SINUMERIK840D系統加工中心增量銑技術
2021-09-24 08:44:49梅雪任東平
內燃機與配件 2021年18期
關鍵詞:程序
梅雪 任東平
摘要:通過編制宏程序,改變賦值變量,實現在銑削任意深度時自動增量銑,當銑削到要求深度時可自動退刀,此宏程序可應用范圍廣泛,在整個使用過程中大大節省編程時間,提升產品質量,提高加工效率。
Abstract: By programming macro program and changing assignment variables, automatic incremental milling can be realized when milling any depth, and automatic tool withdrawal can be realized when milling to the required depth. This macro program can be applied in a wide range, greatly saving programming time in the whole use process, improving product quality and processing efficiency.
關鍵詞:宏程序;增量銑;SINUMERIK840D系統
Key words: macro program;incremental milling;SINUMERIK 840D system
中圖分類號:TG519.1? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)18-0111-02
0? 引言
西門子SINUMERIK840D系統是開放式的數控系統,可以通過數據通道實現系統變量和外部R參數之間的相互傳遞,因此能夠比較輕易的通過宏指令去實現重復循環的功能。在加工中心、數控龍門銑、數控鏜銑床中應用廣泛。西門子數控系統中具有宏程序的使用、調用、管理的功能。對于增量銑削的宏程序,西門子也有一些程序模塊,例如增量銑圓、銑多邊形等,但通用型的增量銑宏程序缺少。本文編制的數控宏程序針對加工過程中的增量性來實現絕大多數零件和形狀的增量銑,可實現進刀時自動增量、自動退刀在整個使用過程中大大節省編程時間,提升產品質量,提高加工效率。
1? 增量銑的宏程序
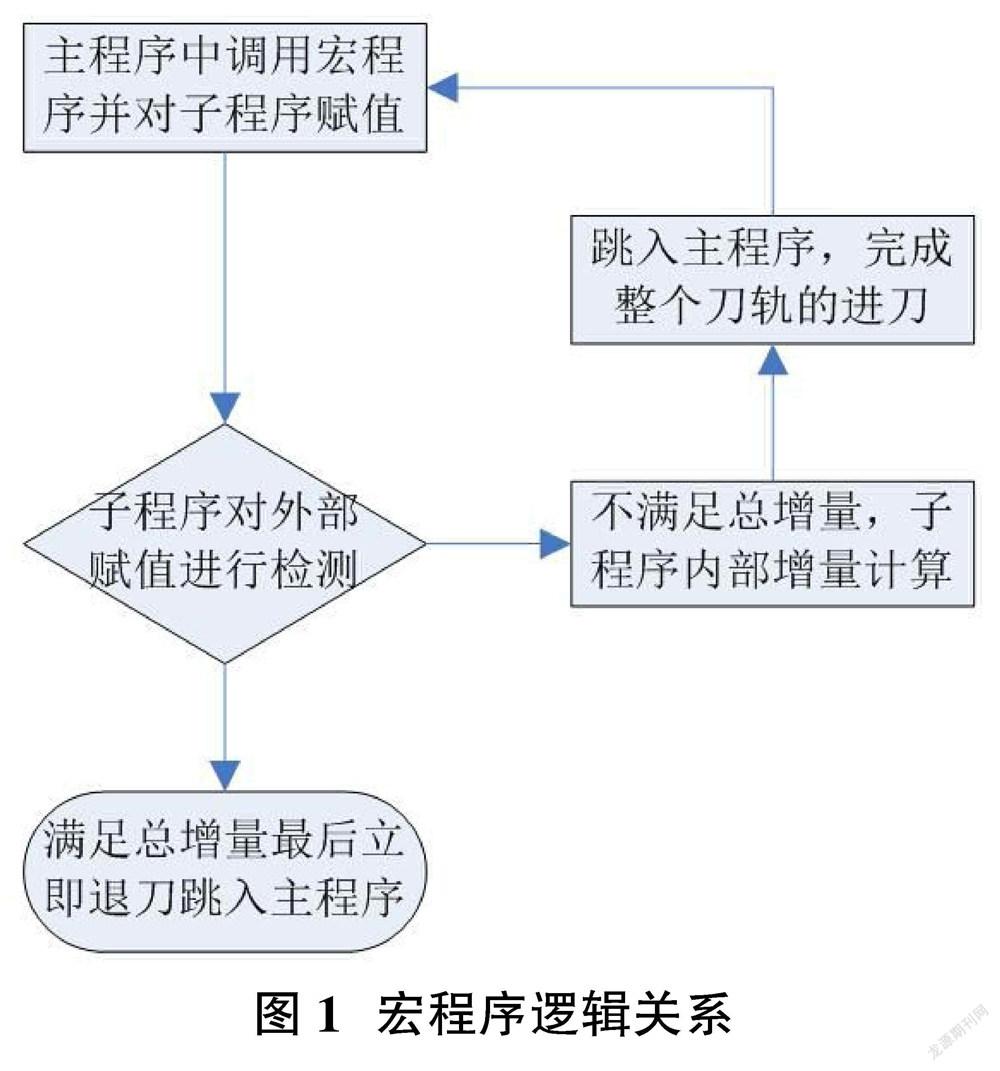
通過研究我公司聯接板鍵槽的銑削加工。聯接板的鍵槽為規則長方形,刀路軌跡比較簡單,但是需要多次進刀和退刀,編程過程中存在大量重復程序段,導致程序段非常長,編程過程復雜且繁瑣。經過對不同大小、深度的鍵槽的研究,可以編制宏程序儲存為子程序代替原有繁瑣的程序段。此宏程序準確完成從增量到外部主程序循環到再增量,并且程序只需要在調用子程序后對變量進行賦值,所有的計算過程系統可自行處理,如圖1所示為此宏程序的簡單邏輯關系。
主程序中按照圖紙要求對應填寫尺寸,在主程序中確定銑削形狀的同時,只需要修改各別參數及能使用于不同鍵槽加工。并找出自動進刀和退刀的規律,給定加工深度、確定增量和安全距離。
首先設置共有變量,ZLX:增量銑、ZL:增量、ZS:總深、DY:第一刀、X:X起始位置、Y:Y起始位置、Z:Z起始位置,編程如下:
N10 PROC ZLX(REAL _ZS,REAL _DY,REAL _ZL,REAL _X,REAL _Y,REAL _Z) SBLOF DISPLOF
N15
? ? IF (_ZSFR[15]==8888)AND(_Z==0)
? ? _ZL=_ZSFR[16]
? ? ENDIF
N20 if _z==0 gotof sb
N25 if r100==-123456 gotof cc
N30 if _zl==_zs gotof bbb
N35 r100=r100+_zl
N40 if _dy-r100>_zs gotof aa
N45 if _dy-r100<=_zs gotof bbb
N50 g90
N55 aa:g0 z=_z
N60 g0 x=_x y=_y
N65 g0 z=_dy-r100
N70 m17
N75 bbb:g0 z=_z
N80 g0 x=_x y=_y
N85 g0 z=_zs
N90 r100=-123456
N95 m17
N100 cc:
? ? ?STOPRE
? ? ?IF _Z==0
? ? ?_ZSFR[15]=0
? ? ?ENDIF
N102 g0 z=_z
N105 r100=0
N110 ret("rdp2",1)? ? ?(返回主程序中rdp2)
N125 sb:
N130 if r100==-123456 gotof cc
N135 if _zl==_zs gotof bbb
N140 r100=r100+_zl
N145 if _dy-r100>_zs gotof aa
N150 if _dy-r100<=_zs gotof bbb
N155 g90
N160 aa:
N165 g0 x=_x y=_y
N170 g0 z=_dy-r100
N175 m17
N180 bbb:
N185 g0 x=_x y=_y
N190 g0 z=_zs
N195 r100=-123456
N200 m17
N205 cc:
? ? ?STOPRE
? ? ?IF _Z==0
? ? ?_ZSFR[15]=0
? ? ?ENDIF
N210 r100=0
N215 ret("rdp2",1)? (返回主程序中rdp2)
N220 ;DEF CHAN REAL _HEHE
N225 ;REDEF _HEHE INIRE
以上為整個宏程序段,可在機床上直接儲存機床系統宏指令內,使用時可直接調用子程序。運用此段宏程序使用時,有一點需要注意,因為需要多次跳入子程序和跳入主程序來回轉移,所以程序中轉移指令的運用非常頻繁,因此運用此宏程序需要增加轉移指令“RDP2:GOTOB RDP1”,也是因為使用此命令大大提高。整個程序邏輯比較簡單清晰,具有很好的程序的可讀性強。
2? 具體應用
操作人員在使用此程序時,使用尋邊器完成對刀,確定起刀點的初始位置即X、Y、Z的初始位,其次給出進刀軌跡,然后調用宏程序并對所設定的變量賦值。
舉例說明:此為一個鍵槽參數:長210×寬80 別設置X、Y、Z的初始位置925、15、0。
……
N10 M42
N20 T50 M06
N30 MSG("D50插銑刀,銑槽80+0.245,+0.085")
N40 G54S1200F600M03D1
N50 G0Z300
N60 RDP1: ZL( -21.3, -0.3, 1, 925, 15.16, )? ?(跳入子程序)
N70 G01X670
N80 G01Y-15.16
N90 G01X925
N100 RDP2:GOTOB RDP1
N110 G153G0Z0
N120 G0Y-500
N110 M42
N120 T25 M06
N130 MSG("D32立銑刀,銑槽80+0.245,+0.085")
N140 G54S1000F200M03D1
N150 G0Z300
N160 R1=24.1? ?;標準24
N170 RDP1: ZL( -21, 0, 100, 915, R1, )
N180 G01X670
N190 G01Y=-R1
N200 G01X915
N210 RDP2:GOTOB RDP1
N220 G153G0Z0
N230 G0X780Y0
……
運用此宏程序便可輕松完成銑成的鍵槽,整個程序段應用此程序銑成的鍵槽,完全達到圖紙精度要求。對于新入手的操作人員來說操作方便。程序設定了進刀量,可對產品的加工參數進行標準化。
3? 拓展范圍
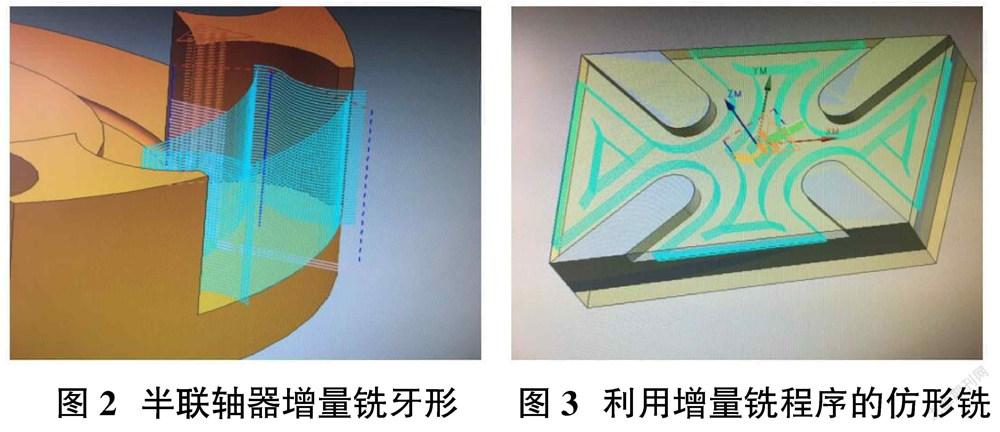
由于宏程序只是針對Z軸方向的增量的情況下,對于工件的形狀,要求較低,在針對復雜形狀的工件時,只需要模擬出第一刀的走刀軌跡,后續可直接調用宏程序,如圖2和圖3所示,經應用此宏程序大大減少程序段。此程序可以進一步拓展。建立的宏程序指令可以存入機床系統后臺后長期有效,在西門子SINUMERIK840D和SINUMERIK802D上都均得到驗證,加工過程零錯誤,程序非常穩定。通過對此宏程序驗證提高了程序的通用性。
編程人員在編制一些復雜工件時,利用此增量銑宏程序,比普通方法顯得更方便、簡潔和高效。減少了程序的修改和效驗時間。條理性和邏輯性更強,對提高產品質量、提高勞動生產效能,有顯著的意義。
參考文獻:
[1]王明紅.數控技術[M].北京:清華大學出版社,2009.
[2]杜軍.數控宏程序編程手冊[M].北京:化學工業出版社,2014.
[3]文懷興,夏田編著.數控機床系統設計(第二版)[M].化學工業出版社,2011.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40