關于CAXA數控車軟件在實際加工中的運用
2021-09-24 08:44:49李浩文
內燃機與配件 2021年18期
李浩文










摘要:本文介紹了如何使用CAXA數控車編程軟件進行編程,從而實現零件的加工,主要內容包括有:圖形繪制、刀具參數設定、走刀路徑生成、軌跡模擬、代碼生成等技術方面,不僅降低手工編程的錯誤率,還提高了繪圖技巧,從而體現出CAXA數控車軟件的實用價值。
Abstract: This article introduces how to use CAXA CNC car programming software to program to realize parts processing. The main contents include: graphics drawing, tool parameter setting, tool path generation, trajectory simulation, code generation and other technical aspects, not only Reduce the error rate of manual programming and improve the drawing skills, thus reflecting the practical value of CAXA CNC lathe software.
關鍵詞:數控車;自動編程;程序生成
Key words: CNC lathe;automatic programming;program generation
中圖分類號:TG519.1? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)18-0113-04
0? 引言
隨著我國的建設發展,機械領域也有了明顯的突破,數控設備包含的數控銑床、數控車床、數控磨床等都廣泛的運用在全國各地,自動編程軟件的誕生有利于提高人們的編程效率、降低編程錯誤率。與德國的UG(Unigraphics NX)、美國的Mastercam、Pro/E自動編程軟件相比,我國的CAXA數控車自動編程軟件也算得上是不甘示弱。
CAXA數控車編程軟件作為我國的主流編程軟件,其特點是功能齊全、中文的操作界面、曲面圓弧高精度計算、支持高清仿真模擬、全面支持華中、廣數、法蘭克、西門子等主流數控系統、多樣化的加工方式,甚至CAXA數控車編程軟件也能作為“全國數控技能大賽”所指定的考試軟件之一,以及全國大部分職高院校都采用CAXA數控車軟件進行教學授課。下面來舉例CAXA數控車編程軟件的應用步驟:
1? 圖形繪制與工藝分析
根據數控車加工工藝回轉體零件,該零件圖由外徑、外徑圓弧、外槽、外螺紋構成,如圖1所示。該零件圖左端利用手工編程完成,右端運用CAXA數控車編程軟件完成外圓弧、外槽、螺紋等工序。
2? CAXA數控車軟件的圖形繪制
圖形繪制首先注意的是確定編程原點,本軟件的零點位置為X、Z軸線的圓心位置相對于機床位置的零點位置重合,因此還需注意圖形的繪制方向,工件繪圖編程原點未與工件原點重合或者繪制圖形方向相反會導致程序生成錯誤等不可避免的一系列因素,為了方便后續的走刀路徑生成我們只需要繪制圖形的一半,通常為上半部分,更重要的是,外輪廓毛坯需同我們的毛胚面一并繪出。一般外徑車刀所加工的區域可將其他刀具路徑進行忽略覆蓋,甚至繪制出的切削部分線條區域必須為封閉區域,不得出現交叉、重疊、斷線等現象,否則會導致無法生成刀具軌跡。
3? 走刀軌跡生成
通過CAXA數控車編程軟件將繪制出的切削輪廓進行粗、精車切削加工,而且可通過刀具參數功能來設置刀具型號與角度、控制主軸轉數以及粗、精車的切削速度,從而來完成輪廓的切削軌跡生成。
3.1 外徑粗加工參數設置
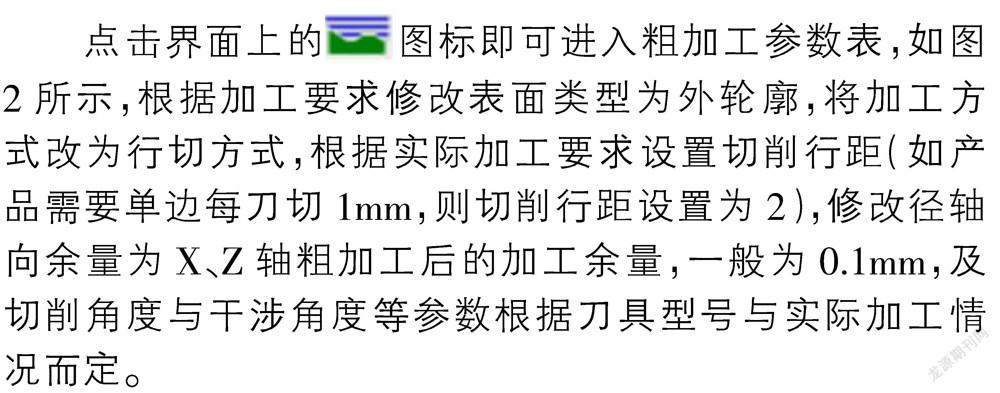
點擊界面上的 圖標即可進入粗加工參數表,如圖2所示,根據加工要求修改表面類型為外輪廓,將加工方式改為行切方式,根據實際加工要求設置切削行距(如產品需要單邊每刀切1mm,則切削行距設置為2),修改徑軸向余量為X、Z軸粗加工后的加工余量,一般為0.1mm,及切削角度與干涉角度等參數根據刀具型號與實際加工情況而定。
進退刀方式的修改一般改為垂直方式,為了節省加工時間一般把退刀距離改為1,如圖3所示。
合理的加工參數需根據實際加工要求考慮到刀具、設備的承受能力等一系列的因素等,如圖4所示,參數設置的不合理會導致加工出的產品達不到品質要求。
輪廓車刀參數的修改需根據刀具的實際角度填寫,如圖5所示,刀具設置完成后點擊確定即可選取加工路徑。
3.2 外徑粗走刀路徑的生成
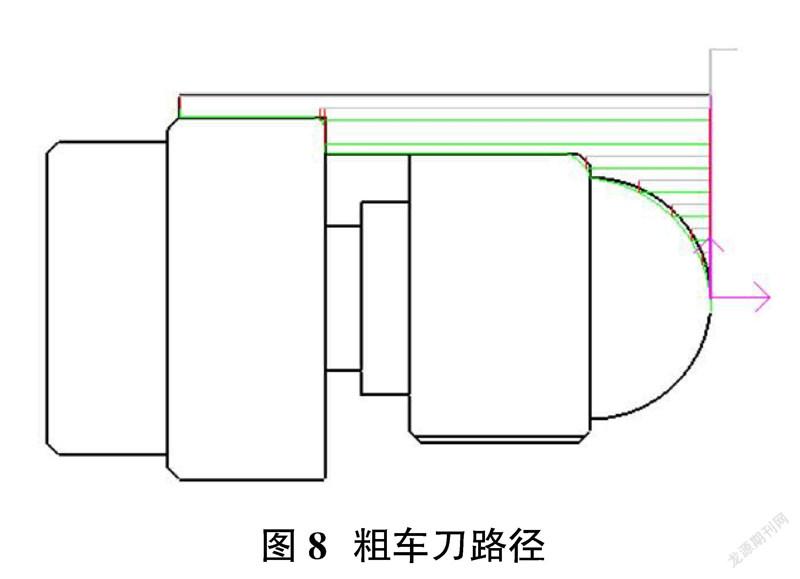
加工參數設置完成后界面會要求拾取加工輪廓線,拾取時下刀線一般靠近工件原點為首選的初始線走刀方向為負方向,如圖6所示。加工輪廓線不得選擇毛坯面,否則會導致刀具路徑選取失敗,加工輪廓線條選取,如7圖所示。選取完加工輪廓后。界面會提示選取毛坯面,此時只需要拾取未選擇的兩條毛坯線與合理的下刀點,軟件便會自動生成加工路徑,如8圖所示。
3.3 外徑精加工參數設置與路徑的生成
點擊界面上的 圖標即可進入精加工參數表如圖9所示,根據加工需求設置合理的加工參數、進退刀方法、切削用量、輪廓車刀等參數,注意精加工參數與粗加工的切削用量有所不同,參數確定后,界面會要求拾取加工輪廓,此時需要拾取的輪廓同粗加工拾取方法一致,唯一不同的是精加工輪廓拾取可不用拾取毛坯面,便會自動生成加工軌跡選,如圖10所示。
3.4 外槽的加工參數設置
點擊界面上的 圖標即可進入槽加工參數表如圖11所示,根據加工要求選擇表面類型為外輪廓,加工工藝類型為粗加工+精加工,加工方向為縱深,過渡方式為圓弧方式,切削用量的選擇退刀一般為選擇為快速退刀,加工參數根據情況自定義即可如圖12所示,切槽刀具的參數設定一般根據現場加工實際刀具而定,刀具型號不同,刀具參數的設定也有所不同,如圖13所示。
3.5 外槽走刀路徑的生成
參數設定完后點擊確認,軟件右下角界面會顯示拾取被加工表面輪廓,選擇需要加工的外槽表面路徑,不需繪制與拾取毛坯面,如圖14所示,路徑的選擇注意線條不得出現交叉、重疊、斷線等現象,否則會導致線條選取不成功如圖15所示。對于常用的切槽刀,刀刃寬度設置為3mm,精加工時切槽加工路徑為左右兩側下刀,由于刀具進行了雙向運動,存有機床反向間隙的影響,因此需要通過修改機床 Z方向磨耗來修正槽及臺階的寬度,可將刀刃寬度設置小于3mm來彌補機床反向間隙,具體設定值為多少,可根據不同的機床多次加工試驗而得出[1]。線條選取完成后確定后會自動生成切槽加工軌跡,如圖16所示。
3.6 螺紋走刀路徑的生成
點擊軟件界面上的 符號,拾取圖形螺紋的起始點與終點位置后會自動進入參數設定界面,如圖17所示,根據加工工藝要求將螺紋的類型選為外輪廓,以及設好螺紋加工參數、進退刀方式、切削用量與螺紋車刀形狀,軟件便會自動生成螺紋加工軌跡,如圖18所示。
4? 生成后置代碼
點擊軟件界面上的 符號,進入后置處理表,如圖19所示,合理選擇的數控系統,由于數控系統類別不同,程序指令代碼也有所差異,數控系統選擇不合理會導致無法正常加工。系統選定后選擇生成好的粗加工軌跡、精加工軌跡、切槽軌跡、螺紋軌跡,便會自動生成所需的程序代碼。通過使用數控車床專用的數據傳輸數控線,讓數控車床與計算機進行數據傳輸,把CAXA數控車中生成好的零件加工程序G代碼傳入數控車床中,或使用CF卡或小容量U盤直接導入CAXA數控車生成的加工程序,并在數控車床中打開CF卡中的程序[2]。如圖20所示。
5? 結語
通過采用CAXA數控車編程軟件進行仿真加工,可解決車削非圓曲面工件基點計算困難、空走刀行程多的問題[3]。從而得知,CAXA數控車自動編程軟件不僅能解決復雜的零件的坐標點計算,還有利于提高工作人員的加工效率。
參考文獻:
[1]陳晶晶.淺談CAXA數控車編程技巧[J].考試周刊,2019(36):9.
[2]王堅,唐太財,柳榮華.CAXA數控車在數控加工實訓中的運用[J].造紙裝備及材料,2020,49(04):26-27.
[3]王成成.基于CAXA數控車的非圓曲面工件仿真方法研究[J].科學與財富,2021,13(8):140.DOI:10.12293/j.1671-2226.2021.08.136.