2219-T6靜軸肩輔助攪拌摩擦焊組織與性能分析
2021-09-26 01:27:30賀地求劉朋王海軍王東曜賴瑞林
湖南大學學報·自然科學版 2021年8期
賀地求 劉朋 王海軍 王東曜 賴瑞林

摘 ? 要:為探究安裝外部靜止軸肩對攪拌摩擦焊接頭成形和力學性能的影響,采用自主研制的外部靜止軸肩輔助攪拌摩擦焊(Non-Rotational Shoulder Assisted Friction Stir Welding,NRSA-FSW)焊具對2219-T6鋁合金4 mm厚板材進行對接焊試驗,觀察焊后接頭表面成形情況. 采用拉伸和顯微硬度試驗對焊縫的力學性能進行測試,并與相同焊接參數下的攪拌摩擦焊(Friction Stir Welding,FSW)進行對比分析. 使用金相顯微鏡和場發射掃描電鏡對接頭焊縫組織進行分析. 結果表明,由于靜止軸肩的平動刮擦作用,NRSA-FSW相比FSW,接頭表面更加光滑,無魚鱗紋、飛邊以及接頭減薄現象. NRSA-FSW接頭相比于FSW接頭軟化區有所增加,接頭顯微硬度分布更加均勻. NRSA-FSW接頭平均抗拉強度323 MPa,達到母材的72%,抗拉強度同FSW相近 . NRSA-FSW焊核呈“U”狀,焊縫組織無缺陷. 接頭拉伸試驗在焊核區(Nuggest-Zone,NZ)處斷裂,為韌性斷裂.
關鍵詞:攪拌摩擦焊;2219-T6鋁合金;微觀組織;力學性能
中圖分類號:TG453.9? ? ? ? ? ? ? ? ? ? ? 文獻標志碼:A
Analysis of Microstructure and Mechanical Properties of 2219-T6
Non-rotational Shoulder Assisted Friction Stir Welding
HE Diqiu1,2,LIU Peng1,WANG Haijun2,WANG Dongyao2,LAI Ruilin3
(1. Light Alloy Research Institute,Central South University,Changsha 410083,China;
2. State Key Laboratory of High Performance Complex Manufacturing,Central South University,Changsha 410083,China;
3. State Key Laboratory of Powder Metallurgy,Central South University,Changsha 410083,China)
Abstract:To investigate the effect of the external stationary shoulder on the formability and mechanical properties of friction stir welding joint,the self-developed NRSA-FSW ( non-rotational shoulder assisted friction stir welding ) was used to weld 2219-T6 aluminum alloy with the thickness of 4 mm plate. Mechanical properties of the joint were analyzed by tensile test and microhardness test. Optical microscopy and field emission scanning electron microscope were used to analyze the microstructure of the joint cross section. The results showed that the surface of the joint processed by NRSA-FSW formed without fish scales,flash,and thinning,and represented smooth appearance due to the scrapping effect of the static shoulder. Compared with the joint processed by FSW (friction stir welding) under the same condition,the softening zone of the joint processed by NRAS-FSW increased,and the microhardness distribution of the joint was more uniform. The average ultimate tensile strength of joints processed by NRAS-FSW was 323 MPa,approaching 72% of the base material,which was similar to the joint processed by FSW. Defects were not observed in the joint processed by NRSA-FSW. NZ (nuggest-zone) appeared as a "U" shape and the joint fractured in the NZ during tensile tests,which was ductile fracture.
Key words:friction stir welding;2219-T6 aluminum alloy;microstructure;mechanical properties
FSW(Friction Stir Welding)作為新式固相連接技術,適用于傳統熔焊不易焊接的金屬材料. 在焊接過程中,FSW能夠使連接材料進行塑性流動,而不是融化狀態,故不存在熔焊缺陷,為鎂、鋁、銅以及合金材料提供了一種新型的焊接方法[1].雖然FSW焊接方式已被各工業領域廣泛接受,但隨著其在航空航天工業中的不斷應用,發現傳統的FSW技術在焊接合金化程度高的2系與7系高強鋁合金時,出現焊接質量明顯下降,焊接過程不穩定等突出問題[2-3].
由于傳統FSW特殊的焊縫成形機制,導致焊接工程中對工裝夾具的要求較高,焊接后會在接頭處留下魚鱗紋、飛邊、匙孔以及焊縫減薄等特征. Widener等[4]最先將靜止軸肩應用到FSW當中,增加了焊縫表面的光潔度并對焊縫質量有所改善. Li等[5]研究了不同轉速下NRSA-FSW接頭的顯微組織,認為NRSA-FSW有助于增加接頭微觀組織均勻性. 劉景麟等[6]就NRSA-FSW的溫度與應力進行數值模擬分析,認為靜止軸肩輔助工藝具有降低焊縫區域的溫度峰值以及殘余應力峰值的效果. 許志武等[7]研究了靜止軸肩輔助技術在鋁鎂攪拌摩擦搭接焊的應用,認為靜止軸肩有利于增強上下板之間的材料交換. 當前大多數NRSA-FSW研究著重于探究改變工藝參數對接頭的微觀組織與力學性能的影響. 關于FSW添加靜止軸肩輔助后對接頭造成的微觀組織和力學性能改變方面還需要更進一步的探索. 本文創新性的采用可拆卸式的組合焊具,靜止軸肩可直接安裝在焊頭外進行焊接試驗,NRSA-FSW試驗的內部運動焊頭與FSW試驗使用的焊頭為同一個,最大限度的控制試驗變量. 本試驗對2219-T6高強鋁合金4 mm厚板材在相同轉速、行進速度和壓深下,觀察添加外部靜止軸肩輔助的FSW對接頭表面成形的影響,分析焊縫微觀組織并對焊縫的力學性能同FSW進行對比分析.
1 ? 試驗材料與方法
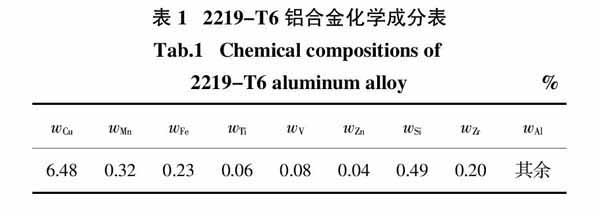
試驗使用240 mm×100 mm×4 mm的2219-T6鋁合金板材作為焊接材料,表1為其化學成分組成. 試驗所用的NRSA-FSW焊具以及試驗平臺均為中南大學自行研制,焊接形式為單道對接焊. 試驗前,先對FSW和NRSA-FSW進行工藝窗口探索,本次試驗所用NRSA-FSW和FSW的焊接參數均為主軸轉速1 200 r/min,行進速度150 mm/min,壓深3.8 mm,NRSA-FSW和FSW均使用無傾角焊接. 圖1為NRSA-FSW焊頭局部示意圖,其中攪拌頭的軸肩寬度為9.8 mm,攪拌針頂部直徑為3.5 mm,根部直徑為4 mm,針長3.8 mm,外部的輔助靜止軸肩直徑為12.6 mm. 焊接前,使用銑刀對板材對接面進行銑削處理,從而保證對接貼合無縫隙,并使用角磨機打磨材料上下表面去除其氧化膜.
本次分析試驗是材料在焊后自然時效7 d 后進行的. 垂直于焊縫截取拉伸樣和金相試樣,由凱勒試劑(2 mL HF + 3 mL FCL + 5 mL HNO3 + 190 mL H2O)腐蝕后借助超景深三維顯微鏡觀察和分析焊縫宏觀形貌以及接頭各區域的顯微組織. 顯微硬度測試采用數字式顯微硬度計,試驗加載載荷為500 g、加載時間為15 s;拉伸試驗采用電子萬能試驗機,其拉伸速度為2 mm/min. ?拉伸試驗結束后,截取試樣焊核部分將其兩端合并、冷鑲,經打磨腐蝕后使用超景深三維顯微鏡對拉伸斷裂位置進行分析;使用場發射掃描電鏡觀察接頭拉伸斷口形貌并對接頭橫截面粗大顆粒分布進行分析;使用X射線能譜分析儀(Energy Dispersive Spectrometer,EDS)分析材料粗大顆粒元素組成.
2 ? 試驗結果和分析
2.1 ? 焊縫表面成形
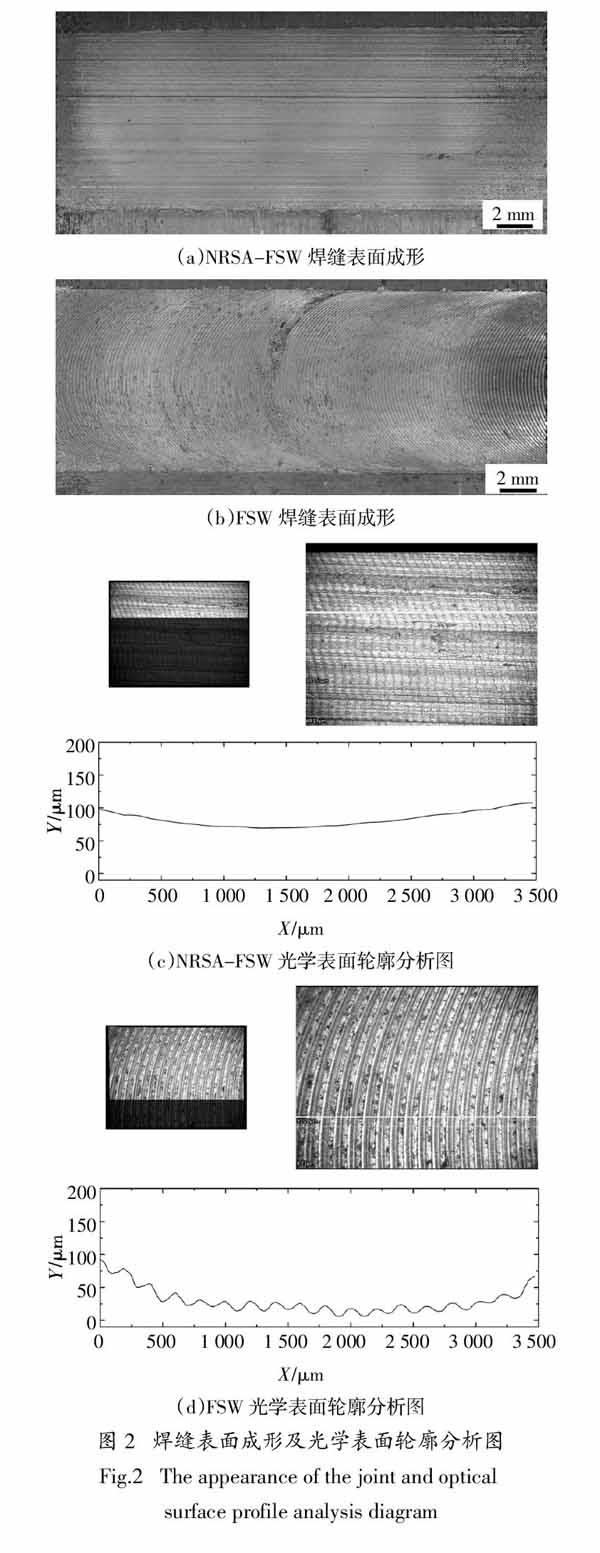
圖2(a)(b)為NRSA-FSWRF和FSW的焊縫接頭表面形貌. 圖2(c)(d)為NRSA-FSW和FSW光學表面輪廓分析圖. NRSA-FSW接頭寬度為11.8 mm,尺寸大于內部動軸肩,小于外部靜止軸肩,FSW焊縫寬度為9.8 mm,與軸肩寬度一致. 在圖2(a)(b)中可以看到,FSW接頭沿焊縫走向為分布規律的半圓弧狀“魚鱗紋”結構,圓弧直徑與軸肩直徑一致,焊縫兩側有少量飛邊. NRSA-FSW接頭表面相對光滑,成形良好,沿焊接行進方向有輕微刮擦痕跡. FSW在焊接行進過程中,攪拌頭會存在短暫的停留,停留期間材料表層塑性材料會從攪拌頭外緣擠壓出來,在后退側形成半圓形疊紋的“魚鱗紋”[8]. NRSA-FSW焊接過程中隨著焊接的行進,由于后方輔助靜止軸肩的平動,會將前方動軸肩新生成的魚鱗紋抹平,繼而形成相對光滑的焊接面.
NRSA-FSW焊接過程中,內部轉動攪拌頭、輔助靜軸肩、母材、底部墊板之間會形成封閉的擠壓模. 外部靜軸肩可以將塑性金屬材料封閉在擠壓模內,外部靜軸肩在頂鍛、擠壓和回填由內部旋轉焊頭擠出的金屬而形成焊縫的過程中起到關鍵作用,幾乎不會產生因擠壓模內塑性金屬外溢而造成飛邊[9-10].焊接方向選取檢測線,由圖2(c)(d)可以看出,NRSA-FSW表面呈現平滑曲線,而FSW表面則呈現出波紋狀曲線. 沿著焊接方向為橫坐標,板厚方向為縱坐標,選取中間段曲線相對平穩部分橫坐標在100 μm范圍內,NRSA-FSW縱坐標波動范圍為3~7 μm,而FSW波動范圍為20~25 μm,可見NRSA-FSW可顯著提高焊接表面平整度.
2.2 ? 焊縫接頭組織分析
圖3(a)為NRSA-FSW超景深三維顯微鏡下的接頭顯微組織圖像,焊縫整體形貌呈現上寬下窄的“U”狀. 接頭由位于焊縫中心的NZ、NZ兩側熱機影響區(Thermo-Mechanically Affected Zone,TMAZ)和TMAZ外側的熱影響區(Heat Affected Zone,HAZ)以及母材區(Base-Metal,BM)組成. 在NZ可以觀察到層狀疊加的洋蔥環組織. 洋蔥環的形成是由于焊接過程中攪拌針附近材料受到剪切力作用,從攪拌針頂端帶動到攪拌針底端,焊核組織受擠壓形成的帶狀結構[11].
對比金相圖中接頭的前進側(Advancing Side,AS)和后退側(Retracting Side,RS),可以觀察到前進側的NZ同TMAZ分界線更加清晰,后退側分界線相對模糊,這是因為AS材料在攪拌針的驅動下塑性流動方向同焊接行進方向相同,但是會同母材產生巨大的剪切流動,而RS材料的塑性流動會隨攪拌針的旋轉匯合在一起,所以AS材料的塑性流動梯度大于RS材料,故界限更加明顯[12].
由圖3(b)(d)可以觀察到,NRSA-FSW接頭前進側TMAZ寬度較窄,后退側較寬;TMAZ晶粒組織沿同一方向被顯著拉長,這是因為在焊接過程中伴隨攪拌針旋轉,存在沿著攪拌針輪廓向上的塑性流動,TMAZ同時受到攪拌針的機械攪拌作用和熱循環作用,晶粒長大. HAZ僅受熱循環作用,晶粒長大[13]. BM組織為軋制態板材長條狀晶粒,這里母材和HAZ的界限模糊. 從圖3(c)可知,NZ為細小的晶粒組織. 這種晶粒組織的形成是因為NZ在攪拌頭的強烈機械攪拌作用下發生了動態再結晶,從而形成細小的等軸晶粒. 圖3(e)(f)為掃描電鏡拍攝的部分AS和RS,圖中的白色粒子為接頭的粗大第二相顆粒.
圖3(g)為接頭粗大顆粒的EDS成分分析,其主要由Al、Cu元素組成,Al元素的原子百分比占69.5%,Cu元素的原子百分比占30.5%,判斷第二相粗大顆粒為Al2Cu. 從圖3(e)(f)中可以看出Al2Cu粒子在NZ、TMAZ、HAZ中有所不同,HAZ中粒子大小不一,分布隨機. TMAZ中的Al2Cu粒子沿相同方向呈線狀分布,與TMAZ的晶粒組織拉長取向一致,受到機械攪拌作用向相同方向被拉長,TMAZ與NZ的分界明顯. NZ中Al2Cu粒子尺寸相對較小,這是由于NZ受到攪拌針劇烈的機械攪拌破碎作用.
從圖3(e)(f)可以看出存在直徑為10 μm左右的Al2Cu顆粒,由奧羅萬強化定律可知,1 ~ 100 nm的粒子才對材料的力學性能具有明顯的強化作用,因此這些粗大的顆粒對合金的強度并不會起到強化作用. 同時,粗大顆粒的變形能力與基體存在差異,故粗大顆粒附近容易出現應力集中,成為疲勞、斷裂的發源地[14].
圖3(h)為FSW顯微組織圖,可以觀察到接頭頂部輪廓呈現鋸齒狀,這是因為FSW接頭表面存在魚鱗紋,對試樣垂直于焊接行進方向截取便會形成這種輪廓特征. 由圖3(a)(h)可以發現,NRSA-FSW的頂部光滑與BM高度一致,接頭無減薄,無飛邊,具有較好的表面成形. NRSA-FSW相比于FSW接頭具有相對較窄的TMAZ,尤其是在RS. 這是由于在焊接過程中靜止軸肩限制了塑性材料垂直方向的上下流動,NRSA-FSW焊接縱向層流相對弱于FSW.
2.3 ? 焊縫接頭的力學性能分析
圖4為FSW和NRSA-FSW接頭橫截面顯微硬度分布圖. 由圖4(a)(b)可以發現,FSW和NRSA-FSW接頭顯微硬度均呈現中間低兩邊高的規律,焊接區(NZ、TMAZ、HAZ)顯微硬度明顯低于BM. 這種接頭軟化現象是鋁合金FSW的典型特征[15-16].圖4(a) FSW接頭中可以看出下部接頭軟化區最窄,上部的軟化區最寬,這與接頭金相圖中NZ上寬下窄的“U”狀形貌相似.
試驗所取的三種顯微硬度中,FSW焊縫組織在NZ距上表面3 mm的下部平均顯微硬度值最高,距上表面1 mm的上部最低. 這是由于攪拌針為上寬下窄的倒梯形結構,在焊接行進過程中,攪拌針底部直徑小,相同時間下底部攪拌針作用時間短,產熱較少,同時接頭底部靠近背部墊板,散熱快,因此底部溫度較低,強化相相對回溶少造成的. FSW焊縫組織顯微硬度谷值區域分布在靠近AS的NZ以及TMAZ.
圖4(b)為NRSA-FSW顯微硬度分布圖,接頭同樣呈現“U”型,不過與FSW相比,NRSA-FSW接頭軟化區域較寬. 這是由于在焊接行進的過程中,雖然NRSA-FSW內部旋轉攪拌頭與FSW攪拌頭產生的熱量相同,但NRSA-FSW外部輔助靜止軸肩的存在會對工件表面附加強大的壓強,在焊接行進過程中靜軸肩會與工件表面產生滑動摩擦以及會為工件表層材料帶來塑性形變,靜軸肩產熱大于表面接觸散熱,因此,NRSA-FSW相比FSW的溫度峰值較高,HAZ的范圍大,所以NRSA-FSW產生較寬的接頭軟化區. NRSA-FSW焊縫組織顯微硬度較低值區域分布在NZ. 對比圖4(a)(b)可以發現,FSW焊核區上中下顯微硬度分層明顯,NRSA-FSW焊核區不存在明顯的顯微硬度分層現象,安裝外部靜止軸肩輔助有助于提高NZ顯微硬度的均勻性. 從圖4(c)(d)(e)可以觀察到,在距上表面1 mm的上部,NRSA-FSW在NZ的平均顯微硬度要高于FSW,距上表面2 mm的中部,二者平均顯微硬度相近,距上表面3 mm下部,NRSA-FSW平均顯微硬度要低于FSW.
在相同轉速、行進速度和壓深的情況下,NRSA-FSW和FSW的拉伸曲線圖如圖5所示,NRSA-FSW和FSW的平均抗拉強度分別為323 MPa和333 MPa. 2219-T6焊接母材的抗拉強度為448 MPa,NRSA-FSW和FSW抗拉強度分別達到母材的72%和74%. 由此可以看出,NRSA-FSWRF在抗拉強度上略低于FSW,總體相差不大.
2.4 ? 斷口分析
圖6為FSW和NRSA-FSW接頭斷裂位置圖. 圖6(a) FSW的斷裂是從底部AS位置沿著TMAZ輪廓向上45°斷裂,這與顯微硬度分布一致. 圖6(b) NRSA-FSW的斷裂位置為從底部中央開始斷裂,向AS方向傾斜45°,在顯微硬度相對較低的NZ斷裂,分析認為這是由于外部輔助靜止軸肩的安裝,使得(內部動)軸肩的下壓量相比FSW軸肩下壓量小,同時由于NRSA-FSW使用無傾角焊接使得最底層材料受熱弱連接的薄層,拉伸時由底部弱連接的板材對接線處開始產生裂紋,沿顯微硬度相對較低的NZ擴展,最終形成與加載方向呈45°的斷裂面.
圖7(a)(b)為FSW和NRSA-FSW接頭在放大500倍時拉伸斷口形貌的SEM顯微照片,拍攝于斷口中心位置,如圖7(c)所示. 可以看出,兩者的斷口處均存在大量韌窩和撕裂棱,呈現出典型的韌性斷裂特征,韌性斷裂過程是微孔形成與聚集的過程. 拉伸過程中在切應力作用下位錯的塞積運動形成了微孔,微孔不斷長大并與其他微孔聚合在一起形成裂紋,裂紋不斷擴展最終使焊縫發生斷裂. 所不同的是,FSW的焊縫斷口中韌窩尺寸較小、數量更多且相對均一,從而減少了韌窩之間滑移帶的數量,縮小了局部應力集中,從而表現出相對較好的拉伸性能.
3 ? 結 ? 論
1)NRSA-FSW在焊接過程中的外部靜止軸肩平動刮擦作用可顯著提高焊縫表面平整度,相對于FSW,NRSA-FSW焊縫成形美觀,焊縫表面相對光滑、無魚鱗紋和飛邊,接頭無減薄.
2)安裝外部靜止軸肩輔助有助于提高NZ顯微硬度的均勻性,同時NRSA-FSW接頭軟化區相比FSW有所增加. FSW顯微硬度較低值分布在靠近AS的NZ以及前進側TMAZ,NRSA-FSW出現在NZ.
3)在攪拌頭轉速為1 200 r/min、焊接行進速度為50 mm/min、軸肩壓深3.8 mm均相同的情況下 ,NRSA-FSW和FSW的平均抗拉強度分別為323 MPa和333 MPa,抗拉強度相近 .
參考文獻
[1] ? ?THOMAS W M. Friction stir butt wleding:US 5813592[P]. 1998-09—29.
[2] ? ?王佶. 高強鋁合金攪拌摩擦焊接機理及接頭性能調控[D]. 秦皇島:燕山大學,2014:4—5.
WANG J. The welding mechanism and performance adjustment of friction-stir-welded joints of high-strength aluminum alloy[D]. Qinhuangdao:Yanshan University,2014:4—5. (In Chinese)
[3] ? ?董繼紅. 高強鋁合金雙軸肩攪拌摩擦焊工藝及機理研究[D]. 北京:北京化工大學,2017:1—3.
DONG J H. Study on welding technology and mechanism of high strength aluminum alloy processed by bobbin-tool friction stir welding[D]. Beijing:Beijing University of Chemical Technology,2017:1—3. (In Chinese)
[4] ? ?WIDENER C A,TALIA J E,TWEEDY B M,et al. High-rotational speed friction stir welding with a fixed shoulder[C]// 6th International Symposium on Friction Stir Welding. Montreal:Wichita State University,2006:S8B-P1.
[5] ? ?LI J Q,LIU H J. Effects of tool rotation speed on microstructures and mechanical properties of AA2219-T6 welded by the external non-rotational shoulder assisted friction stir welding[J]. Materials & Design,2013,43:299—306.
[6] ? ?劉景麟,呂贊,陳克鵬,等. 靜止軸肩對FSW溫度與應力影響的數值模擬[J]. 精密成形工程,2019,11(3):144—149.
LIU J L,LYU Z,CHEN K P,et al. Effect of stationary shoulder on welding temperature and stress during friction stir welding investigated by numerical simulation[J]. Journal of Netshape Forming Engineering,2019,11(3):144—149. (In Chinese)
[7] ? ?許志武,李政瑋,馮艷,等. 靜軸肩輔助鋁鎂攪拌摩擦搭接接頭的組織與性能[J]. 焊接學報,2017,38(4):1—6.
XU Z W,LI Z W,FENG Y,et al. Microstructure and mechanical properties of Mg/Al friction stir lap welding joint assisted by stationary shoulder[J]. Transactions of the China Welding Institution,2017,38(4):1—6. ?(In Chinese)
[8] ? ?KRISHNAN K N. On the formation of onion rings in friction stir welds[J]. Materials Science and Engineering:A,2002,327(2):246—251.
[9] ? ?武穎,李迎,張玉芝. 2219鋁合金靜止軸肩攪拌摩擦焊接頭組織及性能[J]. 宇航材料工藝,2018,48(3):56—60.
WU Y,LI Y,ZHANG Y Z. Microstructure and properties of 2219 aluminum alloy joint obtained by stationary shoulder friction stir welding[J]. Aerospace Materials & Technology,2018,48(3):56—60.
[10] ? ?申浩,楊新岐,李冬曉,等. 6061-T6鋁合金的靜止軸肩攪拌摩擦焊工藝及組織性能[J]. 焊接學報,2016,37(5):119—123.
SHEN H,YANG X Q,LI D X,et al. Microstructures and mechanical properties of 6061- T6 aluminum alloy welded by stationary shoulder friction stir welding process[J]. Transactions of the China Welding Institution,2016,37(5):119—123. (In Chinese)
[11] ?CHEN Z W,CUI S. On the forming mechanism of banded structures in aluminium alloy friction stir welds[J]. Scripta Materialia,2008,58(5):417—420.
[12] ?賀地求,薛飛,孫友慶. C18150合金攪拌摩擦焊焊縫微觀組織與力學性能分析[J]. 焊接學報,2019,40(11):93—99.
HE D Q,XUE F,SUN Y Q. Microstructure and mechanical characterization of a friction-stir-welded C18150 butt joint[J]. Transactions of the China Welding Institution,2019,40(11):93—99. (In Chinese)
[13] ?CHEN S,JIANG X. Texture evolution and deformation mechanism in friction stir welding of 2219Al[J]. Materials Science and Engineering:A,2014,612:267—277.
[14] ?HOLZWARTH U,STAMM H. The precipitation behaviour of ITER-grade Cu-Cr-Zr alloy after simulating the thermal cycle of hot isostatic pressing[J]. Journal of Nuclear Materials,2000,279(1):31—45.
[15] ?FONDA R W,BINGERT J F. Precipitation and grain refinement in a 2195 Al friction stir weld[J]. Metallurgical and Materials Transactions A,2006,37(12):3593—3604.
[16] ?SIMAR A,BRECHET Y,DE MEESTER B,et al. Microstructure,local and global mechanical properties of friction stir welds in aluminium alloy 6005A-T6[J]. Materials Science and Engineering:A,2008,486(1/2):85—95.
收稿日期:2020-08-12
基金項目:國家重點研發計劃資助項目(2019YFA0709000),National Key R&D Project of China(2019YFA0709000)
作者簡介:賀地求(1963—),男,湖南婁底人,中南大學教授,碩士生導師
通信聯系人,E-mail:861010572@qq.com
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24