閃光接觸焊焊頭粗磨控制技術研究
2021-09-23 09:24:42金能龍
交通科技與管理 2021年24期
摘 要:鋼軌閃光焊焊頭粗磨后焊頭平直度與鋼軌焊接對軌、鋼軌正火、粗磨工藝及過程都有著很大的關系,要嚴格控制焊接及粗磨工藝,通過控制鋼軌焊接對位情況、預留上拱度、正火變形量、熱打磨預留值等多種措施,保證焊接質量達標。
關鍵詞:閃光焊焊頭;鋼軌粗打磨;焊頭平直度
鋼軌的焊接方式分為閃光接觸焊、鋁熱焊、氣壓焊。閃光接觸焊是無縫線路最常用的焊接方式,焊頭質量直接影響列車安全、平穩、舒適的運行。焊頭質量分為外觀質量和內部質量,外觀質量只要鋼軌打磨進行,閃光接觸焊焊頭打磨分為粗磨和精磨。閃光焊粗磨質量的控制是否良好直接影響到精磨質量[1]。
1 閃光焊接對軌過程對焊頭粗磨的影響
鋼軌焊接完成后,要對鋼軌焊接接頭(簡稱焊頭)進行外觀打磨,使得焊頭的平直度和鋼軌廓形能夠達到驗收規定。焊頭打磨平直度質量與鋼軌焊接時對軌技術有重要的關系,對軌質量不好,會出現高焊頭(≥0.7 mm)或者出現低焊頭(≤0 mm)。高焊頭或低焊頭都很難靠粗磨進行矯正。閃光焊對軌要準確預留上拱度值,一般取值為1 mm~2 mm,預留上拱度時要將鋼軌設置為三角形,頂點為焊頭中心,拱度頂點位置不能偏離,導致焊頭出現錯位或扭曲不平順。
2 閃光焊粗磨過程控制
2.1 粗磨前的外觀檢查
(1)觀察焊頭焊后表面有無裂紋,推瘤過程中有無出現推傷母材現象。(2)推瘤后余量要進行檢查,一般焊頭頂面及工作邊1 mm左右,軌腰部分不應大于2 mm,軌底及軌底三角區部分控制在1 mm左右。(3)要嚴格控制鋼軌對位時的錯邊量,在未經打磨處理的情況下檢查接頭錯邊量,焊頭頂面≤0.2 mm,焊頭工作邊≤0.2 mm,軌底部分≤2 mm,接頭錯邊量超標的接頭不應使用打磨方法糾正,應切掉重新焊接。檢查接頭錯邊,使用1 m凹槽尺和塞尺檢查或者波磨尺進行檢查,在焊縫中心線兩側各15 mm的位置測量并計算接頭錯邊量。(4)使用1 m凹槽尺和塞尺檢查或者波磨尺進行檢查,如果焊頭焊筋旁出現1 mm以上高焊頭或者低于0.5 mm以下低焊頭時,應該鋸掉重焊。
2.2 正火過程對焊頭平直度的影響
鋼軌正火需要將鋼軌加熱到850℃~920℃,所以鋼軌在加熱及冷卻過程中,由于重力作用和鋼軌內部應力的作用,鋼軌會出現下沉變形的現象。
要根據焊接后焊頭平直度狀態,利用正火過程進行熱矯正。對于高于0.7 mm高焊頭時(預留上拱度太大導致),應該將鋼軌允許一定向下的撓度(根據實際試驗得知),在鋼軌正火中由于重力作用下的撓度,鋼軌頂面平直度會產生一定向下形變,起到矯正作用。對于低焊頭來說,一般需要用墊塊一定向上的撓度,在正火中鋼軌會向上發生形變,從而消滅低焊頭。正常情況下,為了防止因鋼軌正火導致低焊頭,在鋼軌正火時嚴禁將鋼軌焊頭出現向下的撓曲變形,應該盡量墊平鋼軌。利用正火進行矯正鋼軌焊頭平直度需要不斷的摸索經驗,特別是撓度的控制,墊塊一般以mm為單位進行,不能直接采用起道器頂焊頭或者軌距擋板等材料墊高鋼軌,嚴禁正火中出現大的撓曲變形,導致焊頭損壞。正火時,嚴禁在鋼軌內部產生拉應力的情況下進行,會導致焊頭整個拉細的變形,靠粗磨無法完成焊頭矯正,如果焊頭出現拉細,只能鋸掉重焊。
2.3 粗磨時的溫度和平直度控制
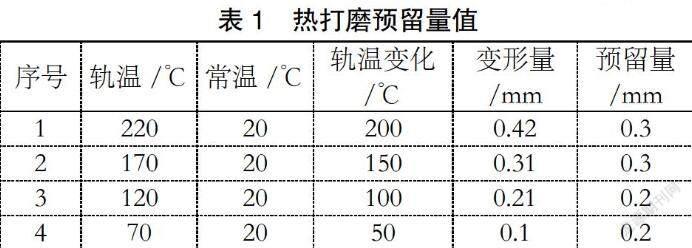
粗磨時用仿形打磨機打磨軌頭部分,用手持砂輪機進行軌腰、軌底打磨,軌腰打磨時只將焊筋打磨圓順,減少毛刺,盡量光滑圓順,減少應力集中,滿足探傷要求,軌底及三角區打磨時,應該預留0.1 mm左右,不應該對母材進行過多打磨,更不應該打虧焊筋。粗磨開始時,鋼軌內部溫度確保降在300℃以下,如果在鋼軌溫度高于常溫下打磨,要注意根據軌溫不同,鋼軌熱脹冷縮產生的鋼軌變形。比如60 kg/m鋼軌高176 mm,如果軌溫從300℃降低到20℃,則鋼軌會出現垂向的變形量為0.011 8 mm/m·℃×0.176 m×(20~300)℃=-0.56 mm的變形量。如果熱打磨時,考慮鋼軌是從頂面與底面兩個方向進行熱脹冷縮的,應該最少選擇預留變形量的一半加0.1 mm的預留量,所以最少要預留0.3 mm+0.1 mm=0.4 mm。熱打磨預留量值簡單計算如下表1。
選擇焊頭熱打磨時,打磨速度會比較快,可以提高粗磨效率,但軌頂、軌底打磨可以采用熱打磨,熱打磨時應該按照表1計算量,預留好變形量。軌底三角區熱打磨時,應該預留0.1 mm~0.2 mm的預留量,盡量光滑圓順。熱打磨后,在焊頭常溫下要再次檢查鋼軌焊頭平直度,保證焊頭粗磨質量,對鋼軌軌腰、軌底三角區和軌底部分應該在粗磨時就打磨成形,在精磨時一般不再次進行打磨。
3 粗磨的注意事項
(1)粗磨后鋼軌頂面及鋼軌工作邊表面應圓順、光滑,鋼軌廓形應該與母材保持一致,打磨過程中要邊打磨邊測量,保證鋼軌不被打虧,廓形與基本良好,最終保證精磨質量。(2)打磨時注意進刀力度,要防止砂輪在鋼軌上劇烈跳動、沖擊鋼軌;要控制進刀力度,防止鋼軌表面出現打磨灼傷發藍,在鋼軌表面產生馬氏體。為防止打磨灼傷發藍,可以選用硬度較低的砂輪,采用數控仿形精磨機進行粗磨作業,保障線路安全[2]。(3)粗磨后應要觀察是否有裂紋,如果有裂紋需要鋸掉重焊。粗磨后嚴禁出現將焊筋超磨現象,要充分留夠精磨余量;要控制粗磨長度,嚴禁出現將母材打虧情況。(4)如果推瘤余量超標或者推瘤傷到母材,應調整或更換推瘤刀具[3]。(5)粗磨過程中,閃光接觸焊的焊頭軌底及軌底三角區的打磨技術要求比較高,需要一次打磨到位。軌底打磨時因無法直接觀察打磨情況,主要借助打磨反光鏡檢查,打磨過程中要嚴格執行打磨寬度,不宜打磨過寬、也不宜只打磨焊筋,沒有順坡。要及時測量,防止打虧。
4 結語
閃光焊鋼軌必須認真進行鋼軌對位,控制鋼軌對位后的預留上拱度和鋼軌錯邊、扭曲情況。鋼軌要合理控制鋼軌在正火過程中的狀態,保證鋼軌焊頭在正火過程中不出現有害的形變,對于高、低焊頭在正火過程中及時調整矯正,保證粗磨質量。鋼軌粗磨時,如果采用熱打磨形式,要預留好冷卻變形量,常溫后應該對焊頭再次進行量測,對打磨不完善地方可以進行再次打磨修整,特別是對軌腰、軌底在粗磨時要打磨完成,精磨時不再進行打磨。
參考文獻:
[1]金能龍,陳超.無砟軌道現場閃光接觸焊鋼軌焊頭平直度的控制[J].2016(8):163-164.
[2]賈春,戴虹,汪鵬舉,等.鋼軌現場焊打磨工藝對接頭質量的影響[J].電焊機,2016(8):76-79.
[3]孫立本.論移動閃光焊軌機現場施工工藝對焊接質量的影響[J].安徽建筑,2016(3):95-97+121.