20CrMnTiH鍛造余熱淬火工藝在實踐中的推廣和應(yīng)用
2021-09-24 09:56:20艾鳳明侯嘉強大同機車鍛造有限責(zé)任公司
鍛造與沖壓 2021年17期
關(guān)鍵詞:工藝
文/艾鳳明,侯嘉強·大同機車鍛造有限責(zé)任公司
馮銳·中車大同電力機車有限公司
為實現(xiàn)鍛造余熱淬火工藝在實踐中的推廣和應(yīng)用,本文結(jié)合公司實際設(shè)備情況,設(shè)計了復(fù)合切邊沖孔模,縮短了工序,節(jié)約了時間,解決了實現(xiàn)鍛造余熱淬火的關(guān)鍵問題,為公司降本增效作出了突出貢獻。
鍛造余熱淬火是鍛件在鍛造成形以后立即在高溫狀態(tài)下進行淬火熱處理,并在合適溫度下回火,實現(xiàn)代替調(diào)質(zhì)處理,也就是在穩(wěn)定的奧氏體范圍內(nèi)形變后產(chǎn)生馬氏體相變的高溫形變熱處理。它的優(yōu)勢在于將鍛造與熱處理工藝有效的結(jié)合起來,減少了金屬材料的氧化、脫碳、變形等熱處理缺陷,在省去重新高溫加熱淬火工序的同時,獲得優(yōu)良的鍛件綜合力學(xué)性能,提高生產(chǎn)效率,降低生產(chǎn)成本,為企業(yè)帶來巨大的經(jīng)濟效益,在實踐中應(yīng)用廣泛。
我公司生產(chǎn)的煤機長環(huán)鍛件(圖1),材質(zhì)20CrMnTiH,技術(shù)要求調(diào)質(zhì)處理,硬度在30~42HRC(表1)。原工藝采用傳統(tǒng)鍛后調(diào)質(zhì)處理,性能不穩(wěn)定,勉強達到合格要求。通過不斷探索、改進,采用鍛后余熱淬火工藝,綜合性能提升顯著,產(chǎn)品質(zhì)量穩(wěn)定。

表1 20CrMnTiH鍛件技術(shù)要求

圖1 20CrMnTiH鍛件實物
前后工藝對比
原生產(chǎn)工藝流程為:下料→加熱→鍛造→切邊→沖孔→校正→空冷→淬火→回火,工藝曲線如圖2所示。
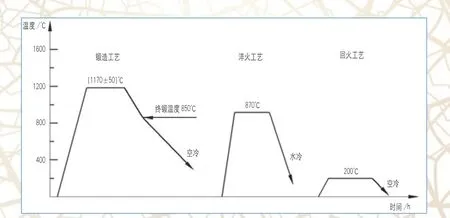
圖2 原生產(chǎn)工藝曲線
改進后的工藝流程為:下料→加熱→鍛造→切邊沖孔→鍛熱淬火→高溫回火,工藝曲線如圖3所示。
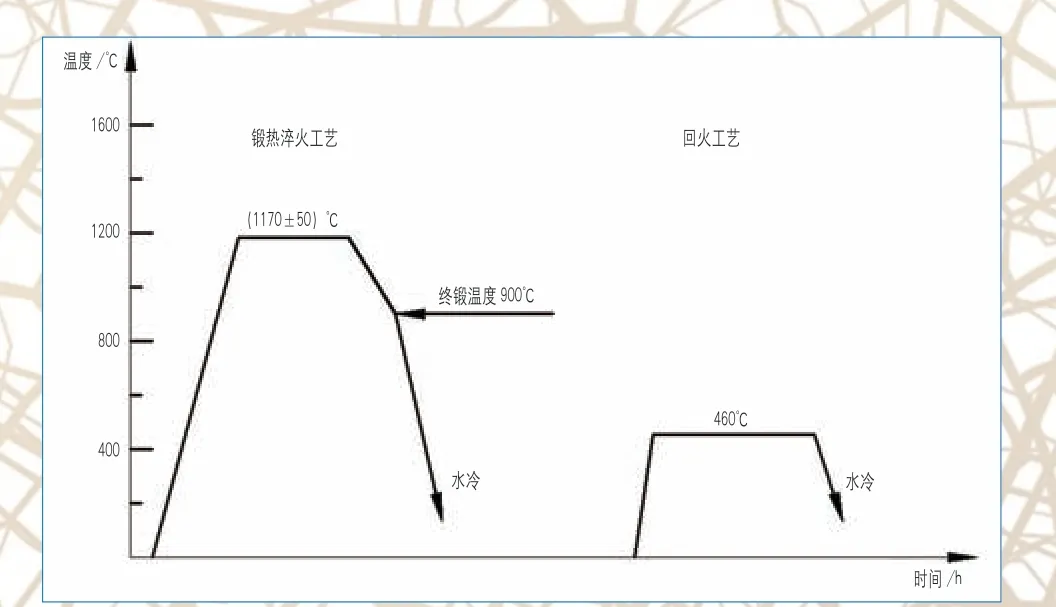
圖3 改進后生產(chǎn)工藝曲線
工藝改進難點
20CrMnTiH鍛后余熱淬火要求鍛件終鍛溫度在900℃以上,而原工藝長環(huán)終鍛后經(jīng)過切邊、沖孔、校正三道工序后,鍛件與模具接觸三次,溫度迅速下降,很難達到要求,特別是冬天生產(chǎn),廠房內(nèi)室溫只有幾攝氏度,鍛件出爐后迅速降溫,溫度難以控制。
要想實現(xiàn)鍛后余熱淬火,只有將終鍛到淬火之間的工序縮短,三道工序整合為一道工序,同時完成切邊、沖孔、校正,但公司切邊設(shè)備為500噸單點閉式曲柄壓力機,無導(dǎo)柱導(dǎo)套及下頂出裝置,鍛件切邊沖孔同時完成后,會套在兩個沖頭上無法取出,如何利用現(xiàn)有設(shè)備快速出模是工藝改進的難點。

切邊模具設(shè)計
通過對鍛件形狀及現(xiàn)有設(shè)備進行分析,結(jié)合公司實際設(shè)備情況,設(shè)計出復(fù)合切邊模具(見圖4),切邊、沖孔在壓力機一個行程內(nèi)同時完成,鍛件與切邊模接觸一次,終鍛后到入水前間隔不超過10s,入水溫度能夠保證在850℃以上。
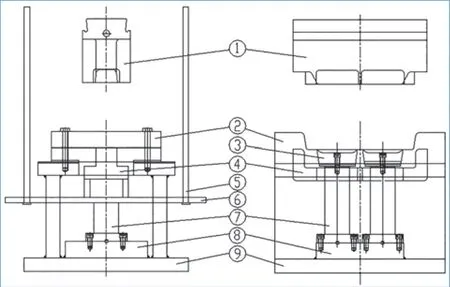
圖4 長環(huán)切邊沖孔復(fù)合模
本套復(fù)合模具將下頂出改為鏈條式結(jié)構(gòu),由上滑塊帶動鏈條將鍛件托出沖頭,無需借助下頂桿也可實現(xiàn)切邊后鍛件的頂出。在鍛件鍛造完成后,將其放在復(fù)合切邊模具上,壓力機滑塊向下運動,同時完成切邊、沖孔工序,滑塊向上運動時利用鏈條和托板將鍛件從下模中托出。
由于沖孔工序與切邊工序同時完成,沖孔沖頭給予鍛件的剪切力與切邊沖頭給予鍛件的剪切力大小相等,方向相反,所以鍛件變形量很小,無需校正工序即可滿足圖紙要求。
鍛后余熱淬火和高溫回火
鍛造加熱采用中頻感應(yīng)加熱,加熱溫度為(1170±50)℃,生產(chǎn)節(jié)拍保持在每分鐘2件。鍛后余熱淬火溫度在(870±30)℃,冷卻方式為水冷。鍛件按鍛造節(jié)拍逐個成形,切邊后立即放入淬火水槽逐個冷卻,入水1分鐘內(nèi)迅速攪拌,然后緩慢攪拌約6~8min,鍛件冷卻至100℃以下?lián)瞥觥;鼗鸩捎孟涫诫娮锠t,溫度在(460±10)℃,保溫時間4~6h,冷卻方式為水冷。
實踐應(yīng)用
工藝改進后,通過幾個批次長環(huán)鍛件的跟蹤驗證,與原工藝對比,機械性能(表2)、淬火硬度(圖5)均得到不同程度的提升,特別是沖擊韌性提高顯著,鍛件質(zhì)量十分穩(wěn)定,可以批量推廣生產(chǎn)。

表2 20CrMnTiH鍛件力學(xué)性能對比
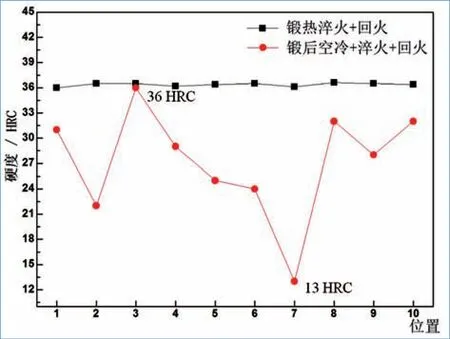
圖5 20CrMnTiH鍛件硬度對比
目前,公司已交付客戶萬余件產(chǎn)品,產(chǎn)品質(zhì)量得到客戶認(rèn)可。下一步準(zhǔn)備將此工藝推廣至公司其他合適產(chǎn)品。
結(jié)束語
鍛后余熱淬火,既可以省掉熱處理時對鍛件重新加熱所需要的時間,縮短生產(chǎn)周期,節(jié)約加熱時消耗的能源,又可以提高鍛件各項性能指標(biāo),是一種非常經(jīng)濟環(huán)保的生產(chǎn)方法,具有廣泛的推廣價值。但在生產(chǎn)實踐中,往往因為鍛件結(jié)構(gòu)復(fù)雜,鍛造工序多,鍛造設(shè)備限制等因素錯過淬火時機而得不到應(yīng)用,如何結(jié)合實際情況優(yōu)化鍛造工藝,合理調(diào)整工藝流程是一線工藝人員需要研究和解決的重點。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
