包含刀具-工件多重交互與速度效應(yīng)的銑削顫振穩(wěn)定性分析
2021-09-19 01:16:18籍永建王西彬劉志兵王紅軍
振動(dòng)與沖擊 2021年17期
籍永建, 王西彬, 劉志兵, 王紅軍
(1.北京信息科技大學(xué) 機(jī)電系統(tǒng)測(cè)控北京市重點(diǎn)實(shí)驗(yàn)室,北京 100192;2.北京理工大學(xué) 機(jī)械與車(chē)輛學(xué)院,北京 100081)
銑削加工廣泛應(yīng)用于航空、航天、船舶與汽車(chē)制造等領(lǐng)域。隨著對(duì)工件加工質(zhì)量要求的進(jìn)一步提高,對(duì)銑削加工穩(wěn)定性的要求日益苛刻。由于銑刀具有較大的長(zhǎng)徑比、裝夾后懸伸量較長(zhǎng)、振動(dòng)形式復(fù)雜,因此銑削過(guò)程極易產(chǎn)生顫振,尤其在高速銑削過(guò)程中,主軸系統(tǒng)-刀具-工件之間的交互效應(yīng)對(duì)銑削顫振穩(wěn)定性的影響更加明顯。顫振是一種典型的自激振動(dòng),會(huì)導(dǎo)致工件表面產(chǎn)生振紋、降低工件表面質(zhì)量、加速刀具磨損、甚至降低機(jī)床使用壽命[1-2]。顫振機(jī)理與機(jī)床動(dòng)力學(xué)模型上的局限仍然是顫振控制亟待突破的首要難題[3],主軸系統(tǒng)-刀具-工件之間的交互效應(yīng)是影響銑削顫振穩(wěn)定性的直接因素,該交互效應(yīng)既包含刀具與工件直接接觸所產(chǎn)生的再生效應(yīng)[4]357、過(guò)程阻尼[5]46與刀具結(jié)構(gòu)模態(tài)耦合[6]127,也包含速度效應(yīng)對(duì)刀尖頻率響應(yīng)的影響。穩(wěn)定性葉瓣圖是選取穩(wěn)定切削參數(shù)的重要依據(jù),在不改變機(jī)床結(jié)構(gòu)、刀柄與刀具特性的前提下,通過(guò)構(gòu)建穩(wěn)定性葉瓣圖可有效避免銑削顫振[7]。在穩(wěn)定性葉瓣圖求解方面,智紅英等提出了線(xiàn)性多步法[8]與隱式Adams方法[9]。
再生效應(yīng)與前、后刀齒形成的工件表面相位差有關(guān),是引起顫振的主要因素之一。Altintas等基于再生效應(yīng)建立了經(jīng)典的線(xiàn)性銑削動(dòng)力學(xué)模型,并提出用零階近似法求解銑削穩(wěn)定性葉瓣圖。低速切削時(shí),過(guò)程阻尼是刀具-工件交互效應(yīng)的主要表現(xiàn)形式[10]。過(guò)程阻尼主要由工件與刀具后刀面接觸區(qū)域的擠壓變形引起[11]。Wu[12]建立了壓痕力模型,該模型根據(jù)作用在刀具/工件結(jié)合面上的耕犁力來(lái)描述過(guò)程阻尼引起的能量損失。基于上述壓痕力模型,Ahmadi等采用線(xiàn)性黏滯阻尼器替代過(guò)程阻尼系數(shù),并對(duì)建立的模型進(jìn)行驗(yàn)證。李欣等[13]16采用隱式龍格庫(kù)塔法計(jì)算干涉產(chǎn)生的浸入面積與阻力,建立了考慮過(guò)程阻尼的非線(xiàn)性模型,并通過(guò)銑削試驗(yàn)驗(yàn)證了模型的有效性。Feng等[14]運(yùn)用工作模態(tài)分析法對(duì)薄壁件銑削過(guò)程中的過(guò)程阻尼產(chǎn)生機(jī)理與識(shí)別進(jìn)行了研究。
刀具結(jié)構(gòu)模態(tài)耦合是指對(duì)刀具進(jìn)行激勵(lì)時(shí),在與激勵(lì)方向垂直的方向也會(huì)產(chǎn)生響應(yīng)。研究表明,實(shí)際切削過(guò)程中,刀具結(jié)構(gòu)模態(tài)耦合對(duì)銑削顫振穩(wěn)定性具有重要影響,隨著交叉頻率響應(yīng)函數(shù)幅值的增加,模態(tài)耦合對(duì)銑削穩(wěn)定性的影響逐漸增大[15]。任勇生等[16]研究了刀桿結(jié)構(gòu)非線(xiàn)性與材料阻尼對(duì)銑削穩(wěn)定性的影響。Li等[17]研究了多因素耦合效應(yīng)對(duì)鈦合金銑削顫振穩(wěn)定性的影響。Ji等[18]2509基于再生顫振模型,將過(guò)程阻尼與刀具結(jié)構(gòu)模態(tài)耦合融入到銑削動(dòng)力學(xué)模型中,針對(duì)鋁合金的銑削穩(wěn)定性進(jìn)行了研究。秦國(guó)華等[19]建立了多因素耦合銑削動(dòng)力學(xué)模型,研究了徑向浸入比、螺旋角效應(yīng)、過(guò)程阻尼與銑刀結(jié)構(gòu)模態(tài)耦合對(duì)銑削穩(wěn)定性的影響,結(jié)果表明與傳統(tǒng)動(dòng)力學(xué)模型相比,同時(shí)考慮再生效應(yīng)、過(guò)程阻尼與刀具結(jié)構(gòu)模態(tài)耦合能夠獲得較大穩(wěn)定切削區(qū)。
主軸系統(tǒng)是數(shù)控機(jī)床的核心部件,其高速旋轉(zhuǎn)引起的速度效應(yīng)對(duì)銑削顫振穩(wěn)定性具有重要影響[20]。Cao等[21]提出一種主軸系統(tǒng)通用建模方法,該模型基于Jones軸承模型[22],將軸承建立為包含滾動(dòng)體離心力與陀螺力矩的非線(xiàn)性有限元模型。Cao等[23]建立了主軸-軸承系統(tǒng)有限元模型,研究了陀螺效應(yīng)與離心力等速度效應(yīng)對(duì)刀尖頻率響應(yīng)的影響,并用奈奎斯特穩(wěn)定性判據(jù)得到了與速度效應(yīng)相關(guān)的穩(wěn)定性葉瓣圖。
銑削過(guò)程存在多種效應(yīng),針對(duì)單一效應(yīng)建立的動(dòng)力學(xué)模型難以有效預(yù)測(cè)不同切削條件下的加工狀態(tài)。目前的研究通常分別針對(duì)低速銑削與高速銑削特性進(jìn)行單獨(dú)研究,需要構(gòu)建統(tǒng)一、適用于不同轉(zhuǎn)速的銑削動(dòng)力學(xué)模型。論文構(gòu)建了包含刀具-工件多重交互效應(yīng)與速度效應(yīng)的銑削動(dòng)力學(xué)模型(無(wú)刀軸傾角),研究了無(wú)刀軸傾角狀態(tài)下不同效應(yīng)耦合作用對(duì)銑削顫振穩(wěn)定性的影響規(guī)律,建立了刀具-工件交互效應(yīng)、速度效應(yīng)與銑削顫振穩(wěn)定性之間的映射關(guān)系,獲得多種效應(yīng)耦合作用下的銑削穩(wěn)定性葉瓣圖,并進(jìn)行了試驗(yàn)驗(yàn)證。本葉瓣圖可用于預(yù)測(cè)不同轉(zhuǎn)速條件下銑削顫振穩(wěn)定性的變化規(guī)律,研究成果在揭示多種交互效應(yīng)對(duì)銑削顫振穩(wěn)定性的影響規(guī)律方面具有一定的指導(dǎo)意義與參考價(jià)值。
1 包含刀具-工件交互的銑削動(dòng)力學(xué)模型
再生效應(yīng)、過(guò)程阻尼與刀具結(jié)構(gòu)模態(tài)耦合是刀具-工件直接交互所產(chǎn)生的三種典型效應(yīng),對(duì)銑削系統(tǒng)的穩(wěn)定性均有一定影響,為得到更加準(zhǔn)確的銑削動(dòng)力學(xué)模型,基于再生效應(yīng)、刀具結(jié)構(gòu)模態(tài)耦合與過(guò)程阻尼的產(chǎn)生機(jī)理,建立考慮再生效應(yīng)、刀具結(jié)構(gòu)模態(tài)耦合與過(guò)程阻尼的銑削動(dòng)力學(xué)模型[18]2513。
1.1 包含再生效應(yīng)與刀具結(jié)構(gòu)模態(tài)耦合的銑削動(dòng)力學(xué)模型
切削厚度的變化導(dǎo)致切削過(guò)程產(chǎn)生動(dòng)態(tài)切削力,進(jìn)而誘發(fā)再生顫振。切削厚度變化的主要原因是切削過(guò)程中被加工表面前、后兩次切削振紋在相位上不同步。如圖1所示,在銑削過(guò)程中,前一刀齒在工件表面留下振紋,當(dāng)后一刀齒切削工件時(shí),工件表面產(chǎn)生新的振紋,當(dāng)前、后兩個(gè)表面之間存在相位差,則會(huì)產(chǎn)生動(dòng)態(tài)切削力,誘發(fā)再生顫振。
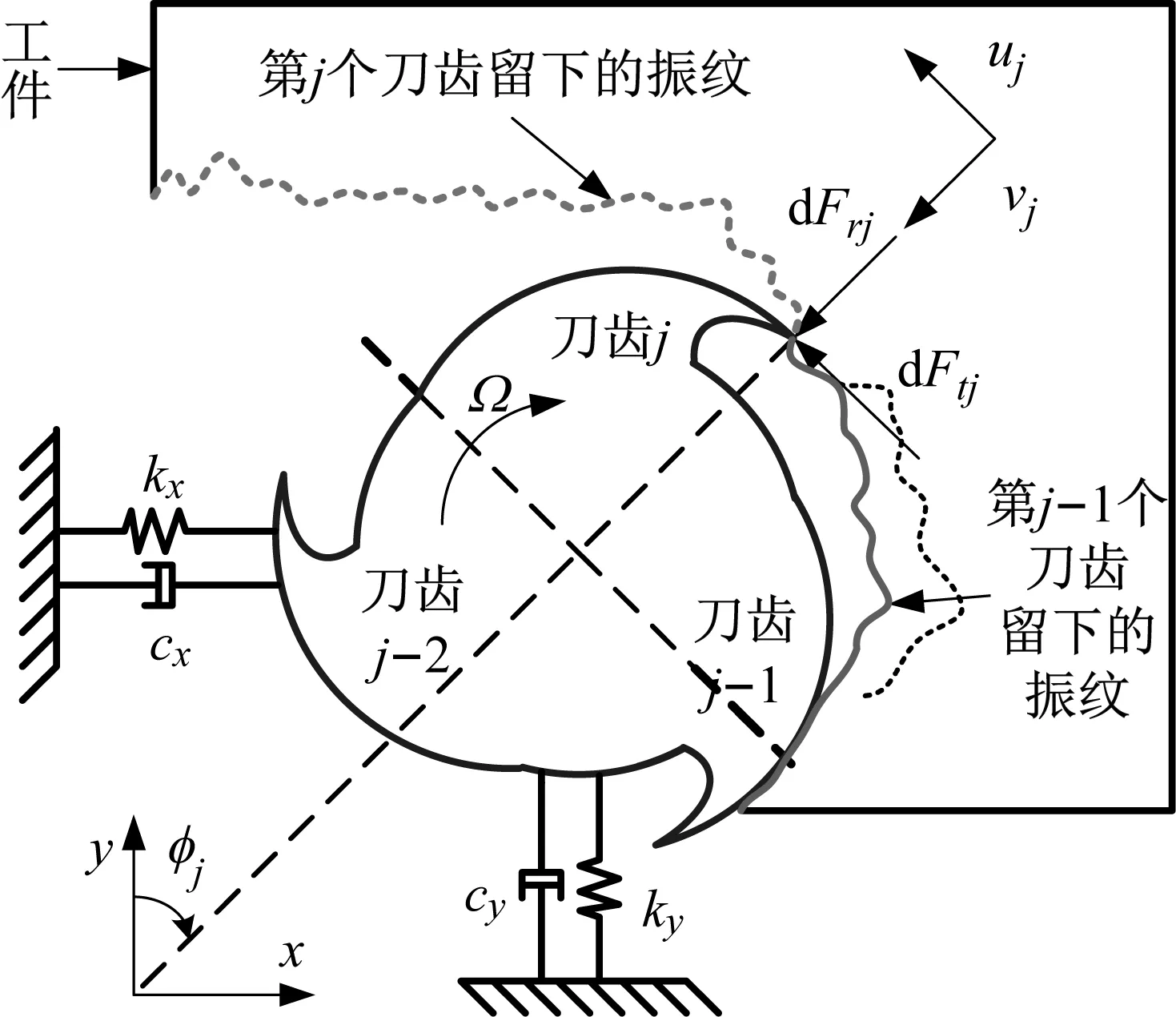
圖1 銑削模型示意圖[4]358Fig.1 Dynamic model of milling
刀具結(jié)構(gòu)模態(tài)耦合,是指刀具在受到x向或y向激勵(lì)時(shí),刀具同時(shí)在平行于激勵(lì)與垂直于激勵(lì)的方向產(chǎn)生響應(yīng),即傳統(tǒng)的兩自由度銑削動(dòng)力學(xué)模型中模態(tài)質(zhì)量矩陣、阻尼矩陣與模態(tài)剛度矩陣的非對(duì)角項(xiàng)不再為零。考慮刀具結(jié)構(gòu)模態(tài)耦合的兩自由度銑削動(dòng)力學(xué)模型如式(1)所示
(1)
式中:m、c與k分別為模態(tài)質(zhì)量、模態(tài)阻尼與模態(tài)剛度;下標(biāo)“x”表示因x方向受到激勵(lì)沿x方向產(chǎn)生的響應(yīng);下標(biāo)“y”表示因y方向受到激勵(lì)沿y方向產(chǎn)生的響應(yīng);下標(biāo)“xy”表示因x方向受到激勵(lì)沿y方產(chǎn)生的響應(yīng);下標(biāo)“yx”表示因y方向受到激勵(lì)沿x方向產(chǎn)生的響應(yīng)。Fx(t)與Fy(t)分別為x與y方向的切削力,如下所示[6]129
式中:Ktc與Krc分別為切向與徑向切削力系數(shù);Kte與Kre分別為切向與徑向刃口力系數(shù);ap為軸向切深。
(4)
(5)
(6)
式中:fz為每齒進(jìn)給量;T為刀齒通過(guò)周期,T=60/(N·Ω),Ω為主軸轉(zhuǎn)速,N為刀齒數(shù);φst與φex分別為切入角與切出角。Merdol等[24]研究表明,螺旋角在恒定的情況下,其對(duì)穩(wěn)定性的影響可以忽略,因此本節(jié)不考慮螺旋角的影響。
將式(2)、(3)代入式(1),省略與再生顫振無(wú)關(guān)的靜態(tài)力[25],可得到以下方程
(7)
在式(7)中,hxx、hxy、hyx、hyy為與切削力有關(guān)的方程,如下所示
(8)
(9)
(10)
(11)

(12)
(13)
(14)
式(13)、(14)中的參數(shù)可通過(guò)推導(dǎo)得出,具體可見(jiàn)文獻(xiàn)[18]2512,此處不再贅述。
1.2 包含再生效應(yīng)、刀具結(jié)構(gòu)模態(tài)耦合與過(guò)程阻尼的銑削動(dòng)力學(xué)模型
切削過(guò)程中,顫振發(fā)生后會(huì)導(dǎo)致振幅增大,此時(shí)后刀面與工件的犁耕效應(yīng)增強(qiáng),發(fā)生干涉,形成浸入面積,阻力增大,從而對(duì)顫振起到抑制作用。這種由于后刀面干涉形成的阻力即為過(guò)程阻尼力[13]17。
徑向犁耕力與后刀面下方擠壓材料的體積成比例關(guān)系,如式(15)所示[5]47
Fpd,r=g(φj)·Ksp·ap·S
(15)
式中:Ksp為壓痕力系數(shù);S為受擠壓材料的橫截面面積。
切向犁耕力可通過(guò)庫(kù)侖摩擦理論表示,如式(16)所示
Fpd,t=μ·Fpd,r
(16)
式中,μ為與工件材料、切削條件有關(guān)的庫(kù)倫摩擦因數(shù)。研究表明,過(guò)程阻尼效應(yīng)可用等效的線(xiàn)性黏滯阻尼器表示,即式(15)可轉(zhuǎn)化為式(17)所示的形式
(17)
(18)
其中:
(19)
(20)
(21)
(22)
根據(jù)以上推導(dǎo),綜合考慮再生效應(yīng)、刀具結(jié)構(gòu)模態(tài)耦合與過(guò)程阻尼的兩自由度銑削動(dòng)力學(xué)方程如式(23)所示
(23)
(24)
其中,A0、L如式(13)、(14)所示。R如下所示
(25)
其中,參數(shù)f1、f2、f3、f4為與過(guò)程阻尼有關(guān)的項(xiàng),其表達(dá)式如下所示
(26)
(27)
(28)
(29)
2 速度效應(yīng)對(duì)刀尖頻率特性的影響
主軸系統(tǒng)是數(shù)控機(jī)床的核心部件,其動(dòng)態(tài)特性的變化對(duì)銑削顫振穩(wěn)定性具有重要影響。作者已建立主軸系統(tǒng)動(dòng)力學(xué)模型并進(jìn)行了相關(guān)分析,此章進(jìn)行簡(jiǎn)要回顧。采用Cao等提出的通用建模法對(duì)主軸系統(tǒng)進(jìn)行建模。主軸系統(tǒng)如圖2所示,該主軸系統(tǒng)主要包括前軸承、主軸、轉(zhuǎn)子、定子、后軸承等部件。
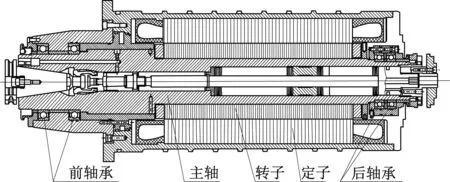
圖2 主軸系統(tǒng)示意圖Fig.2 The sketch of the spindle-bearing system
應(yīng)用鐵木辛柯梁理論對(duì)主軸進(jìn)行建模[26],將轉(zhuǎn)子看作由多個(gè)剛性圓盤(pán)構(gòu)成的集合。為便于建模,對(duì)實(shí)際主軸系統(tǒng)進(jìn)行簡(jiǎn)化。例如,忽略螺紋螺孔影響,將定子與外殼視為整體,詳細(xì)步驟見(jiàn)文獻(xiàn)[27]和[28]2041-2043。將刀柄與刀具添加到模型中,建立的主軸系統(tǒng)有限元模型如圖3、4所示。

圖4 主軸系統(tǒng)有限元模型Fig.4 The finite element model for the spindle-bearing system
采用主軸系統(tǒng)動(dòng)力學(xué)模型獲得的刀尖頻率響應(yīng)函數(shù)如圖5所示(實(shí)線(xiàn)),將該頻響函數(shù)與錘擊試驗(yàn)得到的銑刀刀尖頻響函數(shù)進(jìn)行對(duì)比,如圖5(a)所示。圖中虛線(xiàn)為錘擊試驗(yàn)獲得的刀尖頻率響應(yīng)函數(shù)。從圖5(a)中可以看出,仿真得到的刀尖頻率響應(yīng)函數(shù)與試驗(yàn)獲得的頻率響應(yīng)函數(shù)之間存在一定誤差,主要有以下三方面原因:①試驗(yàn)過(guò)程中,主軸安裝在機(jī)床上,主軸與機(jī)床之間的約束對(duì)主軸系統(tǒng)的動(dòng)態(tài)特性造成的影響;②在建立主軸系統(tǒng)動(dòng)力學(xué)模型過(guò)程中,對(duì)其進(jìn)行簡(jiǎn)化,造成各組成單元的質(zhì)量發(fā)生變化;③主軸系統(tǒng)模態(tài)參數(shù)測(cè)試過(guò)程中存在誤差。通過(guò)修改殼體單元的約束和改變單元元素質(zhì)量等方式對(duì)模型進(jìn)行校正。基于校正后的模型獲得的刀尖頻率響應(yīng)函數(shù)與試驗(yàn)獲得的刀尖頻率響應(yīng)函數(shù)如圖5(b)所示。

(a) 模型修正前刀尖頻率響應(yīng)函數(shù)

(b) 模型修正后刀尖頻率響應(yīng)函數(shù)圖5 刀尖頻率響應(yīng)曲線(xiàn)(靜態(tài),x方向)Fig.5 The frequency response functions of the tool tip (static state, x direction)
從圖5(b)可以看出,通過(guò)仿真得到的刀尖頻率響應(yīng)函數(shù)與試驗(yàn)獲得的刀尖頻率響應(yīng)函數(shù)在頻率數(shù)值方面具有較高的一致性,說(shuō)明修正后的動(dòng)力學(xué)模型能夠準(zhǔn)確預(yù)測(cè)實(shí)際的固有頻率;但兩條曲線(xiàn)其他部分并未完全重合,根據(jù)頻率響應(yīng)曲線(xiàn)的物理意義,可知通過(guò)動(dòng)力學(xué)模型得到的刀尖阻尼比仍與實(shí)際的阻尼比有一定差距,主要原因是實(shí)際系統(tǒng)中,阻尼十分復(fù)雜,難以得到絕對(duì)精確的阻尼結(jié)果。文獻(xiàn)[29]表明主模態(tài)頻率對(duì)顫振具有重要影響,因此,可以應(yīng)用建立的主軸系統(tǒng)動(dòng)力學(xué)模型研究高速銑削狀態(tài)下的切削特性。在后續(xù)穩(wěn)定性預(yù)測(cè)中,為更加符合實(shí)際,運(yùn)用建立的主軸系統(tǒng)動(dòng)力學(xué)模型預(yù)測(cè)刀尖在不同轉(zhuǎn)速下的固有頻率,通過(guò)靜態(tài)試驗(yàn)獲得其它模態(tài)參數(shù)。
當(dāng)綜合考慮離心力與陀螺效應(yīng)對(duì)主軸與軸承剛度的影響時(shí),刀尖固有頻率變化趨勢(shì)如圖6所示。從圖6可知,不考慮離心力與陀螺效應(yīng)的影響時(shí),刀尖固有頻率與主軸轉(zhuǎn)速無(wú)關(guān);當(dāng)綜合考慮離心力與陀螺效應(yīng)對(duì)主軸與軸承剛度的影響時(shí),隨著主軸轉(zhuǎn)速的升高,刀尖固有頻率降低,當(dāng)主軸轉(zhuǎn)速升高到20 000 r/min時(shí),固有頻率下降了4.5%,這是因?yàn)殡S著主軸轉(zhuǎn)速的升高,速度效應(yīng)導(dǎo)致主軸系統(tǒng)動(dòng)力學(xué)模型中等效剛度矩陣的剛度下降,從而降低刀尖固有頻率。此部分詳細(xì)分析見(jiàn)文獻(xiàn)[28]2045-2053。
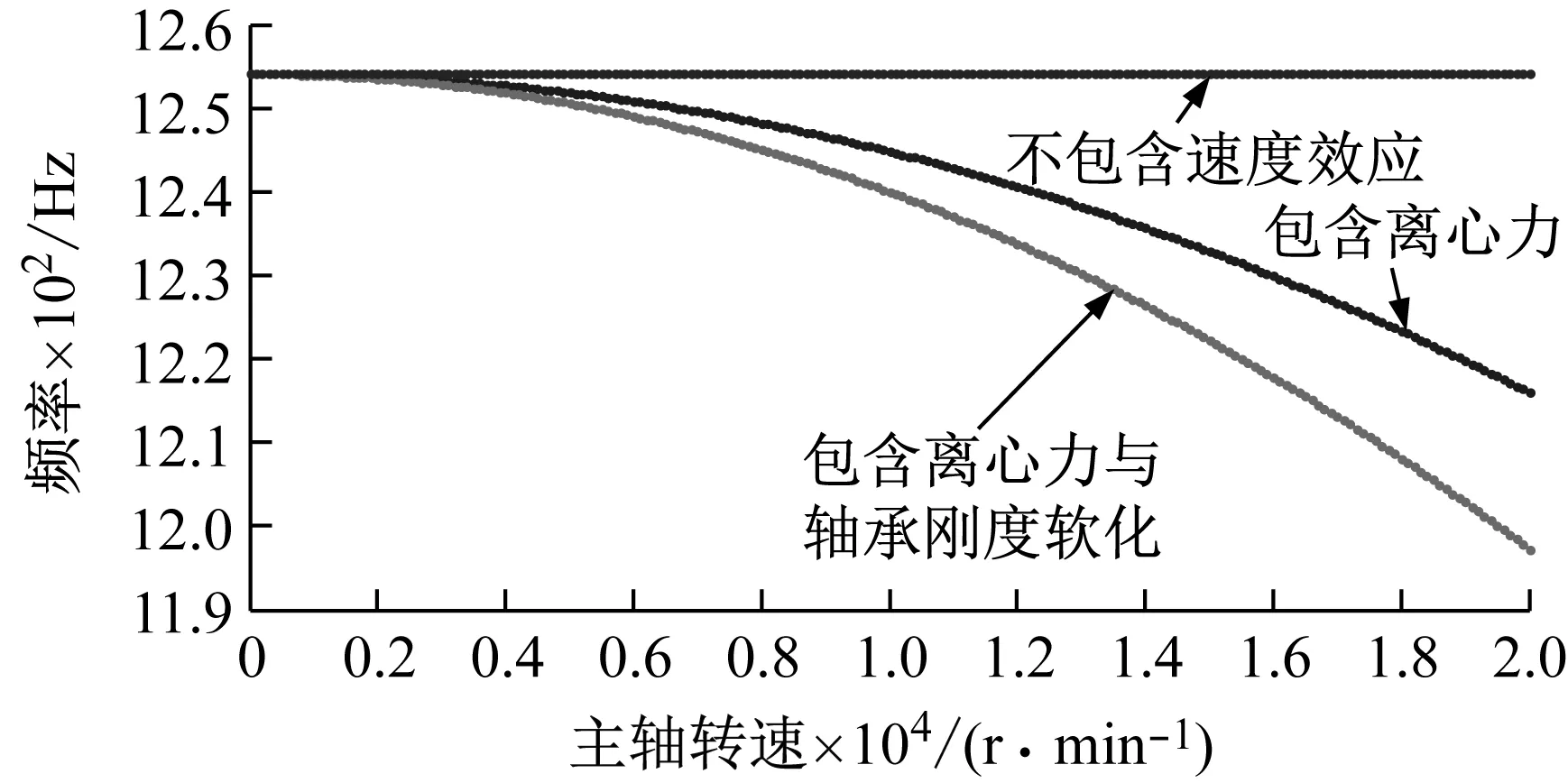
圖6 離心力與軸承剛度軟化耦合作用對(duì)刀尖固有頻率的影響Fig.6 The combined influence of shaft centrifugal force and bearing softening on the tool tip frequency
3 包含多因素耦合效應(yīng)的銑削顫振穩(wěn)定性分析
上述分析表明,隨著主軸轉(zhuǎn)速升高,刀尖固有頻率呈下降趨勢(shì)。基于上述模型,本章研究不同銑削參數(shù)下刀具-工件交互與速度效應(yīng)對(duì)銑削顫振穩(wěn)定性的影響。由于實(shí)際銑削系統(tǒng)阻尼過(guò)于復(fù)雜,所以在模態(tài)參數(shù)輸入時(shí),系統(tǒng)阻尼比與模態(tài)質(zhì)量仍采用試驗(yàn)方式獲得,采用主軸系統(tǒng)動(dòng)力學(xué)模型獲得不同主軸轉(zhuǎn)速下的刀尖固有頻率,采用模態(tài)試驗(yàn)獲得的刀尖模態(tài)參數(shù)如表1所示[28]2052。

表1 刀尖阻尼比與模態(tài)質(zhì)量Tab.1 The relative damping and modal mass of the tool tip
采用平均切削力模型[30]標(biāo)定切向切削力系數(shù)與徑向切削力系數(shù),標(biāo)定結(jié)果為:切向切削力系數(shù)Ktc=891 N/mm2、徑向切削力系數(shù)Krc=324 N/mm2。
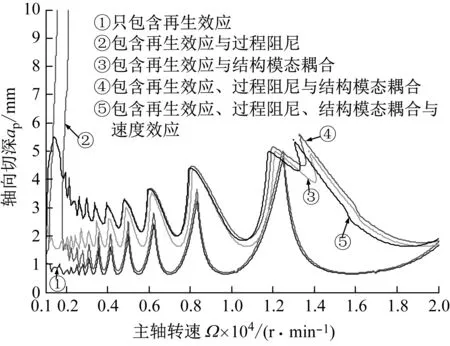
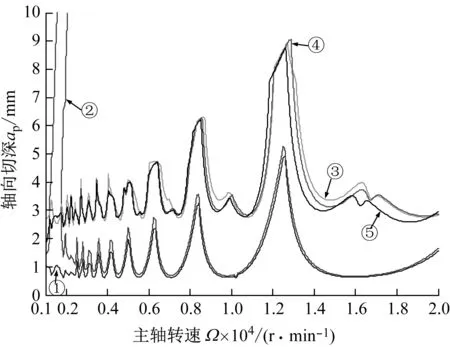
當(dāng)徑向切深與刀具直徑的比值ae/D=0.5,刀具磨損帶寬度為40 μm時(shí),基于不同動(dòng)力學(xué)模型獲得的穩(wěn)定性葉瓣圖如圖7所示,圖7(a)為順銑,圖7(b)為逆銑。為便于表述,將陀螺力矩、離心力與軸承剛度軟化的共同作用稱(chēng)為速度效應(yīng)。圖7中編號(hào)為①的實(shí)線(xiàn)為只包含再生效應(yīng)獲得的穩(wěn)定性葉瓣圖,編號(hào)為②的實(shí)線(xiàn)為包含再生效應(yīng)與過(guò)程阻尼獲得的穩(wěn)定性葉瓣圖,編號(hào)為③的實(shí)線(xiàn)為包含再生效應(yīng)與結(jié)構(gòu)模態(tài)耦合獲得的穩(wěn)定性葉瓣圖,編號(hào)為④的實(shí)線(xiàn)為包含再生效應(yīng)、過(guò)程阻尼與結(jié)構(gòu)模態(tài)耦合獲得的穩(wěn)定性葉瓣圖,編號(hào)為⑤的實(shí)線(xiàn)為包含再生效應(yīng)、過(guò)程阻尼、結(jié)構(gòu)模態(tài)耦合與速度效應(yīng)獲得的穩(wěn)定性葉瓣圖。
(a) 順銑
(b) 逆銑圖7 基于不同動(dòng)力學(xué)模型生成的穩(wěn)定性葉瓣圖Fig.7 The stability lobe diagrams generated by different dynamical models
由圖7可知,當(dāng)徑向浸入比ae/D=0.5,采用本章參數(shù)進(jìn)行計(jì)算時(shí),順銑、逆銑狀態(tài)下,采用只考慮再生效應(yīng)或包含過(guò)程阻尼的動(dòng)力學(xué)模型獲得的穩(wěn)定性葉瓣圖具有一定的相似性,差異不明顯;當(dāng)包含模態(tài)耦合時(shí),順銑、逆銑下的穩(wěn)定性葉瓣圖差異明顯增大,表明無(wú)論順銑、逆銑,刀具-工件之間的多重交互作用對(duì)銑削穩(wěn)定性均有影響。與只考慮再生效應(yīng)獲得的穩(wěn)定性葉瓣圖相比,當(dāng)主軸轉(zhuǎn)速較低時(shí),過(guò)程阻尼能夠顯著提高極限切深,速度效應(yīng)對(duì)極限切深幾乎無(wú)影響;隨著主軸轉(zhuǎn)速提高,穩(wěn)定性葉瓣圖中的穩(wěn)定區(qū)域呈現(xiàn)逐漸減小趨勢(shì)。這是因?yàn)椋?dāng)主軸轉(zhuǎn)速較低時(shí),刀具-工件之間的過(guò)程阻尼效應(yīng)是影響銑削顫振穩(wěn)定性的主要因素,速度效應(yīng)對(duì)極限切深的影響可忽略不計(jì);隨著主軸轉(zhuǎn)速的升高,由于速度效應(yīng)的作用,主軸系統(tǒng)剛度降低,導(dǎo)致刀尖固有頻率下降,因此銑削系統(tǒng)的極限切深減小。與此同時(shí),圖7表明,刀具結(jié)構(gòu)模態(tài)耦合能夠同時(shí)提高所有轉(zhuǎn)速范圍內(nèi)的極限切深,這可能是因?yàn)榈毒呓Y(jié)構(gòu)模態(tài)耦合改變了系統(tǒng)動(dòng)力學(xué)特性,致使穩(wěn)定切削區(qū)域有所增加。上述分析表明,不同銑削工況下,刀具-工件之間的交互效應(yīng)與速度效應(yīng)對(duì)銑削顫振穩(wěn)定性具有重要影響,應(yīng)加以考慮。
由式(17)可知,銑刀后刀面磨損帶寬度w會(huì)影響犁耕力的變化,進(jìn)而影響銑削穩(wěn)定性,不同后刀面磨損寬度條件下獲得的穩(wěn)定性葉瓣圖如圖8所示。由圖8可知,隨著后刀面磨損帶增加,銑削極限切深逐漸增大。因此,實(shí)際加工中為保證切削過(guò)程穩(wěn)定性,可根據(jù)實(shí)際情況適當(dāng)調(diào)整銑刀后刀面磨損帶寬度。
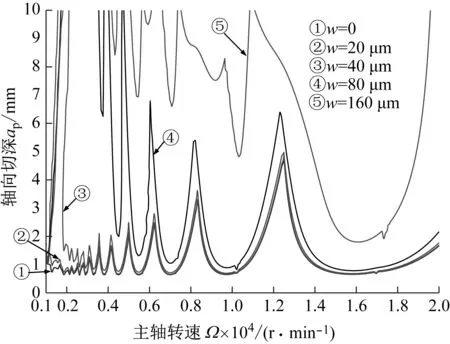
圖8 后刀面磨損帶寬度w對(duì)銑削穩(wěn)定性的影響Fig.8 The influence of the wear land width on the milling stability
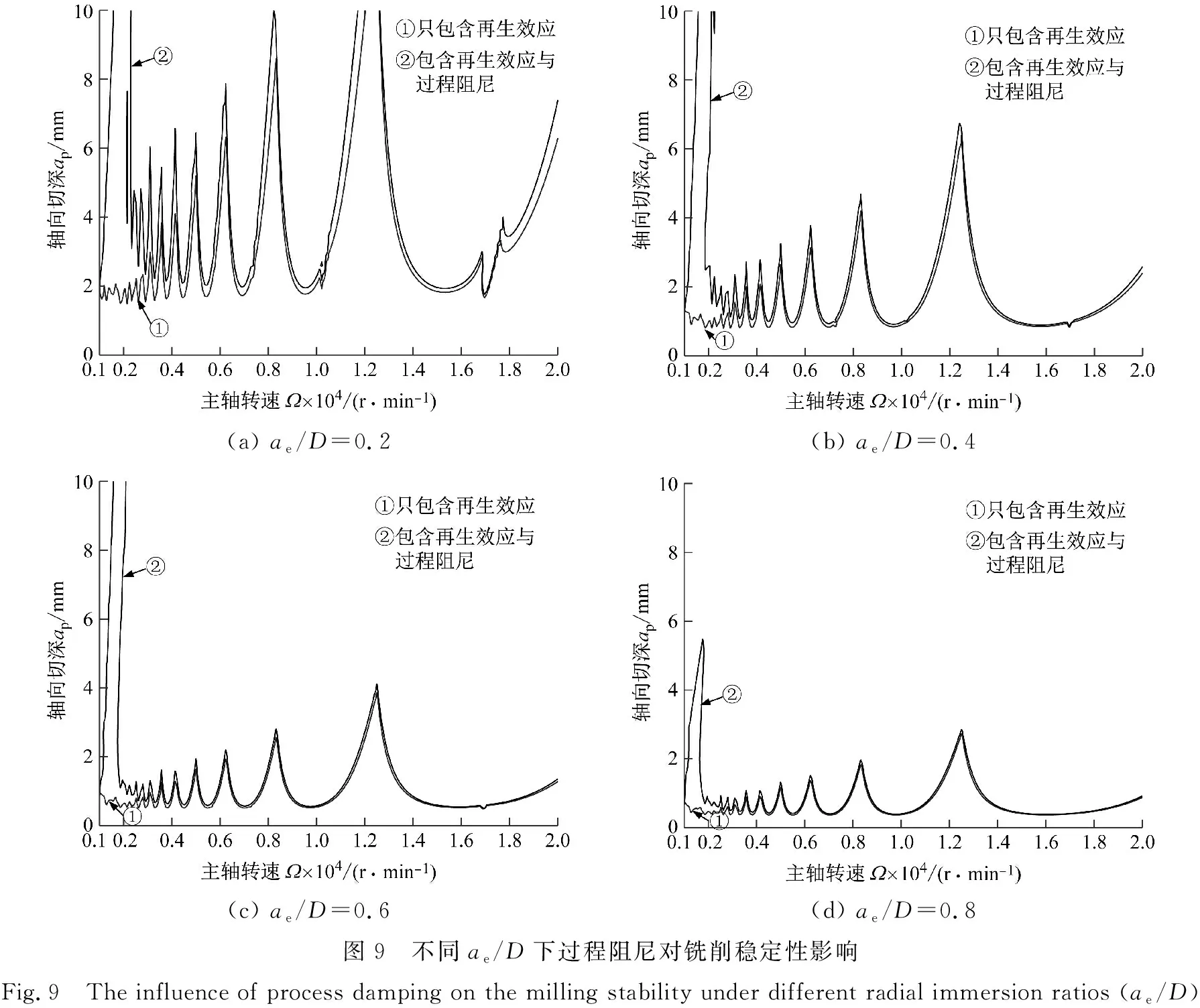
徑向浸入比(ae/D)會(huì)影響銑刀切入角、切出角與切削力的大小,進(jìn)而導(dǎo)致銑削狀態(tài)發(fā)生改變。不同徑向浸入比狀態(tài)下(ae/D=0.2,ae/D=0.4,ae/D=0.6,ae/D=0.8)刀具-工件交互作用與速度效應(yīng)對(duì)銑削穩(wěn)定性的影響如圖9~12所示。圖9所示為不同徑向浸入比狀態(tài)下過(guò)程阻尼對(duì)銑削穩(wěn)定性的影響;圖10所示為不同徑向浸入比狀態(tài)下模態(tài)耦合對(duì)銑削穩(wěn)定性的影響;圖11所示為不同徑向浸入比狀態(tài)下過(guò)程阻尼與模態(tài)耦合的共同作用對(duì)銑削穩(wěn)定性的影響;圖12所示為不同徑向浸入比狀態(tài)下多重因素耦合作用(刀具-工件交互與速度效應(yīng))對(duì)銑削穩(wěn)定性的影響。
由圖9~12可知,隨著徑向浸入比的增大,穩(wěn)定性葉瓣圖的極限切深逐漸減小,這是因?yàn)殡S著徑向浸入比增大,相同軸向切深狀態(tài)下的切削力隨之增大,進(jìn)而導(dǎo)致極限切深減小。由圖9可知,一定范圍內(nèi),隨著徑向浸入比的增大,過(guò)程阻尼對(duì)低速區(qū)域銑削極限切深的提升作用呈現(xiàn)減小趨勢(shì)。這可能是因?yàn)殡S著徑向浸入比的增大,刀具/工件之間的接觸區(qū)域增大,動(dòng)態(tài)銑削力隨之增大;相比于過(guò)程阻尼力,動(dòng)態(tài)銑削力的作用更加明顯,相對(duì)弱化了過(guò)程阻尼的影響。上述分析表明,當(dāng)徑向切深相對(duì)較小時(shí),過(guò)程阻尼對(duì)顫振的抑制效果更明顯。由圖10可知,徑向浸入比相對(duì)較小時(shí),模態(tài)耦合對(duì)極限切深的影響相對(duì)較大,隨著徑向浸入比的增大,模態(tài)耦合的影響并未產(chǎn)生相對(duì)明顯變化。由圖11可知,同時(shí)考慮過(guò)程阻尼與結(jié)構(gòu)模態(tài)耦合時(shí),不同徑向浸入比狀態(tài)下,低速區(qū)域穩(wěn)定性葉瓣圖的差異主要由過(guò)程阻尼引起。速度效應(yīng)主要影響刀尖動(dòng)力學(xué)特性,進(jìn)而影響銑削穩(wěn)定性葉瓣圖變化趨勢(shì),其對(duì)銑削穩(wěn)定性的影響主要與主軸轉(zhuǎn)速相關(guān);速度效應(yīng)對(duì)銑削穩(wěn)定性的影響規(guī)律未隨徑向浸入比的變化發(fā)生明顯改變,如圖12所示。


4 試驗(yàn)驗(yàn)證
采用德瑪吉(DMU80monoBlock)機(jī)床對(duì)構(gòu)建的穩(wěn)定性葉瓣圖進(jìn)行試驗(yàn)驗(yàn)證。試驗(yàn)用銑削刀具為硬質(zhì)合金三齒銑刀,其實(shí)物如圖13所示,參數(shù)如表2所示。

圖13 銑刀實(shí)物Fig.13 The milling cutter
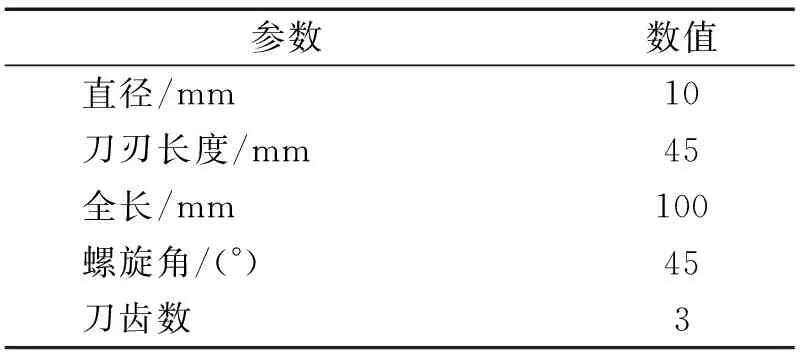
表2 刀具參數(shù)Tab.2 Parameters of the milling cutter
采用第3章的參數(shù),獲得的穩(wěn)定性葉瓣圖如圖14所示(ae/D=0.5)。圖14中標(biāo)號(hào)為①的實(shí)線(xiàn)為只包含再生效應(yīng)獲得的穩(wěn)定性葉瓣圖;標(biāo)號(hào)為②的實(shí)線(xiàn)為包含再生效應(yīng)、過(guò)程阻尼與刀具結(jié)構(gòu)模態(tài)耦合獲得的穩(wěn)定性葉瓣圖;標(biāo)號(hào)為③的實(shí)線(xiàn)為包含再生效應(yīng)、過(guò)程阻尼、刀具結(jié)構(gòu)模態(tài)耦合與速度效應(yīng)獲得的穩(wěn)定性葉瓣圖。
試驗(yàn)過(guò)程中采用振動(dòng)測(cè)試儀采集切削過(guò)程中的振動(dòng)加速度信號(hào),該信號(hào)采集設(shè)備主要包括靈敏度為10.355 mV/ms-2的INV9822型加速度傳感器與INV3062T型4通道數(shù)據(jù)采集模塊,銑削試驗(yàn)傳感器布置方案如圖15所示。
驗(yàn)證過(guò)程中,選取圖14中的參數(shù)對(duì)工件進(jìn)行銑削加工,部分驗(yàn)證結(jié)果如圖14所示。在圖14中,“×”表示實(shí)際銑削狀態(tài)發(fā)生顫振,“●”表示實(shí)際銑削狀態(tài)穩(wěn)定,“▲”表示不確定是否發(fā)生顫振。分別對(duì)圖14中參數(shù)組合為A(1 500 r/min,5.5 mm)、B(10 000 r/min,2 mm)、C(15 000 r/min,3 mm)條件下獲得的工件表面形貌與振動(dòng)加速度信號(hào)進(jìn)行分析。通過(guò)白光干涉儀分析工件表面形貌特征,獲得不同加工狀態(tài)下工件表面形貌圖與表面粗糙度值,結(jié)果如表3所示。
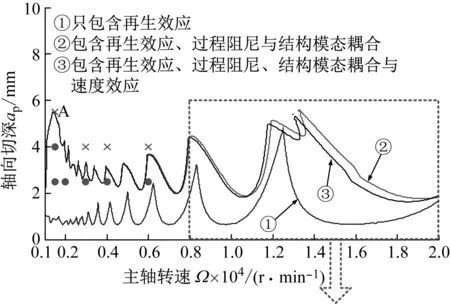
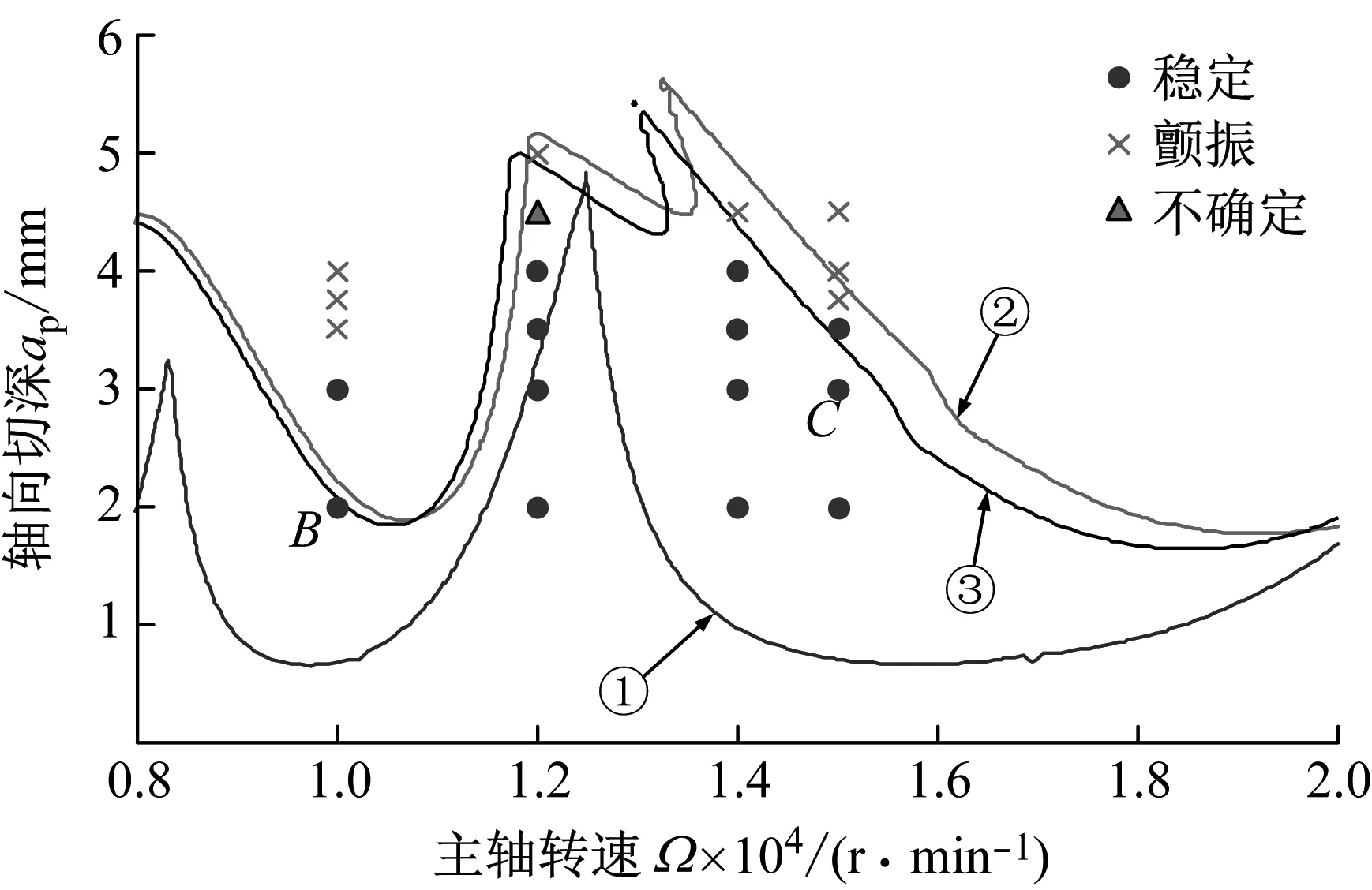
圖14 銑削穩(wěn)定性葉瓣圖試驗(yàn)驗(yàn)證結(jié)果Fig.14 The experimental verification results
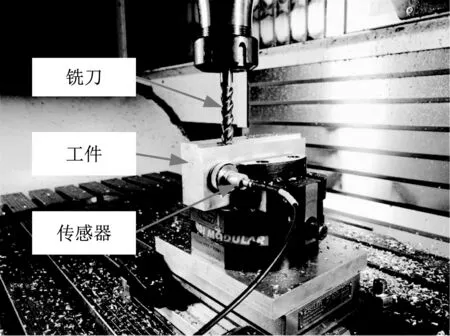
圖15 銑削試驗(yàn)現(xiàn)場(chǎng)Fig.15 The milling experiment
從表3中可以看出,當(dāng)用點(diǎn)B(10 000 r/min,2 mm)與點(diǎn)C(15 000 r/min,3 mm)處的參數(shù)進(jìn)行銑削時(shí),工件表面出現(xiàn)條狀紋理,與銑削(側(cè)銑)機(jī)理相符,振動(dòng)加速度信號(hào)的頻率成分主要是基頻(分別為166.6 Hz與250 Hz)、刀齒通過(guò)頻率(分別為500 Hz與750 Hz)及其諧波,刀齒通過(guò)頻率的能量最大。當(dāng)用點(diǎn)A(1 500 r/min,5.5 mm)處的參數(shù)組合進(jìn)行銑削時(shí),工件表面出現(xiàn)明顯的振紋,振動(dòng)加速度信號(hào)頻率譜中除了包含基頻(25 Hz)與刀齒通過(guò)頻率(75 Hz)外,還出現(xiàn)明顯的顫振頻率(1 261 Hz、1 486 Hz、1 561 Hz、1 636 Hz)。從表面粗糙度角度分析,點(diǎn)A參數(shù)組合下工件的表面粗糙度為2.24 μm,遠(yuǎn)高于其他兩種參數(shù)組合下的表面粗糙度(分別為0.58 μm與0.89 μm)。
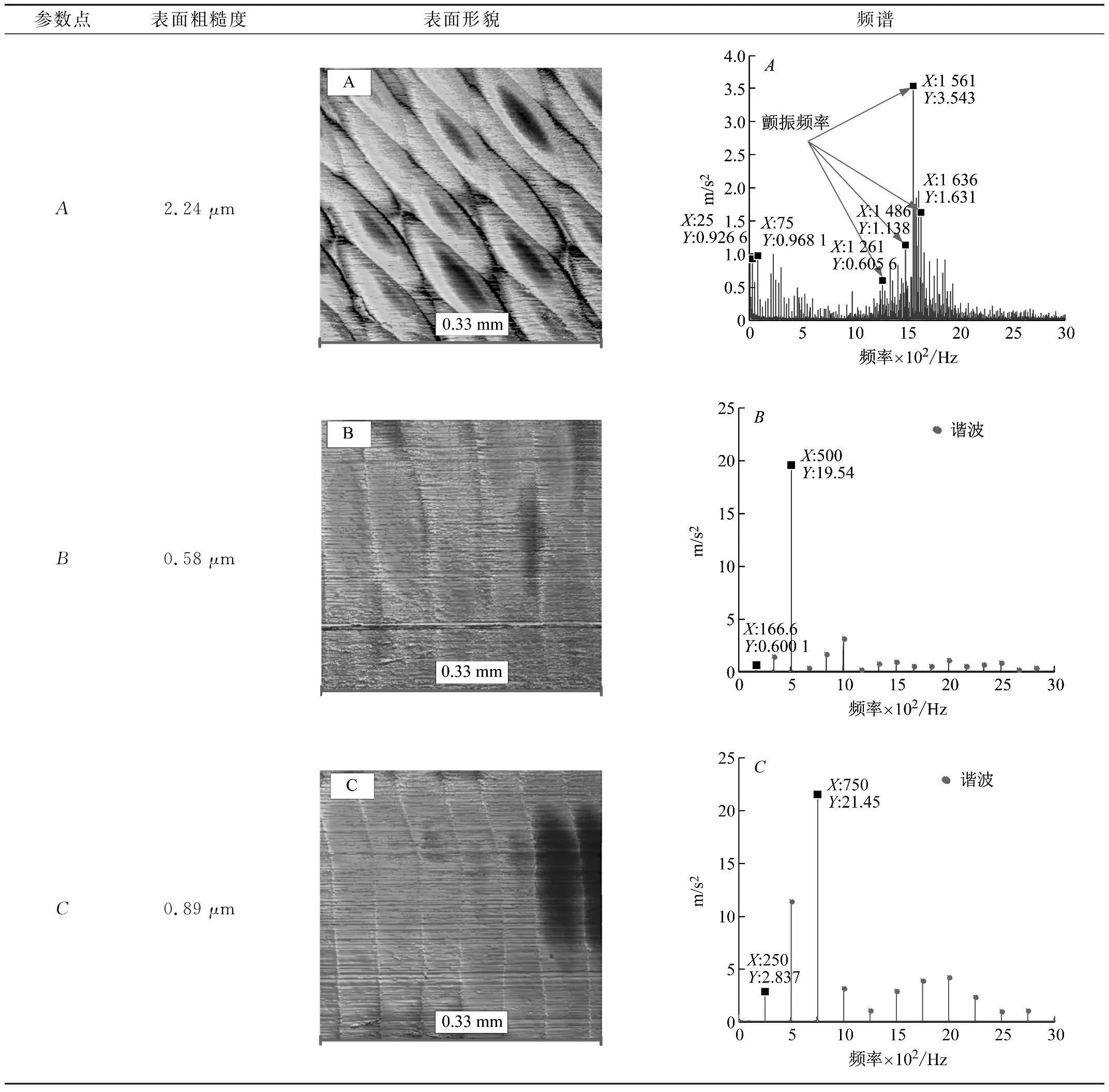
表3 不同加工狀態(tài)下工件的表面形貌與振動(dòng)加速度信號(hào)頻譜Tab.3 The workpiece surface topography and signal frequency spectrum corresponding to different milling conditions
從圖14中的試驗(yàn)結(jié)果可知,與其他穩(wěn)定性葉瓣圖對(duì)比,同時(shí)考慮再生效應(yīng)、過(guò)程阻尼、刀具結(jié)構(gòu)模態(tài)耦合與速度效應(yīng)獲得的穩(wěn)定性葉瓣圖預(yù)測(cè)的加工狀態(tài)與試驗(yàn)結(jié)果基本一致,但仍有一些參數(shù)點(diǎn)與實(shí)際情況不符,這可能是因?yàn)樵谟?jì)算穩(wěn)定性葉瓣圖的過(guò)程中,將阻尼比與模態(tài)質(zhì)量視為常數(shù)造成的。但是與現(xiàn)有動(dòng)力學(xué)模型相比,采用同時(shí)考慮刀具-工件交互效應(yīng)與速度效應(yīng)的動(dòng)力學(xué)模型獲得的穩(wěn)定性葉瓣圖更加接近實(shí)際銑削狀態(tài),驗(yàn)證了該動(dòng)力學(xué)模型在預(yù)測(cè)銑削顫振穩(wěn)定性方面的有效性。
5 結(jié) 論
(1) 基于刀具與工件之間多重交互效應(yīng)與速度效應(yīng),建立了綜合考慮再生效應(yīng)、過(guò)程阻尼、刀具結(jié)構(gòu)模態(tài)耦合與速度效應(yīng)的銑削動(dòng)力學(xué)模型(無(wú)刀軸傾角),基于該模型獲得不同銑削條件下的穩(wěn)定性葉瓣圖。結(jié)果表明,與只包含再生效應(yīng)的銑削動(dòng)力學(xué)模型相比,當(dāng)同時(shí)考慮再生效應(yīng)、過(guò)程阻尼與刀具結(jié)構(gòu)模態(tài)耦合時(shí),得到的穩(wěn)定性葉瓣圖中顫振區(qū)域產(chǎn)生明顯變化;當(dāng)主軸轉(zhuǎn)速較低時(shí),刀具-工件之間的多重交互效應(yīng)是影響銑削顫振穩(wěn)定性的主要因素,速度效應(yīng)對(duì)極限切深的影響可忽略不計(jì);隨著主軸轉(zhuǎn)速的升高,速度效應(yīng)對(duì)極限切深的影響逐漸增大,穩(wěn)定性葉瓣圖中的穩(wěn)定區(qū)域產(chǎn)生偏移;在一定范圍內(nèi),隨著銑刀后刀面磨損帶的增加,銑削極限切深逐漸增大。
(2) 研究了不同徑向浸入比狀態(tài)下刀具工件交互與速度效應(yīng)對(duì)銑削穩(wěn)定性的影響規(guī)律。結(jié)果表明,當(dāng)主軸轉(zhuǎn)速一定時(shí),徑向浸入比相對(duì)較小的情況下過(guò)程阻尼對(duì)銑削穩(wěn)定性的影響更加明顯;結(jié)構(gòu)模態(tài)耦合與速度效應(yīng)對(duì)銑削穩(wěn)定性的影響與徑向浸入比之間的關(guān)聯(lián)可忽略。
(3) 采用德瑪吉機(jī)床對(duì)構(gòu)建的動(dòng)力學(xué)模型進(jìn)行驗(yàn)證。結(jié)果表明,與現(xiàn)有動(dòng)力學(xué)模型相比,采用包含刀具-工件多重交互效應(yīng)與速度效應(yīng)的動(dòng)力學(xué)模型獲得的穩(wěn)定性葉瓣圖更加接近實(shí)際銑削狀態(tài),驗(yàn)證了該動(dòng)力學(xué)模型在預(yù)測(cè)不同轉(zhuǎn)速下銑削顫振穩(wěn)定性方面的有效性。本文的研究結(jié)果在揭示主軸系統(tǒng)-刀具-工件交互效應(yīng)對(duì)銑削顫振穩(wěn)定性的影響方面具有一定指導(dǎo)意義與參考價(jià)值。
猜你喜歡
童話(huà)王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
核科學(xué)與工程(2021年4期)2022-01-12 06:30:26
今日農(nóng)業(yè)(2020年19期)2020-12-14 14:16:52
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
中學(xué)物理·高中(2016年12期)2017-04-22 11:53:03
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
湖北經(jīng)濟(jì)學(xué)院學(xué)報(bào)·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機(jī)學(xué)院學(xué)報(bào)(2015年4期)2015-02-28 14:30:00
計(jì)算物理(2014年2期)2014-03-11 17:01:39
