鋯低,同樣的單顆磨粒劃擦切深下氧化鋁容易產生脆性破碎,所以材料去除體積較大;而氧化鋯的力學性能偏塑性耐磨所以材料去除體積較小.
AE是單顆磨粒劃擦陶瓷材料去除過程中局部應力能快速釋放而產生的瞬時彈性波. 試驗所采集的陶瓷材料在不同去除體積下的單顆磨粒劃擦AE波形流信號被導入MATLAB軟件,對AE信號做快速傅里葉變換(Fast Fourier Transform,FFT),以分析AE信號的頻域特征.
從單顆金剛石磨粒劃擦陶瓷AE時域信號發現,隨著陶瓷材料去除體積的增加,單顆磨粒劃擦AE信號幅值增大,同時劃擦AE信號振幅包絡曲線更加密集. 圖3為在不同材料去除體積下的單顆磨粒劃擦氧化鋯AE信號頻譜,可以看出AE信號集中在6~15 kHz、20~50 kHz和90~110 kHz這幾個頻段,6~15 kHz頻段的信號峰值最大,后兩個高頻段的峰值遠小于前者,并依次遞減. 隨著單顆磨粒劃擦氧化鋯材料去除體積的增大,6~15 kHz頻段AE信號的最大幅值隨之增大,而20~50 kHz和90~110 kHz頻段的AE信號幅值在較小范圍內波動. 單顆磨粒劃擦氧化鋯材料去除體積的變化對AE信號的主要影響在6~15 kHz頻段,說明材料去除過程中的AE信號主要發生在該頻率范圍內,所以6~15 kHz是單顆磨粒劃擦PSZ的AE信號主頻. 試驗結果還表明,隨著單顆磨粒劃擦PSZ去除體積的增加,其聲發射信號的能量在低頻段占比呈總體上升趨勢. 例如單顆磨粒劃擦PSZ時,當劃痕去除體積從154 971(μm)3增加到346 441(μm)3時,其聲發射信號在0~20 kHz低頻率段的能量占比從72.3%增加到了88%;而當劃痕去除體積從346 441(μm)3增加到2 575 363(μm)3時,其聲發射信號在0~20 ?kHz低頻率段的能量占比從88%增加到了97.6%.
圖4為氧化鋁在不同材料去除體積下的單顆磨粒劃擦AE信號的頻譜. 氧化鋁的AE信號主要集中在幾個特定頻段內,分別為10~15.5 kHz、30~60 kHz和130~145 kHz. 10~15.5 kHz低頻段中氧化鋁劃擦AE信號的幅值最大,且AE信號幅值隨劃擦材料去除體積的增大而增大. 而30~60 kHz和130~145 kHz頻段內的AE信號幅值隨著材料去除體積的增大而有較大波動. 氧化鋁材料單顆磨粒劃擦去除體積的變化對AE信號的影響主要在10~15.5 kHz頻段,所以該頻帶是單顆磨粒劃擦氧化鋁的AE信號主頻. 試驗結果還表明,隨著單顆磨粒劃擦氧化鋁劃痕去除體積的增加,其聲發射信號的能量在較低頻段占比呈總體上升趨勢. 當單顆磨粒劃擦氧化鋁時,劃痕去除體積從3 018 124(μm)3增加到4 041 936(μm)3,其聲發射信號在0~100 kHz較低頻率段的能量占比從93.8%增加到97%;而當劃痕去除體積從4 483 771(μm)3增加到5 891 898(μm)3時,其聲發射信號在0~100 kHz較低頻率段的能量占比從97%增加到了99.7%.
單顆金剛石磨粒劃擦工程陶瓷氧化鋯(PSZ)和氧化鋁(Al2O3)的AE信號主頻都在16 kHz以下的低頻范圍內,氧化鋯的AE主頻為6~15 kHz,氧化鋁的AE主頻為10~15.5 kHz. 而磨粒劃擦氧化鋁的每一段AE信號所集中的頻帶都比氧化鋯的頻率高,可以認為這是由材料特性決定的,氧化鋁陶瓷的脆性較大,材料去除體積較大,在磨粒劃擦過程中因氧化鋁材料塑性變形以及脆性破碎而引發的AE活動劇烈,故其AE信號的頻率較高.
應用MATLAB軟件,求得單顆金剛石磨粒劃擦PSZ和Al2O3的AE信號的部分特征值,包括均方根有效值、最大幅值和標準差. 圖5和圖6呈現AE信號特征值隨陶瓷材料去除體積增大的變化情況. 由圖中可見這些AE信號特征值都隨材料去除體積的增大而增大,同時這幾個AE信號的特征值都與其對應的單顆磨粒劃擦陶瓷材料去除體積有一定的對應關系,可見單顆磨粒劃擦陶瓷的AE信號可以實現磨粒劃擦陶瓷過程中的表面創建監測.
隨著單顆磨粒劃擦陶瓷工件的深度增大,塑性去除和脆性破碎增多,陶瓷工件的材料去除體積增加,AE信號能量增大,引起更多AE現象,因此AE信號的均方根有效值和最大幅值都增大. AE信號標準差表示AE信號中各數據與平均數之間距離的算術平均數的平方根,能反映AE信號數據集的離散程度. 當單顆磨粒劃擦深度增加,氧化鋯和氧化鋁這兩種硬脆材料發生更多脆性破碎現象,材料去除體積增大,單顆磨粒劃擦陶瓷工件時的微觀磨削平面隨著脆性材料剝落的增加而持續變化,導致磨削過程不穩定,AE信號波動增大離散程度增大,所以AE信號的標準差增大.
兩種陶瓷材料的AE信號特征值的增長趨勢不同:氧化鋯的AE信號均方根有效值、最大幅值、標準差等特征值的變化速率會隨材料劃痕去除體積的增加從迅速增大到緩慢增大;而氧化鋁的AE特征值增長曲線更平緩,變化速率會隨材料去除體積的增加而略微增大. AE信號均方根有效值、最大幅值等與AE信號能量密切相關,陶瓷磨削中材料塑性去除的聲發射信號能量一般比材料脆性去除的聲發射信號能量大. 從陶瓷材料的力學性能推測,氧化鋯陶瓷材料在劃擦深度小即去除體積小時以塑性去除為主,由圖5可見PSZ陶瓷去除體積開始從154 971(μm)3增加到346 441(μm)3時,AE信號均方根有效值從0.082 4 V增加到0.216 3 V,AE信號能量增大迅速;而在劃擦深度增大到一定值后,圖5中可見當PSZ去除體積從2 575 363(μm)3增加到4 049 789(μm)3時,PSZ陶瓷材料的脆性破碎去除量增加,AE信號有效值僅從0.278 4 V稍微增加到0.289 4 V,即AE能量增加較小. 而氧化鋁陶瓷脆性較大,分析可知氧化鋁磨削陶瓷塑脆轉變的臨界切深小于本試驗磨床設置的最小磨粒切深3 μm,所以磨粒劃擦氧化鋁陶瓷表面因脆性去除為主而引起材料破碎剝落,所以由圖6可見AE信號有效值即AE能量平穩增大.
3 ? AE時間序列建模與分析
單顆金剛石磨粒劃擦氧化鋁和氧化鋯的AE信號是非常復雜的非平穩隨機過程的信號,但可以認為AE信號是時間序列[14],采用時間序列自回歸AR(Auto Regressive)模型對其進行建模,AR(n)模型的表達式為:
式中:n為模型的階數;xt為時間序列的當前值;φi(i = 1,2,…,n)為自回歸特征參數.
在AR模型中,數據xt與xt - 1到xt - n這n個數據和一個基于當前時刻的白噪聲αt相關,其線性組合即是xt[15]. 相應的AR 模型可以表征單顆金剛石磨粒劃擦陶瓷在不同材料去除體積下的AE信號特征[14].
使用最小信息準則AIC[14]對試驗中采集的陶瓷單顆磨粒劃擦AE信號進行AR(n)模型階數判斷,分析確定模型的階數n為2,即式(1)為AR(2):
xt = at + φ1 xt - 1 + φ2 xt - 2 ? ?(2)
對式(2)中時間序列AR(2)模型的特征參數φ1和φ2數值進行計算,AR模型的特征參數由MATLAB軟件中的最小二乘估計函數算法[15]得到,圖7、圖8是氧化鋯和氧化鋁的單顆磨粒劃擦AE信號的AR(2)模型中的特征參數隨材料去除體積增加的趨勢圖.
由圖7、圖8可知,當這兩種陶瓷材料單顆磨粒劃痕去除體積增大時,其AE信號的AR(2)模型的特征參數φ1和φ2都單調變化. 對比單顆磨粒劃擦兩種陶瓷的AE信號的特征值變化圖5與圖6,由于φ1為負值,考慮其絕對值,可以發現φ1的絕對值和φ2隨陶瓷材料去除體積增大而增大的關系與單顆磨粒劃擦陶瓷的AE信號特征值的增長趨勢相似. 同時發現單顆磨粒劃擦陶瓷AE信號的AR(2)模型的特征參數的數值大小與陶瓷材料劃痕去除體積數值大小之間有一定的對應關系.
應用MATLAB軟件中的compare函數對陶瓷的單顆磨粒劃擦AE信號與對應的 AR(2)模型的相似度進行比較. 圖9和圖10是氧化鋯和氧化鋁的單顆磨粒劃擦AE信號與AE信號的時間序列AR(2)模型的對比結果,其中圖9(a)和10(a)是AE時域信號,圖9(b)和10(b)是根據AE信號構建的時間序列AR(2) 模型. 可見這些AR(2)模型和原始AE信號的相似度都在97%以上[13],說明AE信號的AR(2)模型包含原始AE信號中幾乎全部信息. 由于時間序列AR(2)模型與AE信號密切相關,可以認為建立
的AE信號的時間序列AR(2)即是單顆磨粒劃擦陶瓷AE信號的等價模型. 基于時間序列模型的性質[14],可以通過AE信號時間序列自回歸AR(2)模型來對單顆磨粒劃痕工程陶瓷過程中的材料去除體積進行在線監測.
4 ? 結 ? 論
1)單顆金剛石磨粒劃擦工程陶瓷表面創建的聲發射監測試驗中,氧化鋯的聲發射信號主頻為6~15 kHz,氧化鋁的聲發射信號主頻為10~15.5 kHz. 隨著單顆磨粒劃痕陶瓷去除體積的增加,其聲發射信號在低頻段的信號能量占比增加. 發現聲發射信號均方根有效值、頻譜最大幅值和標準差隨著材料去除體積的增加而增大的變化趨勢不同,氧化鋯的聲發射信號特征值的增長速率會隨材料去除體積的增加從迅速增大到逐漸緩慢增大,而氧化鋁的聲發射信號特征值變化速率會隨材料去除體積的增加整體平緩增大. 聲發射信號的特征值大小都與其對應的單顆磨粒劃擦陶瓷材料去除體積大小有一定的關系,這就為單顆金剛石磨粒劃擦陶瓷表面創建的聲發射在線監測奠定了基礎.
2)單顆金剛石磨粒劃擦陶瓷的聲發射信號的時間序列自回歸AR(2)模型可以代表其對應的聲發射信號. 時間序列自回歸AR(2)模型特征參數的絕對值與劃痕去除體積之間都有單調遞增的關系,且增大趨勢與其對應的聲發射信號特征值的增長趨勢相似;單顆磨粒劃擦陶瓷聲發射信號的時間序列自回歸AR(2)模型的特征參數大小與陶瓷材料去除體積之間有一定的關系. 可以通過AE信號時間序列自回歸AR(2)模型來對單顆金剛石磨粒劃擦陶瓷過程中的材料去除體積進行在線監測.
參考文獻
[1] ? ?胡吉雄,姜晨,郎小虎. 基于聲發射信號k9光學玻璃劃痕形貌及粗糙度預測[J]. 電子科技,2020,33(3):26—32.
HU J X,JIANG C,LANG X H. k9 glass squeaking acoustic emission signal scratch profile and roughness prediction[J]. Electronic Science and Technology,2020,33(3):26—32. (In Chinese)
[2] ? ?吳海勇,黃輝. 金剛石磨粒劃擦Ta12W的聲發射特征與建模[J]. 潤滑與密封,2018,43(7):96—101.
WU H Y,HUANG H.Acoustic emission characteristics and modeling for diamond abrasive grit scratching on Ta12W[J]. Lubrication Engineering,2018,43(7):96—101. (In Chinese)
[3] ? ?賀勇. 單顆金剛石磨粒劃擦SiC的實驗研究[D]. 廈門:華僑大學,2014:33—51.
HE Y. Study on SiC scratching with single diamond grain [D]. Xiamen:Huaqiao University,2014:33—51. (In Chinese)
[4] ? ?吳海勇.單晶金剛石磨粒機械磨損聲發射關聯維特征研究[J]. 人工晶體學報,2019,48(1):54—59.
WU H Y. Correlation dimension characteristics of acoustic emission for the mechanical wear of single crystal diamond abrasive grit[J].Journal of Synthetic Crystals,2019,48(1):54—59.(In Chinese)
[5] ? ?GRIFFIN J M,TORRES F. Dynamic precision control in single-grit scratch tests using acoustic emission signals[J]. The International Journal of Advanced Manufacturing Technology,2015,81(5/6/7/8):935—953.
[6] ? ?TORRES F,GRIFFIN J. Control with micro precision in abrasive machining through the use of acoustic emission signals[J]. International Journal of Precision Engineering and Manufacturing,2015,16(3):441—449.
[7] ? ?MEI Y M,YU Z H,YANG Z S. Experimental investigation of correlation between attrition wear and features of acoustic emission signals in single-grit grinding[J]. The International Journal of Advanced Manufacturing Technology,2017,93(5/6/7/8):2275—2287.
[8] ? ?PERFILYEV V,LAPSKER I,LAIKHTMAN A,et al. Scratching of copper and silicon:acoustic emission analysis[J].Tribology Letters,2016,65(1):1—10.
[9] ? ?GRIFFIN J M. Traceability of acoustic emission measurements for micro and macro grinding phenomena-characteristics and identification through classification of micro mechanics with regression to burn using signal analysis[J]. The International Journal of Advanced Manufacturing Technology,2015,81(9/10/11/12):1463—1474.
[10] DIAS E A,PEREIRA F B,RIBEIRO FILHO S L M,et al. Monitoring of through-feed centreless grinding processes with acoustic emission signals[J]. Measurement,2016,94:71—79.
[11] ?PLAZA E G,CHEN X,OUARAB L A. Abrasive feature related acoustic emission in grinding[C]//2019 25th International Conference on Automation and Computing (ICAC). Lancaster,United Kingdom:IEEE,2019:163—168.
[12] ?郭力,王偉程,郭君濤. 磨粒變切深劃擦陶瓷聲發射及其時間序列建模[J]. 湖南大學學報(自然科學版),2020,47(2):67—77.
GUO L,WANG W C,GUO J T. Characteristics of acoustic emission signal due to diamond grit scratching on engineering ceramics and its time series modeling[J]. Journal of Hunan University (Natural Sciences),2020,47(2):67—77. (In Chinese)
[13] ?王偉程. 單顆磨粒劃擦陶瓷聲發射監測的研究[D]. 長沙:湖南大學,2019:14—54.
WANG W C. Acoustic emission monitoring study of single grit scratching ceramic[D]. Changsha:Hunan University,2019:14—54. (In Chinese)
[14] ?吳海勇,黃輝. 金剛石磨粒變切深劃擦無氧銅的聲發射及其時間序列建模[J]. 聲學技術,2017,36(2):99—103.
WU H Y,HUANG H. Characteristics of acoustic emission signal due to diamond grit scratching on oxygen free copper and its time series modeling[J]. Technical Acoustics,2017,36(2):99—103. (In Chinese)
[15] ?楊叔子,吳雅,軒建平. 時間序列分析的工程應用[M]. 第2版.武漢:華中科技大學出版社,2007:10—45.
YANG S Z,WU Y,XUAN J P.Time series analysis in engineering application[M]. 2nd ed. Wuhan:Huazhong University of Science and Technology Press,2007:10—45. (In Chinese)
收稿日期:2020-09-04
基金項目:國家自然科學基金資助項目(51475157),National Natural Science Foundation of China(51475157)
作者簡介:郭力(1964—),男,湖南益陽人,湖南大學教授,博士
通信聯系人,E-mail:guolihnu8@163.com