一種新型結構拉刀設計
2021-09-24 08:44:49劉亞軍楊帆張軍鋒
內燃機與配件 2021年18期
關鍵詞:工藝
劉亞軍 楊帆 張軍鋒

摘要:本文介紹了一種新型結構拉刀的設計,此拉刀適用于直通內花鍵非薄壁零件, 由于傳統拉削帶圓切齒,內花鍵小徑為后續加工定位基準。因為傳統拉刀拉削小徑,使用傳統結構的拉刀會導致零件拉削后,端面跳動以及外圓徑向跳動不穩定,拉削后還需要精車加工,增加了加工成本,為此,我們設計了一種新型結構拉刀,此結構拉刀不拉削小徑,因此拉刀拉削后,零件端跳徑跳不變,這樣就無需在拉削之后再增加兩道精車工序,降低拉削成本。
Abstract: This paper introduces the design of a new structure broach, which is suitable for all non-thin-walled parts with straight inner spline. Because of the traditional broaching with circular cutting, the inner spline path is the positioning benchmark for the subsequent processing. Because the traditional broach broaching path, the use of traditional structure broach will lead to the parts after broaching, end face runout and the radial runout of the outer circle is not stable, after broaching is completed also need to finish turning processing. Greatly increased the processing cost, For this reason, we have designed a new structure broaching broach, this structure broaching broaching does not broach the path, so after the broaching is completed, the end jump diameter jump almost unchanged, so that there is no need to broaching after the completion of the two finishing processes, reduce broaching costs.
關鍵詞:拉削;工藝;拉刀
Key words: broaching;process;broach
中圖分類號:TG715? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)18-0057-02
0? 引言
下面以某種我司同步器齒轂零件工藝為示例,工藝流程如下:粗車一端——粗車另一端——拉花鍵——精車一端——精車另一端。
考慮成本問題,現將工藝流程更改如下:精車一端——粗精車另一端——拉花鍵。
如圖1所示齒轂,粗車一端工序定位方式為三爪夾外圓,端面定位,加工內孔及另一端面,以內孔為基準,端面跳動0.02以內。粗車另一端工序定位方式為漲套漲內孔、端面前序車過的端面定位,所以以內孔為基準,外圓跳動也穩定小于0.02。
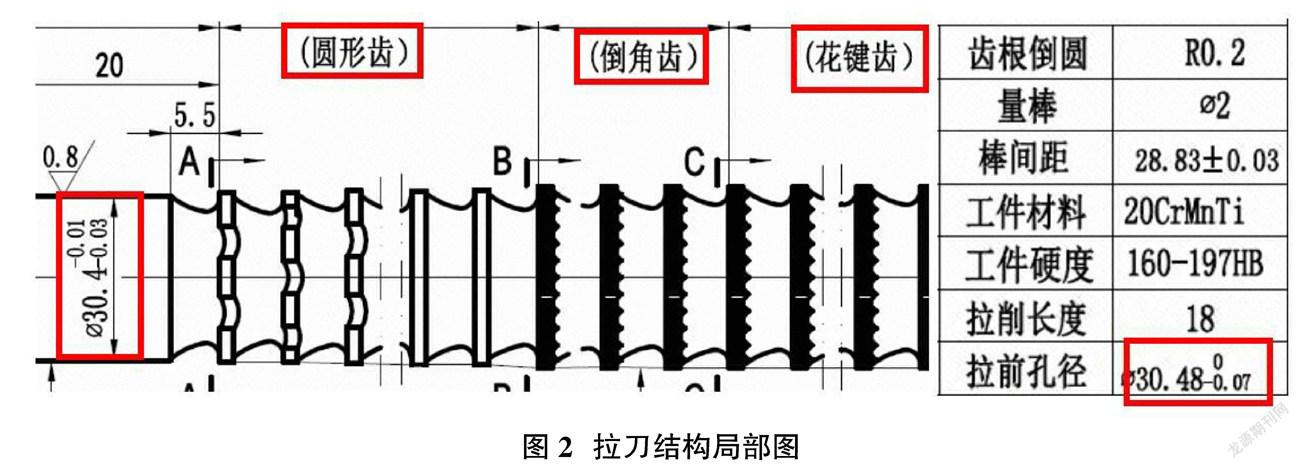
而拉花鍵時,由于現有拉刀導向定位間隙0.02-0.11(如圖2),導致拉削時必須拉削小徑,由于小徑為后續加工基準,加上夾具與機床配合誤差,導致零件拉削后端跳超差。同時,由于定位導向存在間隙,拉削的小徑與拉前孔徑不同心,導致零件拉削完成之后,以內花鍵小徑為基準,零件徑跳超差。故現有拉花鍵工序完成之后,以小徑為基準,零件端跳與徑跳超差,需再次精車加工。
1? 問題的提出
技術難題:拉花鍵拉削完成之后,如何保證零件端跳及徑跳穩定的達到工藝要求的0.02以內?
2? 問題的解決方案
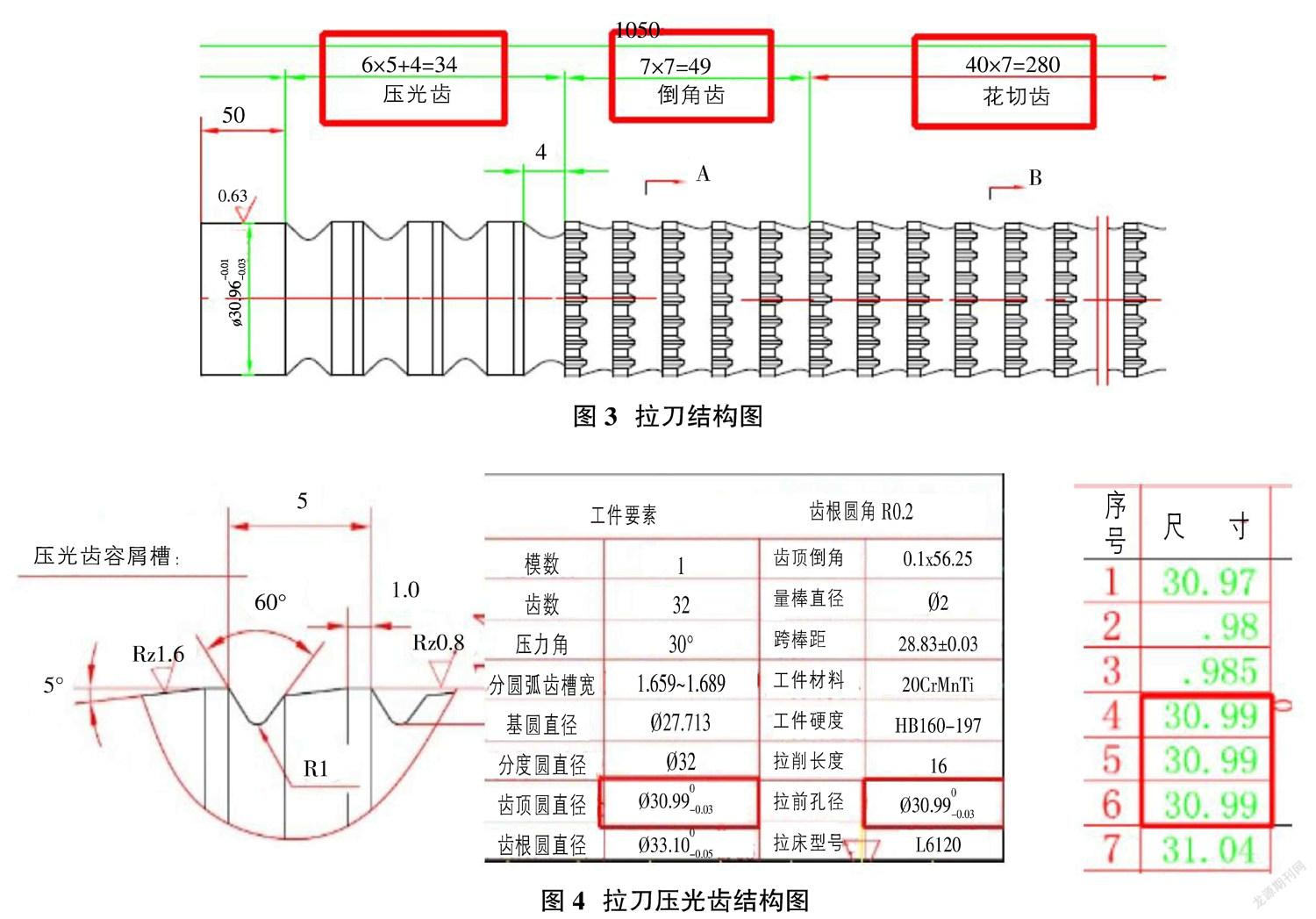
若拉削過程中不拉削小徑,則可保證拉削完成之后測量基準不發生變化,則拉削完成之后零件的端跳與徑跳即在粗精車工序保證。若直接去掉,由于拉刀導向存在 0.02-0.11 的間隙,可能會導致零件拉削過程中,小徑與節圓產生不同心的問題,針對于此問題設計新結構壓光齒結構,如圖3所示。
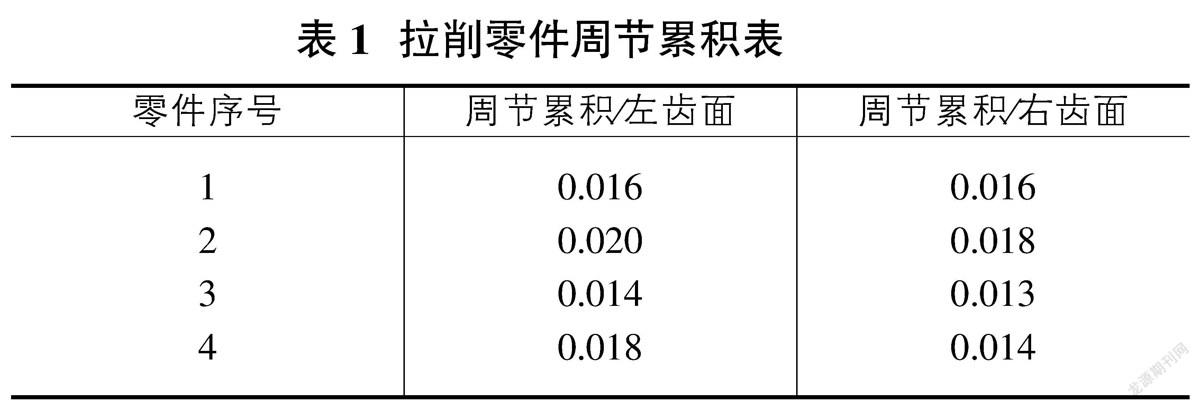
如圖3所示為新結構拉刀,新結構拉刀與圖2比較,增加壓光齒結構。去除圓切齒結構(不拉小徑)。壓光齒結構為多個同心布置的壓光導向齒環。壓光齒結構如圖4所示,由于拉刀無導向前端面,前角為負值,故壓光齒不具備切削作用,壓光齒用于拉削過程中導正工件。其中壓光齒具體尺寸如圖4所示,外徑由?準30.97 逐漸增大,最后固定在?準30.99,由于零件的拉前孔徑為?準30.99(0/-0.03)。故零件在經過壓光齒結構時,零件屬于過盈配合。過盈量為 0/0.03,故不存在拉削間隙,倒角齒及花切齒拉削時,不會存在由于導向間隙而拉偏的現象。由于拉削時,壓光齒不存在切削作用,所有拉削完成之后,拉削后小徑尺寸不產生變化。所以以小徑為基準時,零件的端跳及徑跳保持不變。
在拉削完成之后,為了驗證零件分度圓與小徑是否同心,使用格里森齒測中心,以小徑為基準,測量零件周節累積。連續拉削 4 件,測量結果如表1所示。
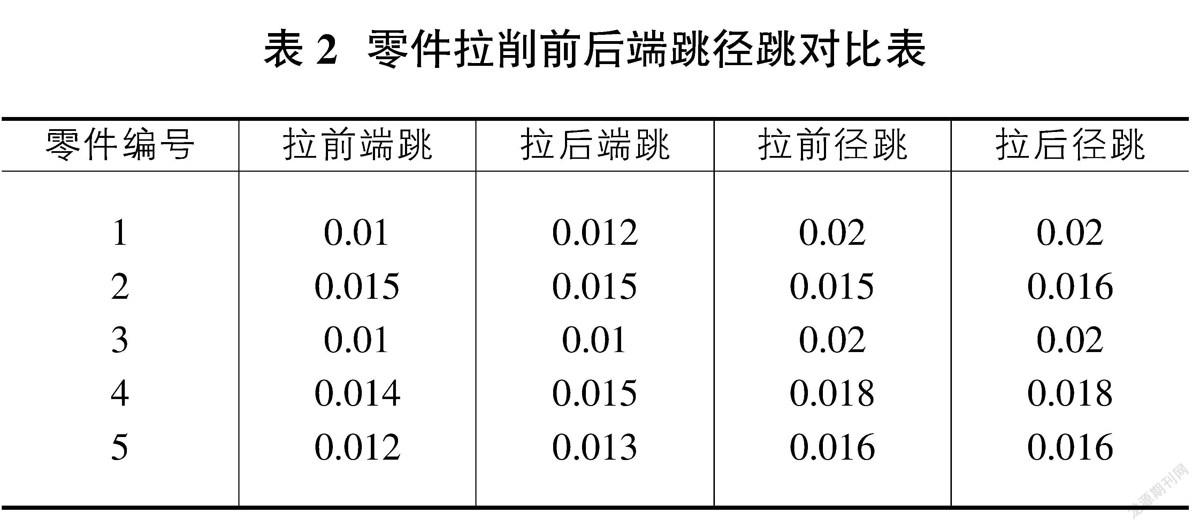
通過連續四件測量結果可以發現,壓光齒過盈導向定位之后,以小徑找正,測量周節累積,累積均在 0.02以內,滿足使用要求,在對零件拉前拉后的端跳徑跳進行測量,測量結果如表2。
由表2可以看出,拉削過程中,壓光齒不產生拉削作用,拉前跳動與拉后跳動基本保持一致,滿足生產需要。
3? 結論
本文通過對同步器齒榖零件現有工藝的分析及研究,設計了一種新結構壓光齒過盈定心及不拉小徑結構拉刀。解決了拉床拉削后,以小徑定心,零件的端跳及徑跳超差的問題。既而優化了齒轂零件工藝, 去除了拉削后的精車工序。降低了加工成本,同時生產線上無精車工序,提高生產節拍同時降低了操作工的勞動強度,目前該技術我司已批量應用。
參考文獻:
[1]伍宏鵬,林綠勝,張順琦,等. 基于有限元法的榫槽臥式側拉床拉刀盒結構設計分析[J]. 現代機械,2020(1):9-11.
[2]陳秀梅.銑頭式加工中心自動松拉刀實驗裝置的結構設計[J].機床與液壓,2015(16):5-6.
[3]陳秀梅,楊慶東,楊亢亢. 多軸機床銑頭新型自動松拉刀結構設計研究[J]. 機械工程師,2009(10):31-32.
[4]裴宇飛,王騰嶠.基于ANSYS的Ω型榫槽精拉刀結構優化[J].中國新技術新產品,2020(6):9-10.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52