QC質量管理方法在提升產品尺寸穩定性中的應用
2021-09-23 11:09:18劉俊軍
商品與質量 2021年36期
劉俊軍
南京鋼鐵集團有限公司 江蘇南京 210035
1 選題理由
(1)緊密圍繞公司2020年工作方針,以質量、效益為中心開展工作。
(2)∠125*125等邊角鋼是中線主打產品,每月產量在2000噸以上,主要供各大鐵塔廠建造塔基使用,產品質量的穩定性直接影響接單量和公司的信譽。
(3)尺寸穩定性問題導致產品改尺、改判、判廢多,嚴重影響成材率的提升,造成生產成本增加。
2 現狀調查
2019年7~9月不合格率均在2.0%以上。(圖1):
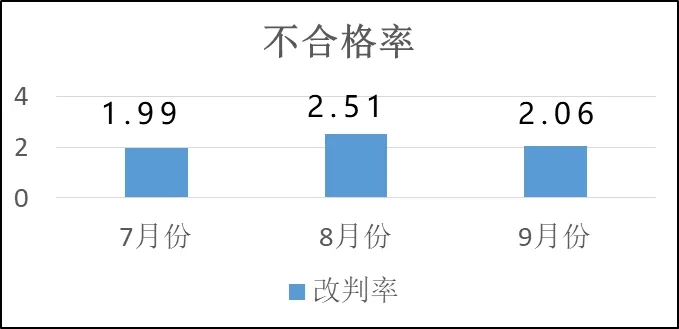
圖1 2019年7~9月不合格率柱狀圖
由上圖可以看出,∠125*125等邊角鋼寬度尺寸不合格率均在2.0%以上,調質時間長,嚴重影響了生產節奏;產生改尺、改判、判廢品多,造成降級、返工、判廢損失,增加了質量成本。
3 確定目標
目標:∠125*125全厚度規格寬度尺寸不合格率控制在1.0%以內。
4 原因分析
(1)通過全體小組成員的討論,我們從人、機、料、法、環等方面著手,找出∠125*125全厚度規格寬度尺寸不合格率高的原因,繪制出如下因果圖:
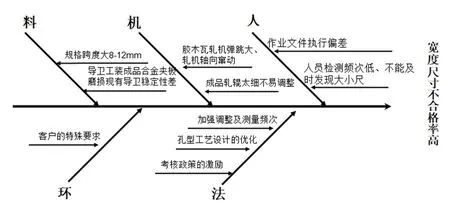
圖2 ∠125*125寬度尺寸不合格率高的因果分析圖
(2)要因確認表1。
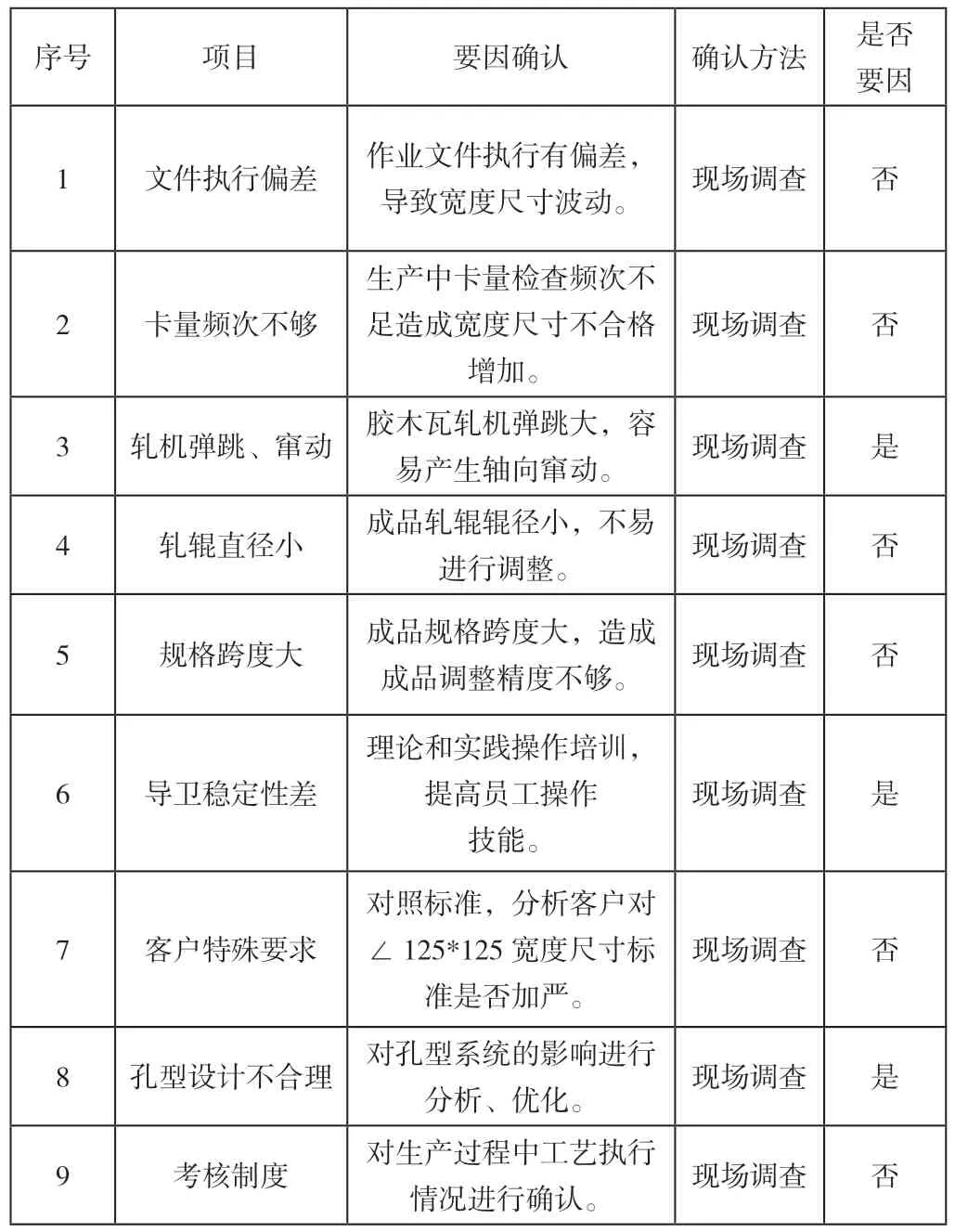
表1 要因確認
(3)找出主因:①軋機彈跳、竄動;②軋輥、導衛磨損導致尺寸不穩定;③孔型工藝不合理。
5 制定對策,見表2
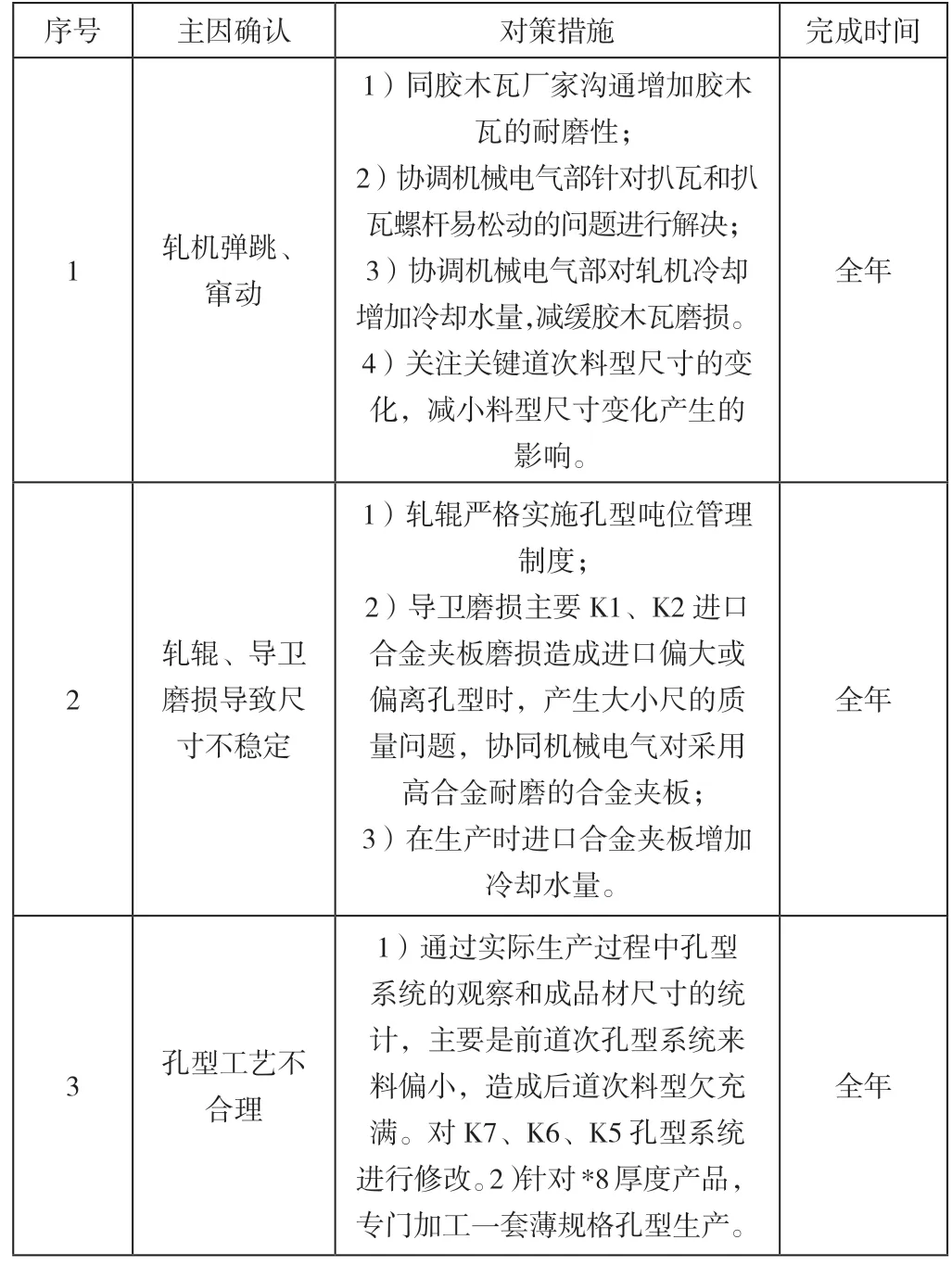
表2 制定對策
6 對策實施
6.1 軋機彈跳、竄動
6.1.1增加膠木瓦的耐磨性
針對膠木瓦不耐磨的問題,與廠家進行交流,并在膠木瓦生產工藝上進行改進。1月份交付使用,耐磨性明顯改善[1]。
6.1.2從生產作業本身查找問題
膠木瓦安裝時要與瓦座孔型對正,瓦座水孔及時清理干凈,防止水孔堵塞影響供水;軋輥上線之前,輥脖子使用磨床加工,光潔度光滑無棱角。
6.1.3解決扒瓦和扒瓦螺桿易松動問題
建議采購的合金450I扒瓦和合金扒瓦螺桿3月5日到貨,使用后450I軋機彈跳和竄動明顯減小。
6.1.4增加軋機冷卻水量,減緩膠木瓦磨損
把除塵水放到軋機上冷卻膠木瓦,保證水量的充足,減緩膠木瓦的磨損。
6.1.5嚴格工藝紀律,保證關鍵道次料型尺寸
生產過程中關注關鍵道次料型尺寸的變化,定期檢查并記錄,減小料型尺寸變化產生的影響。
6.2 軋輥、導衛磨損導致尺寸不穩定
(1)嚴格孔型噸位制度:軋輥嚴格實施孔型噸位管理制度,已進行修訂。
(2)增上高合金耐磨夾板:已經采購,并在2月份開始使用,效果良好。
(3)生產時K1、K2進口合金夾板冷卻水正常投入使用,減少磨損。
6.3 孔型工藝不合理
∠125*125共計有*8/*10/*12三個厚度產品,厚度寬度大。在孔型設計中同等寬度尺寸產品,厚規格前道次的料型中線線寬度越寬,生產薄規格使用同一套孔型時,成品前來料寬度偏小,致使成品軋制時寬度偏負,造成成品材寬度小尺。
在孔型上進行系統優化,把*8厚度產品450I軋輥,即K2、K3、K4、K5孔型分別進行擴寬,保證K2孔型過鋼后的寬度尺寸,確保成品寬度尺寸。具體修改見下圖:
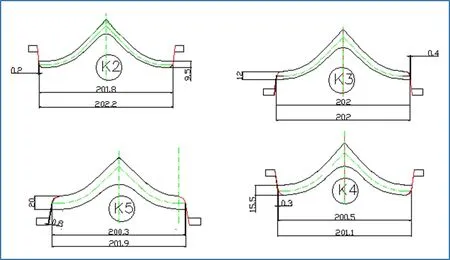
圖3 ∠125*125孔型工藝優化圖
7 效果檢查
通過各項措施的實施,2020年3月份到6月份攻關效果顯著,見表3。

表3 ∠125*125 3~6月份不合格率統計表
由分析表可以看出,不合格品率在逐步下降,其中4~6月份均下降到1.0%以下。
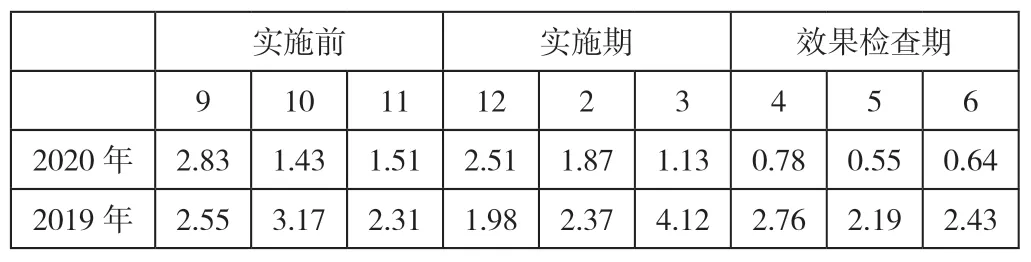
表4 攻關指標實施前后對比
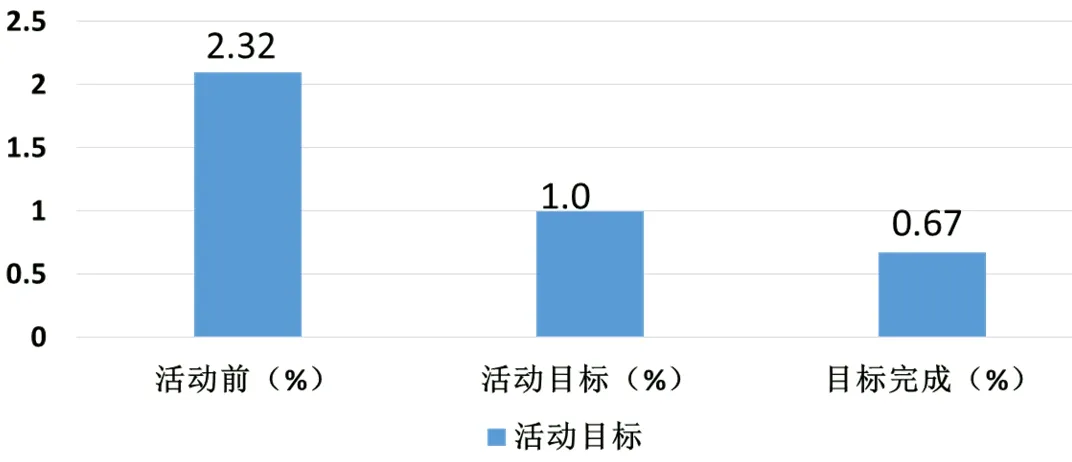
圖4 活動目標完成情況
由此看來本次PDCA循環成果較為顯著,本攻關課題分析得當,措施實施有效,為公司完成降本增益目標打下良好的基礎。
8 鞏固措施
為了確保本次活動的成果,小組成員把取得的成果進行了書面整理,并制定崗位標準化作業指導書固化、實施。
9 結語
由此看來本次PDCA循環成果較為顯著,本攻關課題分析得當,措施實施有效,為公司完成降本增益目標打下了良好的基礎。
