Cr12高合金工具鋼的鍛造工藝技術
2021-09-24 09:56:20方京王秋玲韋志慧河北燕興機械有限公司
鍛造與沖壓 2021年17期
文/方京,王秋玲,韋志慧·河北燕興機械有限公司
張策·包頭北方創業有限責任公司
隨著社會經濟的發展,國防、水電、航空等領域對于大型裝備的需求越來越多。Cr12系高碳高鉻優質合金工具鋼具有較高的淬透性、淬硬性、強韌性、耐磨性和淬火體積變形小等特點,被廣泛用于制作各種設備。其主要元素為碳和鉻,碳含量為1.45%~2.3%,鉻含量為12%左右。但是,該鋼種中碳化物含量約占2O%,鑄態共晶碳化物呈樹枝狀分布于鋼基體,偏析嚴重,即使經過軋制,碳化物的偏析仍得不到改善,一般呈帶狀分布,偏析程度隨鋼材直徑增大而變得嚴重,進行熱處理時,會導致變形,嚴重時會出現開裂現象。
因此,鍛造時需要注意控制碳化物的分布,改善其內部組織,Cr12坯料在鍛造過程中由于大量合金碳化物的存在,使得該種鋼的導熱性較差,容易出現鍛造開裂現象,故對鍛造工藝提出了嚴格的要求。
本文針對φ150mm的Cr12鋼的鍛造特點,通過試驗確定了合理的加熱規范、鍛造方法和冷卻規范,獲得了優質的鍛件,為大型鍛件的實際生產提供了重要的借鑒價值。
試鍛工藝
鍛造加熱規范及鍛造方法
首先采取以下鍛造加熱規范(圖1),80O~900℃裝爐預熱150分鐘后升溫,用時75分鐘逐漸加熱至1110℃,然后保溫30分鐘出爐鍛造;坯料在爐內相距不小于坯料半徑,加熱過程中每隔20分鐘翻轉90°;二火裝爐溫度應在600~700℃之間完成,且加熱溫度為950~980℃。1000~1060℃時輕打,900~1000℃時加大錘擊力,850~900℃時輕打,低于850℃時停止鍛打。
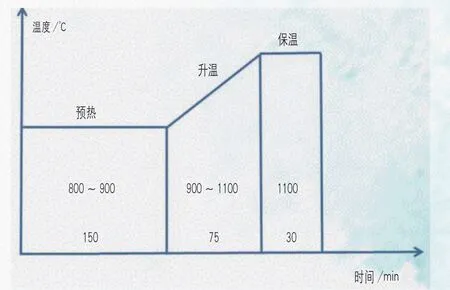
圖1 試鍛加熱工藝曲線圖
開裂原因分析
采用此方法鍛造,發現坯料從心部往外裂開,裂口粗糙。考慮由兩方面原因造成,一方面由于大型鍛件的供貨料是大型鑄錠,其內部容易存在疏松、雜質、偏析等鑄造缺陷,隨著尺寸的增加,相應缺陷也增多,降低了材料的塑性,成為了裂紋源。另一方面,鍛造前預熱溫度過高,產生過熱,過燒情況,其內部的晶粒組織粗化,甚至部分雜質將沿著晶界出現偏聚,降低其塑性,造成裂紋。
最終工藝的制定
鍛造加熱規范
根據初鍛出現的問題,調整加熱規范,確定終鍛工藝(圖2)。首先在50O~550℃時裝爐預熱150分鐘后,在不低于120分鐘的時間內逐漸加熱到850~900℃,隨后在900℃保溫90分鐘,然后在75分鐘內加熱到1080℃,保溫90分鐘后出爐鍛造;坯料在爐內相距不小于坯料半徑,加熱過程中每隔30分鐘翻轉90°;當坯料降至終鍛溫度時,必須回爐,溫度控制在1020℃,回爐時間不得低于30分鐘。
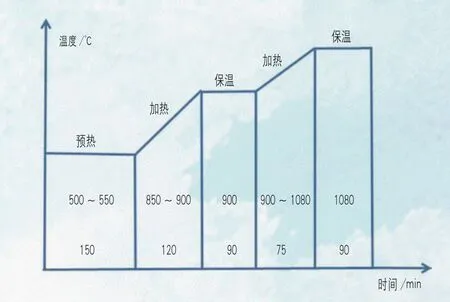
圖2 最終鍛造加熱工藝曲線圖
鍛造方法
鍛造所使用工具及上、下砧子等預熱至350℃,砧子棱邊圓角過渡;送進量、壓下量、鉗口轉動速度均勻,每次送進量不超過砧寬的2/3,在同一部位連續錘擊不超過2次,見方倒棱,倒棱時輕擊,棱角倒掉后逐漸加重錘擊力量;1000~1060℃時輕打,900~1000℃時加大鍾擊力,850~900℃時輕打,低于850℃時停止鍛打。此次鍛造加熱經過三火次,獲得理想形狀鍛件。
冷卻規范
鍛后將鍛件放入低溫爐膛隨爐冷卻。冷卻后,測量鍛件力學性能,均符合工藝要求,鍛造獲得成功。
鍛造工藝分析
工藝規范
⑴加熱溫度和時間。Cr12鋼具有導熱性差的特點,為了減小鍛造過程中的溫差應力,需要充分預熱,對于鍛件升溫的速度,也需要嚴格控制。采用低溫裝爐,緩慢加熱,二級預熱(一級預熱溫度500~550℃用時150分鐘,二級預熱溫度比一級預熱溫度升高300~400℃,達到800~950℃,保溫時間控制到1.5小時。),然后持續加熱(時間控制在75分鐘),升溫至加熱溫度,繼續保溫1.5小時。
鍛造坯料在加熱過程中,由低溫區逐漸向高溫區推進,為了保證整個鍛件受熱均勻,必須多翻動,多掉頭,還要采取保溫的手段,讓鍛件均勻受熱,消除鍛件內外溫差。避免出現內外受熱不勻,外熟里生、里熟外生等加熱缺陷。但保溫時間不可過長,防止坯料表面氧化脫碳加劇和晶粒長大導致鍛造時開裂,所以必須嚴格執行預熱、加熱溫度和時間。
⑵嚴格控制終、始鍛溫度。鍛造溫度,尤其是終鍛溫度的控制非常重要,如果終鍛溫度設定過低,則其內部容易存在過大的拉應力,造成斷裂情況,如果終鍛溫度設定過高,則鍛件在高溫區停留時間過長,會引起晶粒過于粗大。因此,終鍛溫度應控制在840~880℃。鍛坯在高溫下停留時間不宜過長,始鍛溫度也應嚴格控制,不宜過高,一定要控制在1040~1080℃,避免造成晶粒粗大,晶粒氧化,導致鍛坯塑性急劇下降,脆性增加。
⑶鍛后處理。為了使Cr12鋼的溫差應力和組織應力盡可能小,防止鍛后開裂,需要將鍛后的工件埋到石灰粉中進行緩冷。因此,控制鍛后的冷卻速度就顯得很有必要。
錘擊過程
⑴防止鍛造變形,保證晶粒均勻。鐓粗時可以采取以軸線為中心旋轉錘擊方式,防止表面裂紋或中心開裂,也可以采取端部鉚鍛的方式,避免鍛坯兩側起鼓、變形量不均勻。拔長工序安排在鐓粗之后,需要注意夾持位置盡可能靠近坯料上端,采用合適的送進量,一般控制在坯料高度的60%~90%。如果送進量過小,鍛造時的變形量不夠,就會產生裂紋,如果送進量過大,還會產生十字裂紋。
壓下量應均勻一致,砧子棱邊采用圓角過渡,注意不要在同一位置連續錘擊,以防止產生壓痕。需要不斷的翻轉坯料,一方面可以減少變形產生的熱能,避免造成金屬局部升溫,過熱、引起開裂。另一方面,可以保證整個坯料中的晶粒得到細化,組織成分均勻化,防止出現裂紋。
⑵預熱鍛造所使用的工具。為防止坯料因熱量傳遞而降溫過快,鍛造所使用工具及錘頭、上、下砧子等需要采取預熱手段。在鍛造過程中,下砧的導熱條件優于上砧,坯料與上砧接觸的一側散熱較慢,與下砧接觸一側則散熱較快,這種情況會造成鍛件受熱不均勻,因此,為保證溫度均勻,需要適當提高下砧的溫度。鍛造結束后,需要將上、下砧子之間用薄壁筒隔開。

⑶打擊方式的選擇。始鍛重擊時,鍛件心部的溫度會急劇上升,甚至導致過熱,造成裂紋。為避免出現這種情況,需要向鍛件內部逐漸輸入熱量,在鍛打時,嚴格控制錘擊力,控制擊打次數,調整擊打位置,防止變形。當鍛打溫度達到中間溫度時,坯料此時塑性最佳,不易開裂,需要重錘快打,可以細化共晶碳化物,有利于金屬流動,防止偏析,可以獲得良好的組織性能,獲得合適的變形量。當接近終鍛時,因為溫度下降,坯料的力學性能發生變化,其塑性下降,不易變形,需要降低錘擊力度,防止發生內裂紋。
結束語
本文通過試驗研究了關于Cr12高合金工具鋼材料的鍛造工藝,確定了合理的鍛造加熱規范、鍛造方法和冷卻規范,并對鍛造工藝進行了分析討論。采用該工藝技術完成的鍛件合格率超過99%,為大型鍛件的實際生產提供了重要的借鑒價值。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
北部灣大學學報(2021年4期)2021-04-28 08:01:04
中華詩詞(2020年1期)2020-09-21 09:24:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
