輸水用螺旋縫雙金屬復合管焊接工藝研究
2021-09-26 07:45:24孫志剛谷海龍袁華麗徐忠春王遠征
焊管 2021年9期
孫志剛,谷海龍,袁華麗,徐忠春,王遠征
(1.渤海裝備華油鋼管公司,河北 青縣 062658;2.渤海裝備鉆井裝備公司,河北 青縣 062658)
0前言
隨著國民經濟的發展,人們對生活質量的要求越來越高,為保證人民生活用水的質量,對供水管道的材質提出了更高的要求[1]。碳鋼內襯不銹鋼復合管兼顧了碳鋼和不銹鋼材料的優點,在輸送水、煤氣等介質的過程中耐蝕性強、密封性好,同時克服了塑料管易漏水、老化的問題,因而近年來得到了工程建筑單位的青睞,具有良好的技術特點和應用前景[2-3]。目前通常采用機械復合和冶金復合兩種方法生產雙金屬復合管[4]。冶金復合管相對于機械復合管具有良好的界面結合強度,能夠在高溫環境下使用,不受材料性能限制,避免了機械復合管在使用過程中出現分層、塌陷等質量問題[5]。本研究采用基層為碳鋼Q235B、復層為304不銹鋼的冶金雙金屬復合鋼板進行螺旋縫雙金屬復合管的生產,對其焊接工藝、焊接材料的選擇進行了分析和研究。
1 焊接方法分析
由于螺旋焊管成型工藝的特點,在生產螺旋縫雙金屬復合管時,為了保證鋼管的焊接質量和生產效率,對焊接生產工藝提出了較高的要求[6]。目前雙金屬復合管常用的焊接方法見表1,根據表1的對比結果可知,鎢極氬弧焊和埋弧焊兩種工藝更具有操作性。針對這兩種方法進行焊接試驗,焊接參數見表2,焊接坡口形式如圖1所示。

表1 雙金屬復合管常用焊接方法對比
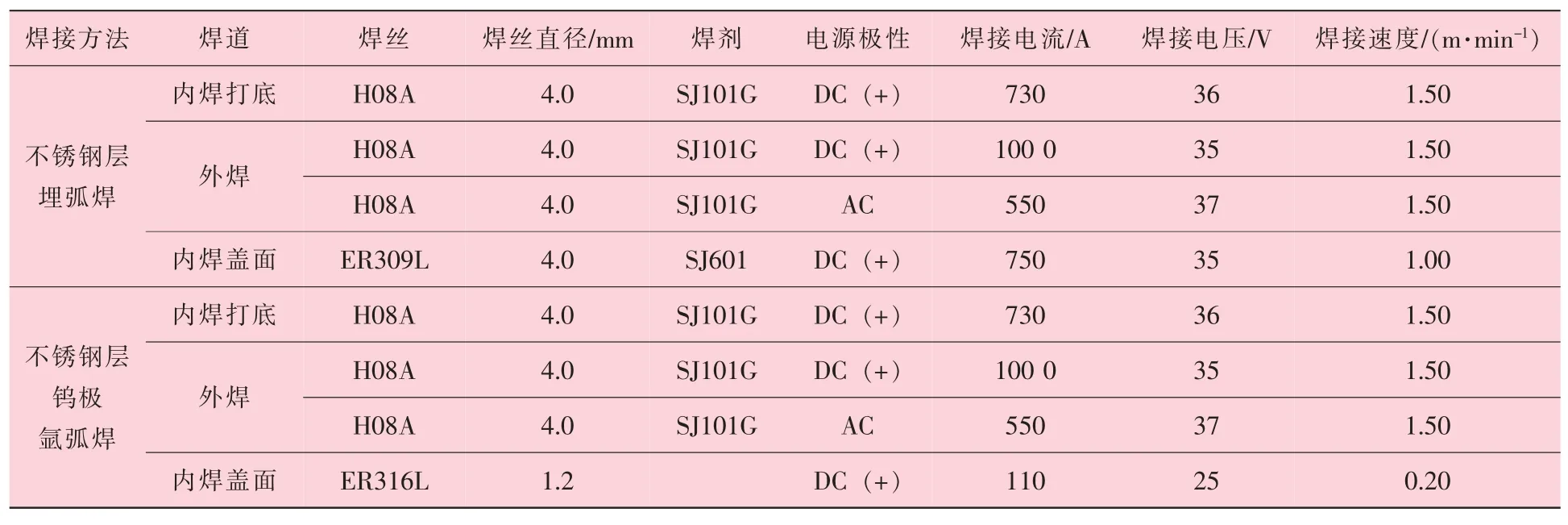
表2 雙金屬復合管焊接對比試驗參數
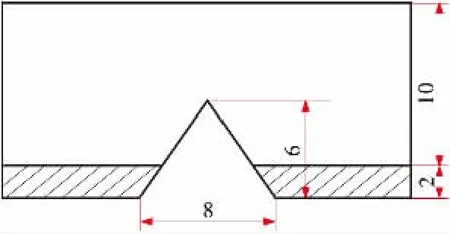
圖1 焊接方法對比試驗坡口形式(單位:mm)
焊接完成后,對兩種焊縫的形貌及化學成分進行對比,焊縫形貌如圖2所示,化學成分對比見表3。由表3可以看出,不銹鋼層采用鎢極氬弧焊進行焊接,焊縫化學成分稀釋率雖然較埋弧焊低,但采用常規焊材仍無法達到304不銹鋼焊縫的標準要求。同時,為了避免Cr、Ni等元素燒損和氧化,在采用鎢極氬弧焊工藝時,一般采用氬氣等惰性氣體進行焊縫背面保護,該方法不適用于螺旋焊管的制造工藝,因此經綜合分析,確定采用埋弧焊進行復合管焊接試驗。
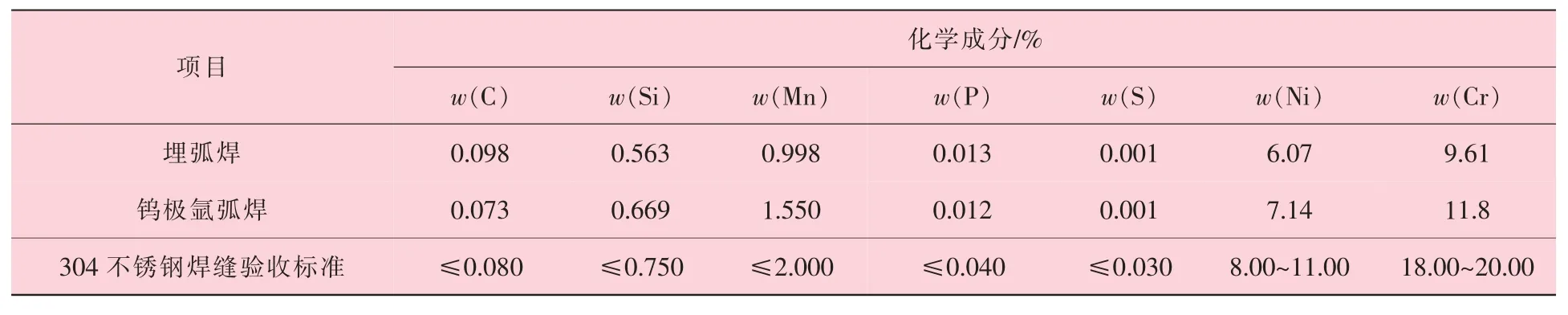
表3 對比試驗焊縫化學成分
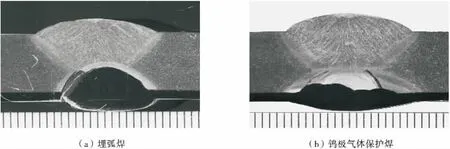
圖2 不同焊接方法焊縫形貌對比
2 焊接材料選擇
焊接過程中當接頭處母材和填充金屬成分差異較大時,由于兩者的化學位或活度差很大,在一定溫度下會發生明顯的碳遷移現象[7]。由于埋弧焊具有稀釋率高的特點,在雙金屬復合管焊接時,由于碳鋼層和不銹鋼層的化學成分差異,在焊接時會發生碳遷移,碳由低Cr的碳鋼層向富Cr的不銹鋼層遷移,導致不銹鋼層被嚴重稀釋。同時在碳鋼層和不銹鋼層交界處,還會形成高硬度的增碳區和低硬度的脫碳區,引起熔合區的脆化和裂紋的產生。此外,不銹鋼層焊縫的稀釋和碳的擴散會降低不銹鋼層焊接接頭的抗腐蝕能力,因此對于雙金屬復合管焊接材料的選擇尤為關鍵。
2.1 過渡層焊接材料
過渡層不僅要能隔離碳鋼層與不銹鋼層,而且還要能補償不銹鋼層因稀釋引起的合金元素(Cr、Ni等)降低,使得復層焊縫的合金成分保持應有的水平[8]。所以過渡層焊接材料選擇需根據兩側焊縫的化學成分進行確定。根據上述焊接材料選擇規律,碳鋼層選用H08A焊絲,不銹鋼層選用ER309L焊絲,過渡層分別選用H08A、H08MnMoTiB及ER309L焊絲進行焊接試驗。當過渡層選用H08A及H08MnMoTiB焊絲時,焊接順序為先進行內側過渡層焊接,再進行不銹鋼層焊接,最后進行外側碳鋼層焊接;當過渡層選用ER309L焊絲時,由于與不銹鋼層焊材一致,所以直接進行雙絲焊,一道完成內焊過渡層及不銹鋼層焊接。
焊接后的焊縫形貌如圖3所示。采用埋弧焊進行過渡層及不銹鋼層焊接,過渡層焊縫金屬大部分被不銹鋼層焊縫熔合。上述焊接采用直流正接模式,為減小焊縫熔合比,將不銹鋼層焊接模式改為直流反接及交流模式以減小熔深,但改觀不大,兩種模式下熔合比均處于較高水平。同時在使用H08MnMoTiB焊絲進行過渡層焊接時,不銹鋼層焊縫中出現了沿結晶方向的熱裂紋,經分析主要原因為不銹鋼層焊縫為馬氏體組織,馬氏體相中聚集著高密度的位錯結構,其能量較奧氏體高,同時在相界也有較高的能量,容易成為點蝕源從而發生點蝕,使材料的點蝕敏感性增強,并且常常以點蝕為起源,導致應力腐蝕開裂和腐蝕疲勞[9]。對上述三種不銹鋼層焊縫按照舍弗勒圖計算焊縫中的Creq及Nieq,并進一步推斷焊縫組織,經測算不銹鋼層焊縫組織均為馬氏體,進一步證明焊縫中產生裂紋缺陷的主要原因與馬氏體組織有關。
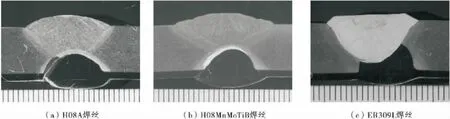
圖3 采用不同過渡層焊接材料時焊縫的低倍形貌
根據試驗可以得出以下結論:①由于埋弧焊熔敷效率高,過渡層焊縫大部分會被不銹鋼層熔化,所以采用多層焊接的意義不大,可采用不銹鋼焊材直接完成過渡層及不銹鋼層焊接;②消除馬氏體應力裂紋的主要方式為焊前預熱或焊后熱處理,上述方法均不適用于螺旋焊管的制造過程,所以還需從焊縫組織方面著手,將其組織由馬氏體轉變為奧氏體;③由于埋弧焊具有較好的合金元素稀釋率,不銹鋼層焊接材料較不銹鋼層母材Ni、Cr元素增加不明顯時,使得無論過渡層使用何種焊接材料,不銹鋼層焊縫組織均以馬氏體為主,所以不銹鋼層的焊接材料更加重要。
2.2 不銹鋼層焊接材料
奧氏體不銹鋼采用埋弧焊進行焊接時,要求焊絲中C的質量分數不得高于母材,且Ni、Cr的質量分數比母材高[10],從而保證焊縫組織的同時提高焊縫的耐蝕性。依據上述研究,通過大量焊接試驗,不斷對焊絲成分進行調整優化,最終優選出兩種適用于雙金屬復合管埋弧焊焊接的專用焊絲,分別是Cr質量分數較高的SY-1焊絲和Ni質量分數較高的HS625焊絲。結合前期試驗結果,外焊匹配H08MnA焊絲,按照表4所示焊接參數進行試驗,并進行焊縫性能檢測。

表4 不銹鋼層焊接試驗參數
焊縫形貌如圖4所示。兩種焊縫成形整體過渡較好,但是在使用HS625焊絲進行不銹鋼層焊接時,碳鋼層焊縫中沿結晶方向出現了裂紋缺陷。初步分析為進行碳鋼層焊接時,不銹鋼層焊縫中的Ni元素向碳鋼層過渡,促使淬硬組織的形成,產生了淬硬脆化裂紋。
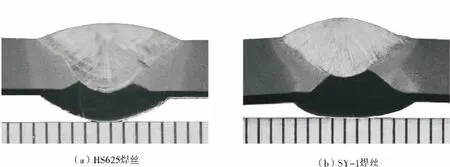
圖4 不銹鋼層不同焊材焊縫低倍形貌
對上述兩種焊縫按照舍弗勒圖計算焊縫中的Creq及Nieq,并進一步推斷焊縫組織。經測算,使用HS625焊絲的焊縫組織為奧氏體,使用SY-1焊絲的焊縫組織為奧氏體+10%鐵素體。同時兩種焊縫的化學成分均高于標準中304不銹鋼的化學成分,能夠達到耐腐蝕性能要求。
對兩種焊縫試樣進行拉伸及導向彎曲試驗,拉伸性能均符合標準要求;使用HS625焊絲的焊縫導向彎曲試驗全部合格,使用SY-1焊絲的焊縫正彎50°開裂,復驗合格,但焊縫表面存在不超標裂紋。經分析導向彎曲正彎開裂原因主要是由于外焊(碳鋼層)焊縫焊接時熔入了部分內焊(不銹鋼層)焊縫中的金屬元素,鐵素體相向奧氏體相轉變加快,這促進了析出相(尤其是σ相)的析出,σ相是一種硬度高的金屬間相,其平均顯微硬度可達900HV,遠大于鐵素體組織和奧氏體組織的平均顯微硬度值[11],使得焊縫區域硬度明顯高于母材及熱影響區,在彎曲試驗時,焊縫變形量小,導致在正彎時沿焊縫邊緣開裂。
根據試驗可以得出以下結論:①不銹鋼層焊接材料選用HS625焊絲(w(Ni)=35%~52%)或SY-1焊絲(w(Cr)=40%~48%),均能得出化學成分合格且組織主要為奧氏體的焊縫,但是使用高Ni焊絲時,會向碳鋼層焊縫中過渡較多Ni元素,使得碳鋼層焊縫產生淬硬脆化裂紋的傾向加大,同時高Ni焊絲成本約為高Cr焊絲的2倍;②碳鋼層選用碳鋼焊絲或低合金鋼焊絲時,由于熔合了部分不銹鋼焊縫中的化學元素,會使得碳鋼層焊縫中合金元素處于中等水平,焊縫硬度高,使其力學性能不穩定,需進一步研究碳鋼層焊材匹配問題。
2.3 碳鋼層焊接材料
傳統觀念及相關規定大多主張焊縫等強匹配或超強匹配,認為焊縫的強度高一些更為安全[12],但在進行不銹鋼層焊接材料匹配試驗時發現,使用上述方法進行焊接時,碳鋼層焊縫性能不穩定,所以需要針對復合管特點進行相關焊接試驗。在不銹鋼層焊接材料匹配試驗的基礎上,采用相同試板使用SY-1焊絲進行了碳鋼層焊接試驗,并與前期使用H08MnA焊絲焊接得到的試驗結果進行對比,焊縫形貌如圖5所示。從焊縫形貌來看,焊縫成形均較好,無裂紋或其他缺陷出現。對碳鋼層焊縫進行維氏硬度試驗,結果見表5,由表5可以看出,使用SY-1焊絲焊接的碳鋼層焊縫硬度明顯下降。
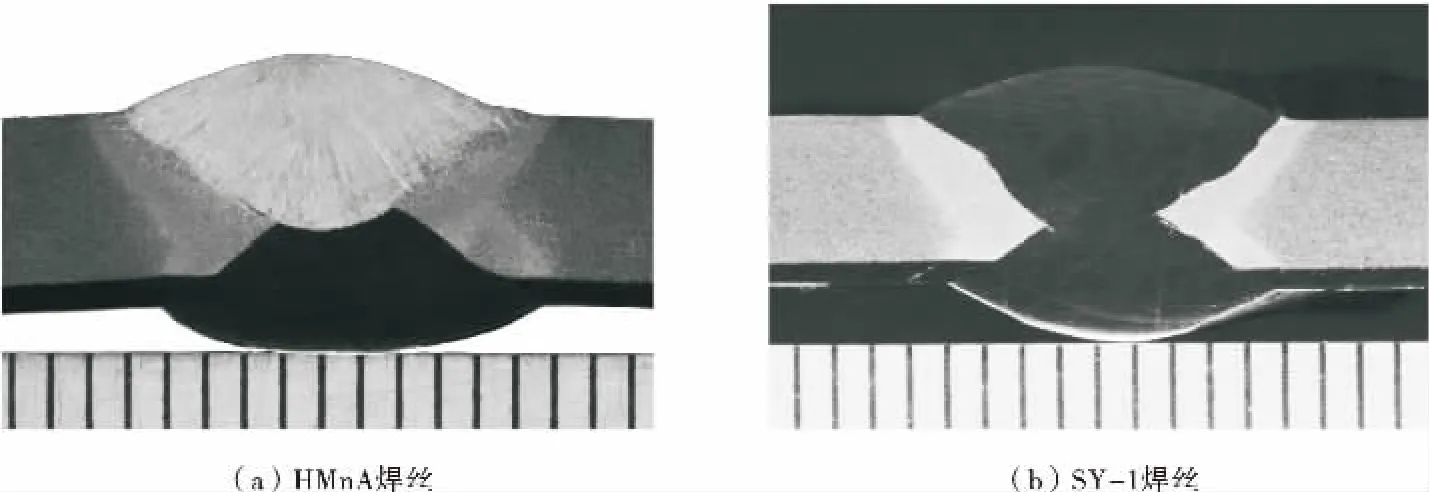
圖5 碳鋼層不同焊材焊縫低倍形貌
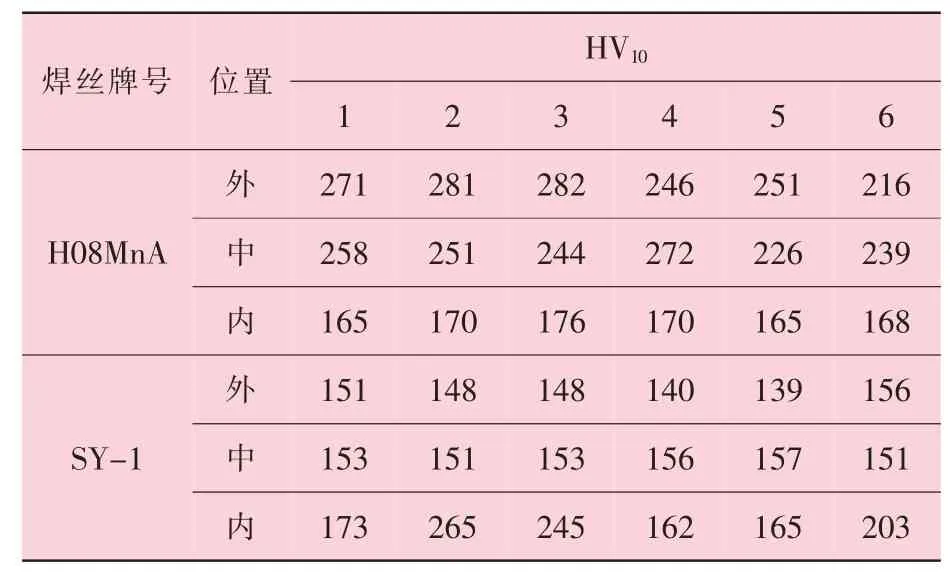
表5 碳鋼層不同焊材匹配焊縫硬度檢測結果
根據以上試驗可以確定碳鋼層焊接材料可選用與不銹鋼層成分相當的焊絲,使得焊縫組織向奧氏體+鐵素體組織轉變。由于鐵素體含碳量很低,性能與純鐵相似,具有良好的塑性和韌性以及低的強度和硬度[13],使其與熱影響區、母材硬度匹配,避免正彎不合格情況的出現。
3 生產試制及性能檢測
3.1 生產試制
采用規格為(5.0+0.8)mm×1 110 mm的Q235B+304冶金雙金屬復合鋼板進行螺旋縫雙金屬復合管的生產試制,復合管規格為Φ508 mm×(5.0+0.8)mm,焊接工藝參數見表6。試制的雙金屬復合管經X射線工業電視及超聲波手工檢測,焊縫質量全部合格。

表6 螺旋縫雙金屬復合管焊接工藝參數
3.2 拉伸及彎曲性能
制管完成后按照GB/T 32958—2016《流體輸送用不銹鋼復合鋼管》[14]相關要求進行力學性能試驗,試驗結果見表7。由表7可以看出,管體橫向及焊縫強度均符合標準要求,焊縫強度匹配系數適中。對焊縫進行導向彎曲試驗,彎心直徑46 mm,彎曲角度180°,試驗后母材、熱影響區和焊縫均未見裂紋或斷裂。
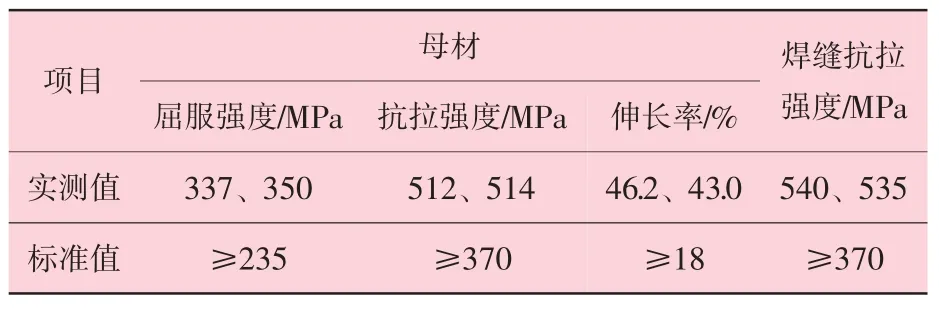
表7 螺旋縫雙金屬復合管拉伸性能試驗結果
3.3 化學成分
按照GB/T 32958—2016《流體輸送用不銹鋼復合鋼管》及GB/T 31940—2015《流體輸送用雙金屬復合耐腐蝕鋼管》[15]要求進行化學成分檢測,結果見表8。由表8可以看出,復層母材化學成分符合標準要求,焊后焊縫化學成分高于標準中304不銹鋼的化學成分要求,達到310不銹鋼的標準水平。通過舍弗勒圖計算復層焊縫Creq=29.08%,Nieq=19.83%,為奧氏體+10%鐵素體組織。

表8 螺旋縫雙金屬復合管焊縫化學成分
3.4 硬度
GB/T 32958—2016《流體輸送用不銹鋼復合鋼管》中要求:經供需雙方協商并在合同中注明復合鋼管可進行硬度試驗,硬度指標由供需雙方協商確定。GB/T 31940—2015《流體輸送用雙金屬復合耐腐蝕鋼管》中要求:基層硬度≤248HV10、復層硬度≤300HV10。對螺旋縫雙金屬復合管焊縫進行維氏硬度檢測,試驗結果見表9,通過表9可以看出,基層與復層焊縫硬度均符合標準要求。
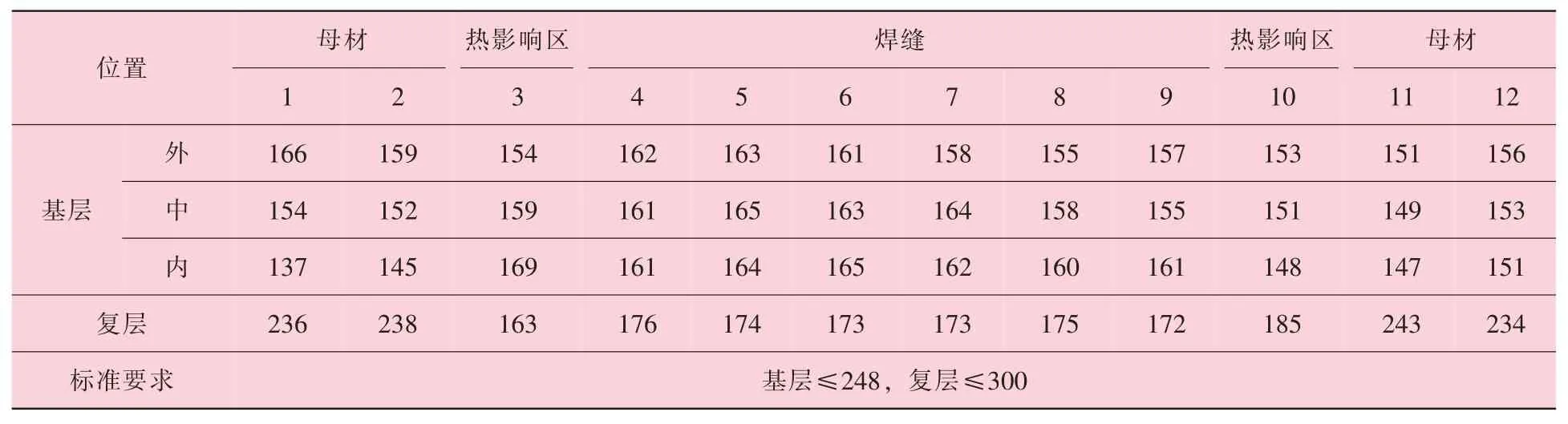
表9 螺旋縫雙金屬復合管焊縫硬度檢測結果(HV10)
3.5 晶間腐蝕
GB/T 32958—2016《流體輸送用不銹鋼復合鋼管》中要求:根據需方要求,供需雙方協商并在合同中注明復合鋼管的復層和復層焊縫可做晶間腐蝕試驗。按照GB/T 4334—2008中方法E的規定進行晶間腐蝕試驗,采用直徑為1 mm的壓頭進行三點彎曲,彎曲后的試樣在10倍放大鏡下觀察,焊縫無裂紋產生。
4結論
(1)采用鎢極氬弧焊、氣體保護焊及埋弧焊進行焊接對比試驗,確定埋弧焊更適用于螺旋縫雙金屬復合管的生產焊接。
(2)由于埋弧焊熔敷效率高,過渡層焊縫會被不銹鋼層熔化,可采用不銹鋼焊材直接完成過渡層及不銹鋼層焊接;不銹鋼層焊接材料宜選用高Cr(≥40%)焊材以保證焊縫化學成分合格且為奧氏體組織的不銹鋼焊縫;碳鋼層選用與不銹鋼層成分相當的焊絲,可有效降低焊縫硬度,使其與熱影響區、母材的硬度匹配。
(3)開發的Φ508 mm×(5.0+0.8)mm規格Q235B+304螺旋縫雙金屬復合管,各項性能指標均滿足GB/T 32958—2016《流體輸送用不銹鋼復合鋼管》及GB/T 31940—2015《流體輸送用雙金屬復合耐腐蝕鋼管》的要求,并具有優異的強度及塑性。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
