Q345R(R-HIC)+S31603耐蝕合金復(fù)合彎頭生產(chǎn)工藝研究
2021-09-26 07:45:30李曉亮
焊管 2021年9期
李曉亮
(四川石油天然氣建設(shè)工程有限責(zé)任公司,成都 610051)
隨著油氣田的開發(fā),強腐蝕性介質(zhì)的輸送成為常態(tài),復(fù)合成型的雙金屬復(fù)合管和管件的使用也越來越多[1-5]。鎳基耐蝕合金復(fù)合板因其極低的含碳量(≤0.02%)兼具較高的抗腐蝕性能被廣泛應(yīng)用[6-8],由冶金復(fù)合板制作的復(fù)合管,其復(fù)合界面的剪切強度超過210 MPa,兼具了基層的力學(xué)性能和復(fù)層的耐蝕性能,能滿足高含硫等特殊工況下場站管線的建設(shè)需求[9-11]。但是針對曲率半徑R=1.5D的耐蝕合金復(fù)合彎頭管件制作尚存在很多技術(shù)難點,大多數(shù)國家主要采用堆焊工藝制備該彎頭[12-14],通過采用冶金復(fù)合板制作復(fù)合管件(三通、大小頭、彎頭)的制造技術(shù)在國內(nèi)尚屬空白。因此,對于管件的成型,尤其是加工精度和質(zhì)量方面的技術(shù),還有待進一步研究。
1 材料性能
制作Q345R(R-HIC)+S31603Φ711 mm×(30+3)mm長半徑90°彎頭。基層材料為Q345R(R-HIC),主要化學(xué)成分見表1,復(fù)層材料S31603的主要化學(xué)成分見表2,Q345R(R-HIC)的力學(xué)性能見表3。
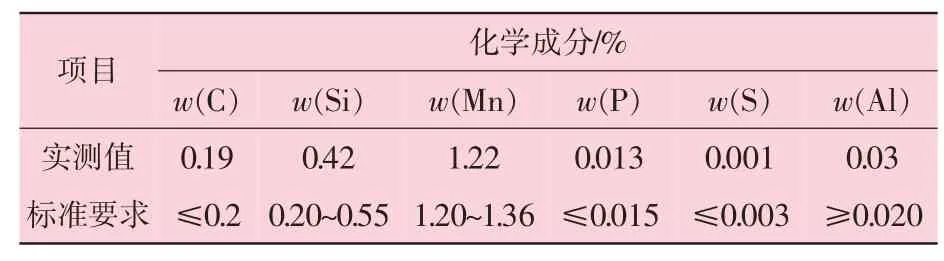
表1 基層材料Q345R(R-HIC)的主要化學(xué)成分

表2 復(fù)層材料S31603的主要化學(xué)成分

表3 Q345R(R-HIC)的力學(xué)性能
2 工藝研究
2.1 成型工藝
本研究中彎頭成型采用不銹鋼復(fù)合板“熱沖壓分瓣對接焊”方法。首先,采用液壓機及相應(yīng)模具將復(fù)合板沖壓成兩瓣彎頭,沖壓成型后,將兩瓣彎頭沿兩條軸向焊縫焊接成型。
彎頭沖壓成型時采用天然氣加熱爐進行加熱,加熱過程中嚴格控制加熱溫度及保溫時間,自第一件毛坯出爐到最后一件毛坯出爐的時間和溫度控制全部采用全自動控制以防止彎頭毛坯過熱、過燒。具體加熱參數(shù)見表4。

表4 彎頭加熱工藝參數(shù)
此外,彎頭毛坯出爐壓制要求速度快,毛坯出爐至第一次壓制時間應(yīng)≤8 min。沖壓成型后,切去毛邊,打磨出坡口進行組裝點焊。
2.2 焊接工藝
2.2.1 坡口
將復(fù)合板開V形坡口,坡口形狀如圖1所示。去除氧化層、油污及毛刺,將復(fù)合板對接、350℃烘干,在預(yù)熱溫度大于80℃條件下,采用E5015碳鋼焊條對基材Q345R進行手工電弧焊連接,而后使用H08Mn焊絲,采用埋弧自動焊對基層焊接至距復(fù)層1.0~1.5 mm時終止;然后采用SJ613焊條對過渡層進行手工電弧焊接,焊接道次為4道次,道間溫度小于90℃;最后采用SJ613焊條對復(fù)層進行手工電弧焊接,工藝條件與過渡層相同。

圖1 復(fù)合板V形坡口形狀及尺寸
2.2.2 焊材選擇
不銹鋼復(fù)合板焊接屬于異種鋼焊接范疇,復(fù)合板焊接時,必然會出現(xiàn)不銹鋼復(fù)層和碳鋼基層過渡層焊接問題。奧氏體鋼和非奧氏體鋼的焊接,由于線膨脹系數(shù)相差大,易出現(xiàn)溫差應(yīng)力引起的裂紋;復(fù)層越厚產(chǎn)生裂紋傾向越大[4]。同時,由于復(fù)層與基層含碳量和合金成分有很大差異,焊接后復(fù)層會產(chǎn)生合金元素稀釋和增碳現(xiàn)象,而基層熔合線附近會有一定的脫碳現(xiàn)象,容易造成耐蝕性及強度下降等問題,所以焊接時應(yīng)選擇含Cr、Ni元素較復(fù)層母材金屬更高的焊條。基層、過渡層和復(fù)層各自焊接材料的選擇需遵循相應(yīng)原則。基層焊接材料的選擇應(yīng)考慮材料力學(xué)性能的匹配。為保證焊接質(zhì)量,基層采用焊條電弧焊+埋弧自動焊,焊條選用E5015-G。DN700彎頭外觀考慮采用埋弧焊,選用H08MnHIC焊絲+SJ613HIC焊劑。
過渡層和復(fù)層的焊接材料選擇應(yīng)考慮化學(xué)成分和抗晶間腐蝕的要求。由于基材含碳量較高,所以不銹鋼復(fù)合板容器的不銹鋼復(fù)層焊材選用E316L-16,過渡層選用低碳焊材E309MoL-16以控制復(fù)層的含碳量。基材的埋弧焊接選擇焊絲配焊劑H08MnHIC+SJ613HIC,其力學(xué)性能和化學(xué)成分分別見表5和表6。基層、過渡層和復(fù)層的焊接材料見表7。
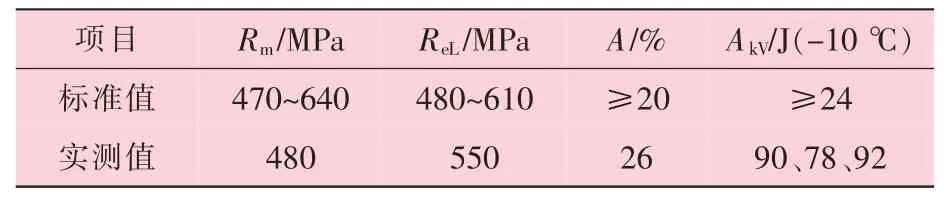
表5 Φ4 mm埋弧焊絲H08MnHIC+焊劑SJ613HIC焊縫的力學(xué)性能

表6 Φ4 mm埋弧焊絲H08MnHIC+焊劑SJ613HIC焊縫的化學(xué)成分
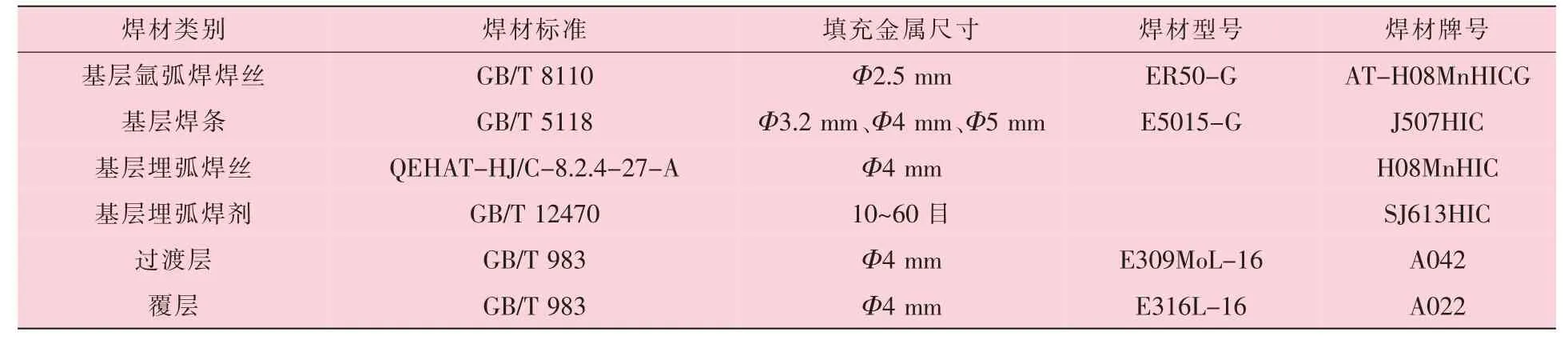
表7 耐蝕復(fù)合板不同焊層的焊接材料
2.2.3 焊接工藝參數(shù)
Q345R(R-HIC)+S31603Φ711 mm×(30+3)mm的1.5D長半徑90°彎頭焊接時相應(yīng)的工藝參數(shù)見表8。
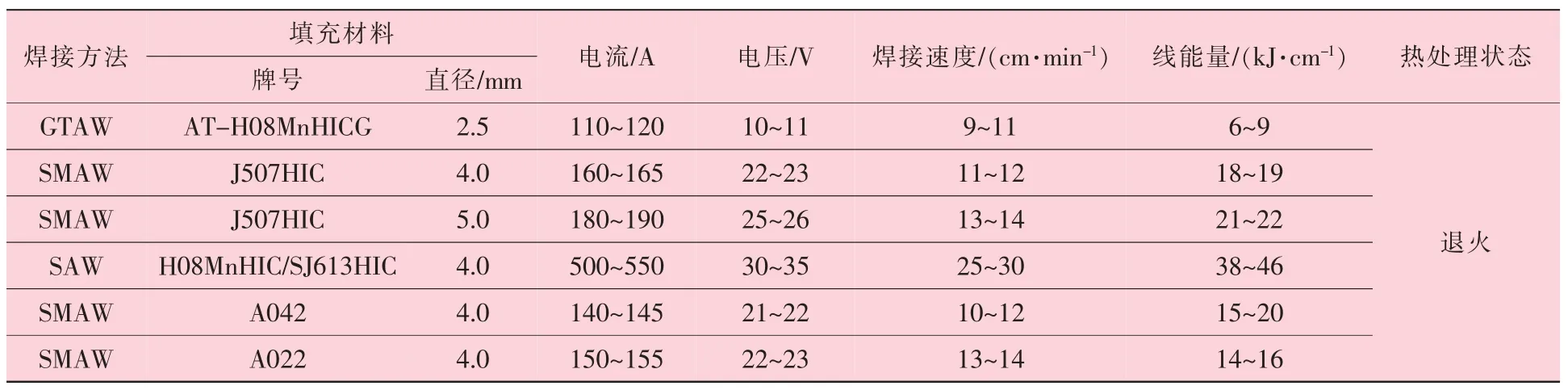
表8 復(fù)合彎頭主要工藝參數(shù)
2.3 熱處理工藝
根據(jù)GB 150.4—2011《壓力容器》標準規(guī)定,殼體Q345R厚度>32 mm時必須進行焊后熱處理。參照ASME VIII《壓力容器建造規(guī)程》標準規(guī)定,復(fù)合板應(yīng)按基層的要求進行焊后熱處理,熱處理工藝曲線如圖2所示。熱處理工藝見表9。

表9 Φ711 mm×(30+3)mm規(guī)格Q345R(R-HIC)+S31603彎頭的熱處理工藝
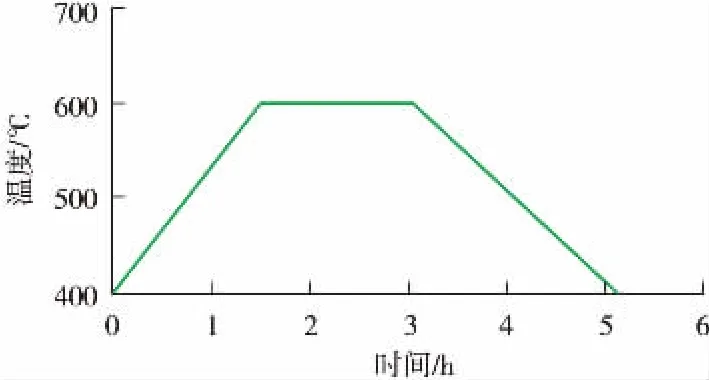
圖2 熱處理工藝曲線
2.4 酸洗鈍化工藝
熱處理后應(yīng)進行酸洗和鈍化預(yù)處理。對工件表面的局部損傷進行修磨或焊補,修磨后的表面應(yīng)圓滑過渡,復(fù)層修磨的減薄量不得大于0.9 mm,純不銹鋼修磨的減薄量不得大于原厚度的5%。將焊縫及其兩側(cè)焊渣、飛濺物清理干凈后,用凈水(水中氯離子含量不超過25 mg/L)沖刷干凈。
酸洗液和鈍化液的配置按照表10進行。采用涂刷的方法,將酸洗液和鈍化液均勻涂至不銹鋼表面,保持15~30 min,直至表面生成均勻的鈍化膜。
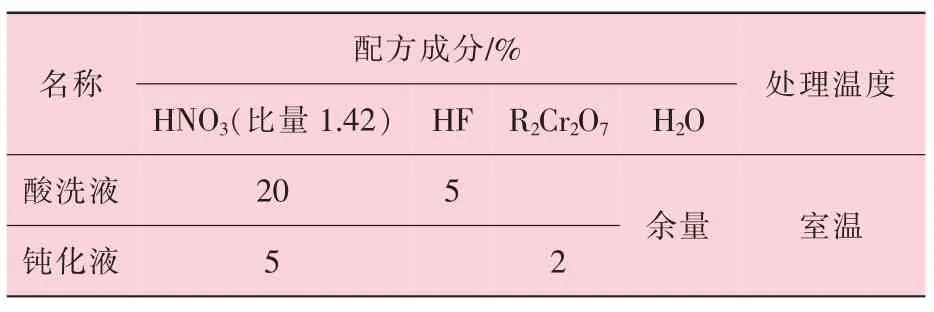
表10 酸洗液和鈍化液的配比
3 彎頭性能
3.1 力學(xué)性能
制作Q345R(R-HIC)+S31603Φ711 mm×(30+3)mm復(fù)合彎頭后,分別在彎管彎曲段取內(nèi)弧側(cè)縱向、內(nèi)弧側(cè)橫向、外弧側(cè)縱向、外弧側(cè)橫向、外弧側(cè)焊縫、外弧側(cè)焊縫的熱影響區(qū)和管體上中部、管體下中部取樣,按照GB/T 228.1—2010《金屬材料 拉伸試驗 第1部分:室溫試驗方法》和GB/T 229—2007《金屬材料夏比擺錘沖擊試驗方法》測試材料的力學(xué)性能,結(jié)果見表11。
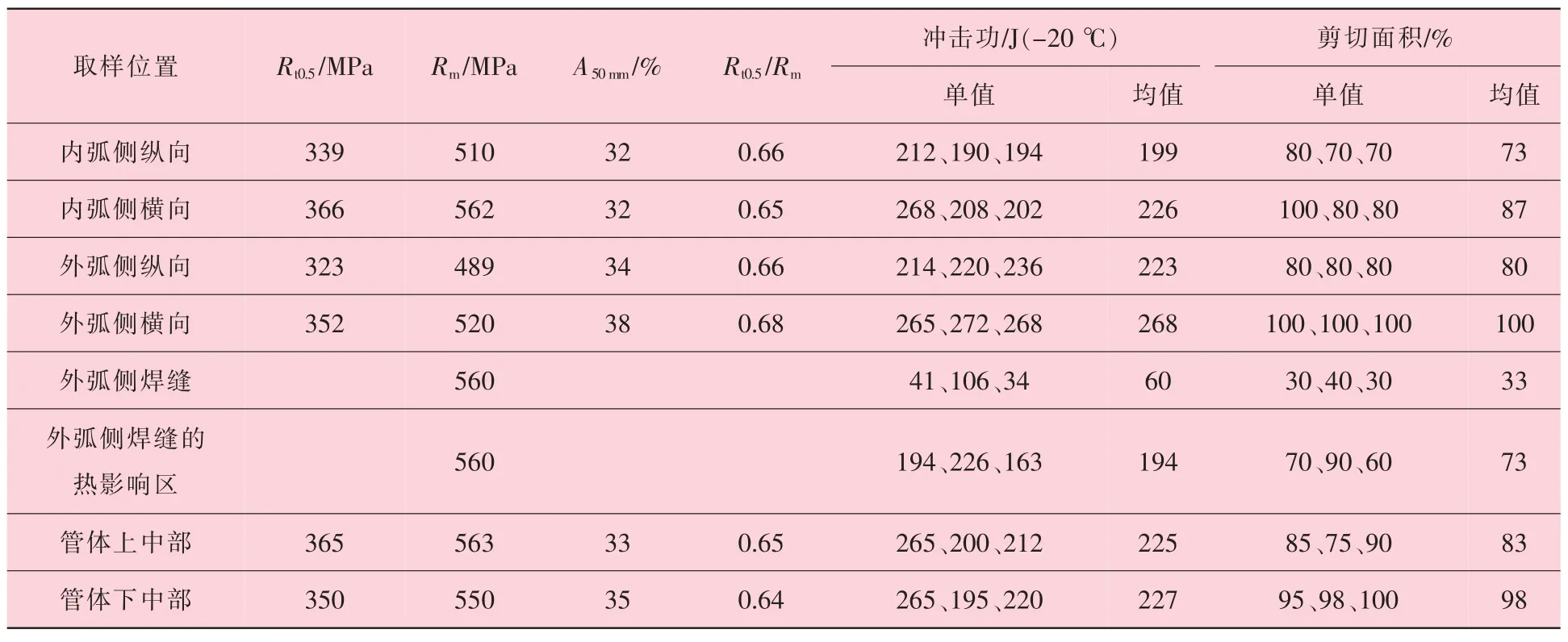
表11 Φ711 mm×(30+3)mm規(guī)格Q345R(R-HIC)+S31603復(fù)合彎頭不同位置的力學(xué)性能測試結(jié)果
在復(fù)合彎頭的彎管彎曲段內(nèi)弧側(cè)和外弧側(cè)分別取一個樣品,按照GB/T 232—1999《金屬材料彎曲試驗方法》的規(guī)定進行彎曲試驗。試樣按照彎心直徑40 mm、彎曲角度180°進行側(cè)彎試驗。經(jīng)觀察,試驗結(jié)束后試樣表面均未發(fā)現(xiàn)裂紋。
在彎管不同位置取樣,按照GB/T 4340.1—2009《金屬材料 維氏硬度試驗 第1部分:試驗方法》分別隨機選5個點進行硬度測試,測試結(jié)果見表12。
通過表11和表12的試驗結(jié)果可以看出,采用上述焊接工藝進行焊接試驗后,Q345R(R-HIC)+S31603Φ711 mm×(30+3)mm復(fù)合彎頭的力學(xué)性能均滿足標準要求。
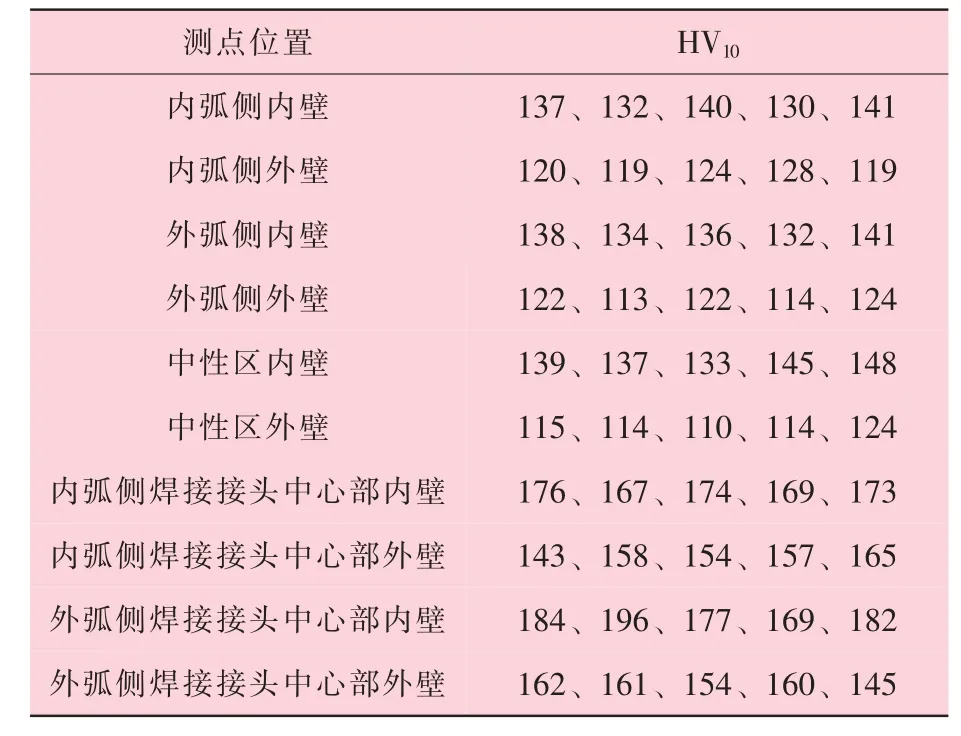
表12 彎管不同位置硬度測試結(jié)果
3.2 HIC/SSC性能
參照標準NACE 0177—2016《金屬在硫化氫環(huán)境中抗應(yīng)力腐蝕開裂試驗》和標準NACE 0284—2016《管道壓力容器抗氫致開裂鋼性能評價的試驗方法》,從彎頭焊縫部位分別取3個HIC試樣和3個SSC試樣,對其抗HIC及抗SSC性能進行檢測,檢測結(jié)果見表13。

表13 彎頭焊縫抗HIC和SSC性能檢測結(jié)果
由表13可以看出,HIC測試中,所有試樣均對裂紋不敏感,實測裂紋敏感率為0。經(jīng)過720 h腐蝕后,10倍放大倍數(shù)下未觀察到SSC試樣出現(xiàn)開裂,表明焊縫具有良好的抗HIC及抗SSC能力。
3.3 復(fù)層焊縫耐蝕性能
分別根據(jù)標準ASTM G48-11(2015)使用三氯化鐵溶液做不銹鋼及其合金的耐點蝕和縫隙腐蝕標準試驗方法、GB/T 4334—2008(方法E)金屬和合金的腐蝕-不銹鋼晶間腐蝕試驗方法(Cu/CuSO4法)、JB/T 7901—1999金屬材料實驗室均勻腐蝕全浸試驗方法、NACE TM0177—2017金屬在H2S環(huán)境中耐硫化物應(yīng)力開裂和應(yīng)力腐蝕開裂的標準試驗方法,對復(fù)層焊縫進行耐腐蝕性能評價試驗,結(jié)果見表14。

表14 復(fù)層焊縫耐蝕性能
由表14可知,復(fù)層焊縫出現(xiàn)一個深度為0.46 mm的點腐蝕坑,晶間腐蝕后無裂紋出現(xiàn),均勻腐蝕速率為0.001 8 mm/a,應(yīng)力腐蝕后無開裂。因此,從復(fù)層焊縫點腐蝕、晶間腐蝕、均勻腐蝕和應(yīng)力腐蝕的測量結(jié)果可知,復(fù)層焊縫的耐腐蝕性能達到了標準要求。
4結(jié)論
(1)采用不銹鋼復(fù)合板“熱沖壓分瓣對接焊”方法,試制曲率半徑1.5D耐蝕合金復(fù)合彎頭管件,切實可行,極大地降低了生產(chǎn)制造成本,提高了生產(chǎn)效率。
(2)通過Q345R(R-HIC)+S31603Φ711 mm×(30+3)mm1.5D長半徑90°彎頭復(fù)合板的焊接工藝研究,制定了合理的壓制、焊接及熱處理工藝。通過對試制彎頭進行力學(xué)性能、焊接接頭的抗HIC和SSC性能、復(fù)層的抗點蝕、晶間腐蝕和均勻腐蝕性檢測,試驗結(jié)果均滿足相關(guān)標準要求。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
