數(shù)控車床FANUC系統(tǒng)配自動線時的PLC控制邏輯
2021-09-25 09:35:36劉文濤頡鵬奎
機械工程師 2021年9期
劉文濤, 頡鵬奎
(寶雞機床集團有限公司,陜西 寶雞 721013)
0 引言
隨著《中國制造2025》國策的提出,工業(yè)生產(chǎn)中的柔性自動線已成為廣泛熱議的話題,隨之利用自動線來代替人工操作機床的情況也越來越多。由于種類繁多,需求多樣,數(shù)控車床作為自動線具體的末端操作對象,必須從實際出發(fā)對其進行PLC控制編程,所以在數(shù)控車床中所使用的PLC控制邏輯也是各種各樣,而且也必須按照每個具體情況進行控制編程,如果不是同一個項目中的同一個工序,就不能達到完全一樣,雖然在此方面的控制思路多種多樣,但是整體來講,其通用的控制邏輯還是相同的。而國內(nèi)研究文獻對概念性的框架闡述較多,但對具體操作和實際的控制處理方法描述的還是較少。所以,本文旨在對通用的控制部分進行研究整理,以便于供相關(guān)人員進行借鑒,進而提高設(shè)計調(diào)試效率,并對初接觸者的掌握理解提供幫助,為最終的操作和維修人員提供參考。
1 交互信號的對接
數(shù)控車床與自動線的信號交互可以通過以CCLINK、PROFIBUS等通信協(xié)議為基礎(chǔ)的總線方式進行,也可以使用簡單有效的繼電器方式來進行。當(dāng)以總線方式進行時,一般只需使用一根通信線纜即可,方便快速,但需要設(shè)備兩側(cè)滿足同一種通信協(xié)議,并設(shè)置準(zhǔn)確,對設(shè)備的通信要求較高。當(dāng)使用IO模塊的信號點來進行時,設(shè)備直接之間幾乎是硬件連接,簡單明了,但需要說明的是,一般使用這種IO高低電平直接來進行交互的方式時,必須使用繼電器等方式進行信號隔離,防止雙方電路出現(xiàn)故障時互相影響。
在這里,定義出通用的交互信號(具體地址可以自由定義),這些信號一般是雙方的基礎(chǔ)交互信號和常用控制信號,如表1所示。

表1 交互信號地址定義表
2 自動線命令車床啟動加工的方式
在自動線命令車床啟動機床加工程序時,一是通過觸發(fā)PLC中的啟動信號直接啟動,與車床上循環(huán)啟動按鈕功能相同(在FANUC系統(tǒng)中即是利用觸發(fā)G7.2信號[1]),這種啟動方式簡單直接,但缺點是和車床循環(huán)啟動按鈕隔離性不好,易誤操作和誤觸發(fā)導(dǎo)致機床誤啟動和機器人動作,而發(fā)生未預(yù)期的動作,在安全措施得當(dāng)、規(guī)范性好的場合,如果要求啟動靈活,可以使用這種方式。
另外一種是通過滿足加工程序中正在執(zhí)行的等待條件來啟動,當(dāng)條件滿足時,執(zhí)行接下來的加工程序。這種方法不存在上述不足,而且也符合條件滿足時執(zhí)行的要求,另外這種方式下自動線所監(jiān)控的車床一直是自動允許中,不存在狀態(tài)切換,易于監(jiān)控人員判斷,是常用的也是推薦使用的方法。本文使用這種方式,也就是利用M代碼的方式來實現(xiàn)這種功能,例如:M90為允許機器人上料,M91為允許機器人卸料。
3 對車床的控制流程圖
圖1為整個自動加工的流程圖,需要說明的是,利用M99循環(huán)程序,系統(tǒng)會默認的是一直在執(zhí)行當(dāng)前程序,從未結(jié)束,所以如果要實現(xiàn)工件計數(shù)功能,則可以將其功能添加到工業(yè)機器人的計數(shù)功能中去,或者對車床的控制再進行特殊處理。一般在自動線開機上料加工時,第一件工件需要人工手動完成加工,以檢測自動線初始化是否正常,而上述流程圖也滿足這種要求。
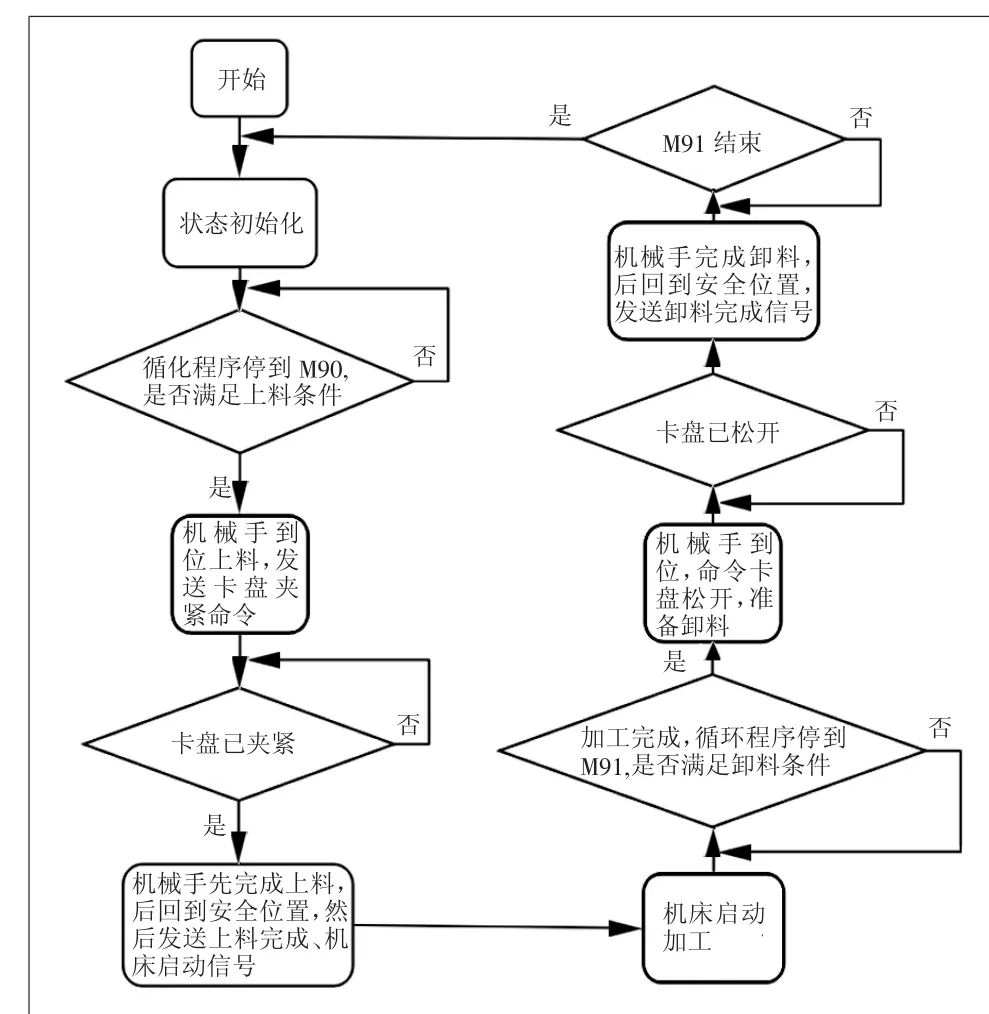
圖1 對車床的控制流程圖
4 車床輸出到自動線的狀態(tài)信號控制要求
4.1 允許服務(wù)
首先當(dāng)自動線接收到車床發(fā)出的允許服務(wù)信號時,才允許機械手進入車床進行操作。允許服務(wù)也可稱為安全信號[4],是車床與機器人進行實際交互的基礎(chǔ),所以此信號需由各種安全要素組成。一般包括以下內(nèi)容:1)在自動方式下;2)機床沒有報警;3)自動門開到位;4)機床刀塔回到安全位置,這里可以選取第二參考點作為標(biāo)志,將第二參考點設(shè)在安全位置[2];5)機床處于程序中交換零件狀態(tài),即在M90/M91狀態(tài);6)若刀具有影響,則需要在條件里面加入刀號條件,限制在只有某號刀時才允許服務(wù);7)其它還需要根據(jù)實際情況設(shè)定的條件,如主軸定向完成。
上述條件滿足時向自動線發(fā)出允許服務(wù)信號。
這里需要指出的是,所有的狀態(tài)信號必須有實際的反饋信號作為支撐,以切實反映已達到此狀態(tài)的事實,不能僅僅利用命令加延時等這種不可靠的方式來確定機床的狀態(tài),而且需要指出的是,使用實際線纜傳遞信號時,必須考慮有斷線情況發(fā)生時對狀態(tài)的影響。
4.2 卡盤已松開和卡盤已夾緊
因為自動線加工中多是大批量的一種零件,所以只用內(nèi)卡或只用外卡,為了保證安全可靠,應(yīng)當(dāng)按照一種方式(比如內(nèi)卡)來確定好卡盤狀態(tài)。利用卡盤夾緊工件為常見的方式,常見還有脹套等,但原理相同。
車床輸出卡盤松開。檢測到松開信號已到達無誤后,向自動線輸出卡盤已松開信號。
車床輸出卡盤夾緊。檢測到夾緊信號已到達無誤后,向自動線輸出卡盤已夾緊信號。
4.3 允許機器人上料卸料
允許機器人服務(wù)信號輸出時,在卡盤已松開狀態(tài)下,程序已等待在M90狀態(tài)時,向自動線輸出允許機器人上料信號。
允許機器人服務(wù)信號輸出時,在卡盤已夾緊狀態(tài)下,程序已等待在M91狀態(tài)時,向自動線輸出允許機器人卸料信號。
允許機器人上料、卸料也是車床與機器人開始實際動作的具體表現(xiàn),此時執(zhí)行的過程除緊急情況一般不要人為停止自動線的運行,否則在恢復(fù)正常狀態(tài)時操作步驟較多,提升操作難度,若需要,可以在此步驟開始前或結(jié)束后進行停止。
4.4 車床報警信號
在車床發(fā)生報警時直接向自動線輸出車床報警信號。
4.5 主軸定向完成
在車床主軸定向完成時直接向自動線輸出主軸定向完成信號。
5 車床接收到自動線的命令信號控制要求
在車床接收到自動線的命令信號時,如果車床的狀態(tài)滿足命令信號執(zhí)行的條件,則立即執(zhí)行。如果條件不滿足,此信號經(jīng)過一個PLC掃描周期后[1],雖然信號仍然存在,但需要拒絕執(zhí)行(或者延時1 s后再拒絕執(zhí)行),以此來防止不安全現(xiàn)象發(fā)生。總結(jié)一句話:當(dāng)前命令,立即執(zhí)行;當(dāng)前已過,拒絕命令。
5.1 卡盤夾緊和上料完成啟動加工信號
當(dāng)接收到車床的允許上料信號時,機械手進入到車床內(nèi)部向車床裝工件,安裝工件到位后向車床發(fā)送卡盤夾緊信號,接收到卡盤已夾緊信號后,回到安全位置,向車床發(fā)送上料完成、啟動加工信號,車床啟動,加工開始。
5.2 卡盤松開和卸料完成信號
當(dāng)接收到車床的允許卸料信號后,機械手進入到車床內(nèi)部,抓好工件后,向車床發(fā)送卡盤松開信號,接收到卡盤已松開信號后,回到安全位置后發(fā)送卸料完成信號。
5.3 車床清洗
在卸料完成、機械手回到安全位置后,向車床發(fā)送車床清洗信號,車床啟動清洗功能,然后車床完成自身的初始化等準(zhǔn)備工作,就轉(zhuǎn)入等待機器人上料狀態(tài)。
6 PLC舉例
PLC的處理主要以滿足上述論述邏輯為主,此處根據(jù)上述論述進行舉例,如圖2~圖4所示。
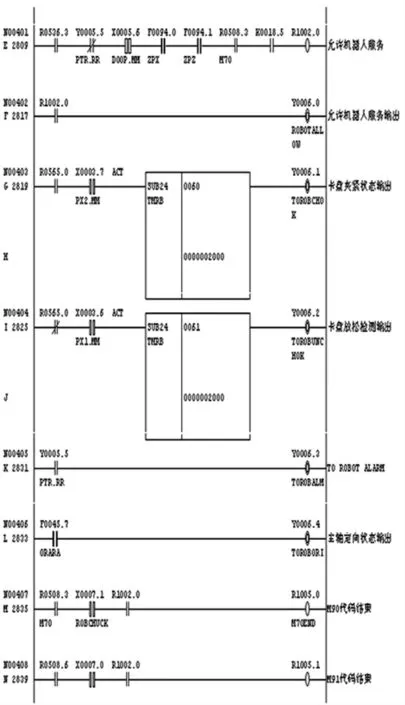
圖2 車床對機器人的狀態(tài)輸出
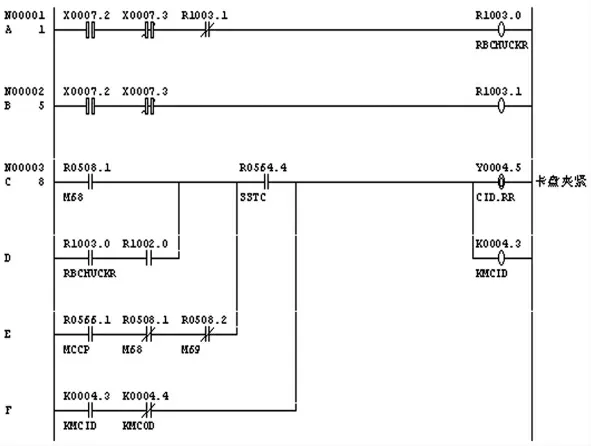
圖3 卡盤夾緊控制命令

圖4 卡盤放松控制命令
7 循環(huán)程序處理
加工程序是自動加工的重要組成部分,和PLC的處理邏輯是成一體的,通用的固定格式如下所示:
G28 U0 W0[3]//回到參考點(也可設(shè)置第二參考點),或回到安全位置
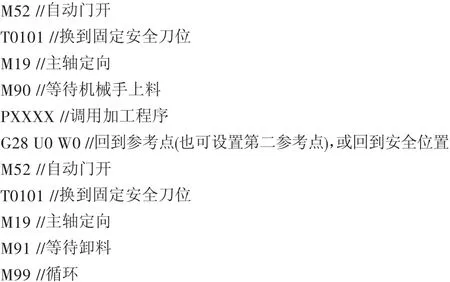
其主要步驟一般為:刀塔等到達固定的安全位置,刀架為固定刀位,不會和機械手發(fā)生干涉,然后執(zhí)行輔助動作,如主軸定向,然后就可以執(zhí)行上下工件動作,執(zhí)行之后就可以開始加工,如此往復(fù)。
在加工程序中也可以根據(jù)實際情況增加測頭等功能,增加宏變量[5]等內(nèi)容,以實現(xiàn)更好的加工和更好的信號傳遞,但加工程序一旦正常運行,一般就固定了,需做好保護措施。
8 結(jié)語
自動線與車床聯(lián)機的情況多樣,但是對于起媒介作用的交互信號的處理方法基本類似,而且自動線的控制邏輯一般固定好之后,變化較小,可以通用,能夠快速地復(fù)制到其它自動線中。通過本文介紹的方法,對于一般的自動線可以實現(xiàn)自動線與車床的聯(lián)機,對于特殊類型的自動線,加以調(diào)整,也可以很好地使用,本文介紹的邏輯也可以適用到西門子、廣數(shù)等數(shù)控系統(tǒng)中,對實際的各樣自動線PLC處理邏輯也起到借鑒作用,具有較高的實踐意義。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中國生殖健康(2019年3期)2019-02-01 06:12:26
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
海軍航空大學(xué)學(xué)報(2015年3期)2015-11-11 17:20:00
