硬質(zhì)合金化學(xué)機(jī)械拋光工件-磨粒-拋光墊接觸狀態(tài)研究
2021-09-16 02:36:44毛美姣劉靜莉袁巨龍胡自化
中國機(jī)械工程 2021年17期
關(guān)鍵詞:變形
毛美姣 許 慶 劉靜莉 袁巨龍 李 敏 胡自化
1.湘潭大學(xué)復(fù)雜軌跡加工工藝及裝備教育部工程研究中心,湘潭,411105 2.浙江工業(yè)大學(xué)特種裝備制造與先進(jìn)加工技術(shù)教育部重點(diǎn)實(shí)驗(yàn)室,杭州,310014 3.湖南大學(xué)國家高效磨削工程技術(shù)研究中心,長沙,4100824.湖南科技大學(xué)智能制造研究院,湘潭,411201
0 引言
目前,硬質(zhì)合金是全球最廣泛的粉末冶金產(chǎn)品之一,它憑借著良好的硬度、韌性和耐磨性,常作為車削、銑削、鉆孔等切削工具材料,并廣泛應(yīng)用于汽車、航空航天、采礦等行業(yè)[1-3],而硬質(zhì)合金刀具的表面質(zhì)量是影響其產(chǎn)品性能的重要因素[4]。相比于車削、磨削等加工方式,化學(xué)機(jī)械拋光(chemical mechanical polishing,CMP)作為一種全局平坦化的加工方式,用于加工硬質(zhì)合金更容易獲得光滑、低/無損傷的表面,并使得刀具的切削性能提高[5-10]。
材料去除機(jī)理是理解和預(yù)測(cè)CMP加工狀態(tài)的研究基礎(chǔ),也是研究人員和工程師一直面臨的挑戰(zhàn)[11-13]。在CMP過程中,材料去除機(jī)理主要依賴于加工中工件-磨粒-拋光墊間真實(shí)的接觸狀態(tài)[14]。ZHAO等[15-16]認(rèn)為磨粒硬度遠(yuǎn)遠(yuǎn)大于拋光墊硬度,在CMP過程中磨粒被壓入拋光墊中,工件與拋光墊直接接觸;SHI等[17]和WANG等[18]認(rèn)為工件-磨粒-拋光墊間的接觸狀態(tài)與使用的拋光墊特性有關(guān),分別使用軟質(zhì)拋光墊和硬質(zhì)拋光墊時(shí),工件與拋光墊間的接觸狀態(tài)是不同的,并建立了材料去除模型。針對(duì)硬質(zhì)合金刀片CMP過程,文獻(xiàn)[19]中假設(shè)工件與拋光墊之間互不接觸,QIN等[20]認(rèn)為工件與拋光墊之間相互接觸,并依據(jù)接觸狀態(tài)建立了不同的材料去除模型。上述學(xué)者在研究CMP材料去除機(jī)理時(shí),均對(duì)工件-磨粒-拋光墊之間的接觸狀態(tài)進(jìn)行了合理的假設(shè)。但是在CMP過程中,其接觸狀態(tài)與材料性質(zhì)有關(guān),且當(dāng)工件、磨料與拋光墊的受載情況發(fā)生變化時(shí),接觸狀態(tài)會(huì)發(fā)生轉(zhuǎn)變,因此,以單一的接觸狀態(tài)為前提研究材料去除機(jī)理存在片面性。
由于工件-磨粒-拋光墊之間的接觸狀態(tài)直接決定著CMP加工的材料去除率,因此,本文通過理論與實(shí)驗(yàn)相結(jié)合的方式,開展硬質(zhì)合金CMP接觸狀態(tài)的研究。
1 工件-磨粒-拋光墊間接觸狀態(tài)
本文采用YG8硬質(zhì)合金刀片作為研究對(duì)象,CMP過程中的耗材選用加工效果好、成本低的聚氨酯拋光皮與Al2O3磨粒[21-22],其材料特性如表1所示。YG8刀片的CMP加工原理如圖1所示,拋光墊和拋光盤固定在一起并以特定的轉(zhuǎn)速做圓周運(yùn)動(dòng)。通過夾具固定YG8刀片,刀片在夾具與拋光墊的摩擦力作用下實(shí)現(xiàn)自轉(zhuǎn)。此外,豎直方向施加一定的拋光載荷,持續(xù)均勻地供給拋光液。拋光液中的化學(xué)試劑與YG8刀片加工表面發(fā)生反應(yīng),生成易去除的氧化層,該氧化層在拋光墊與磨粒的機(jī)械作用下被去除,形成新的表面。如此反復(fù)交替地進(jìn)行這一過程,使工件表面實(shí)現(xiàn)平坦化。
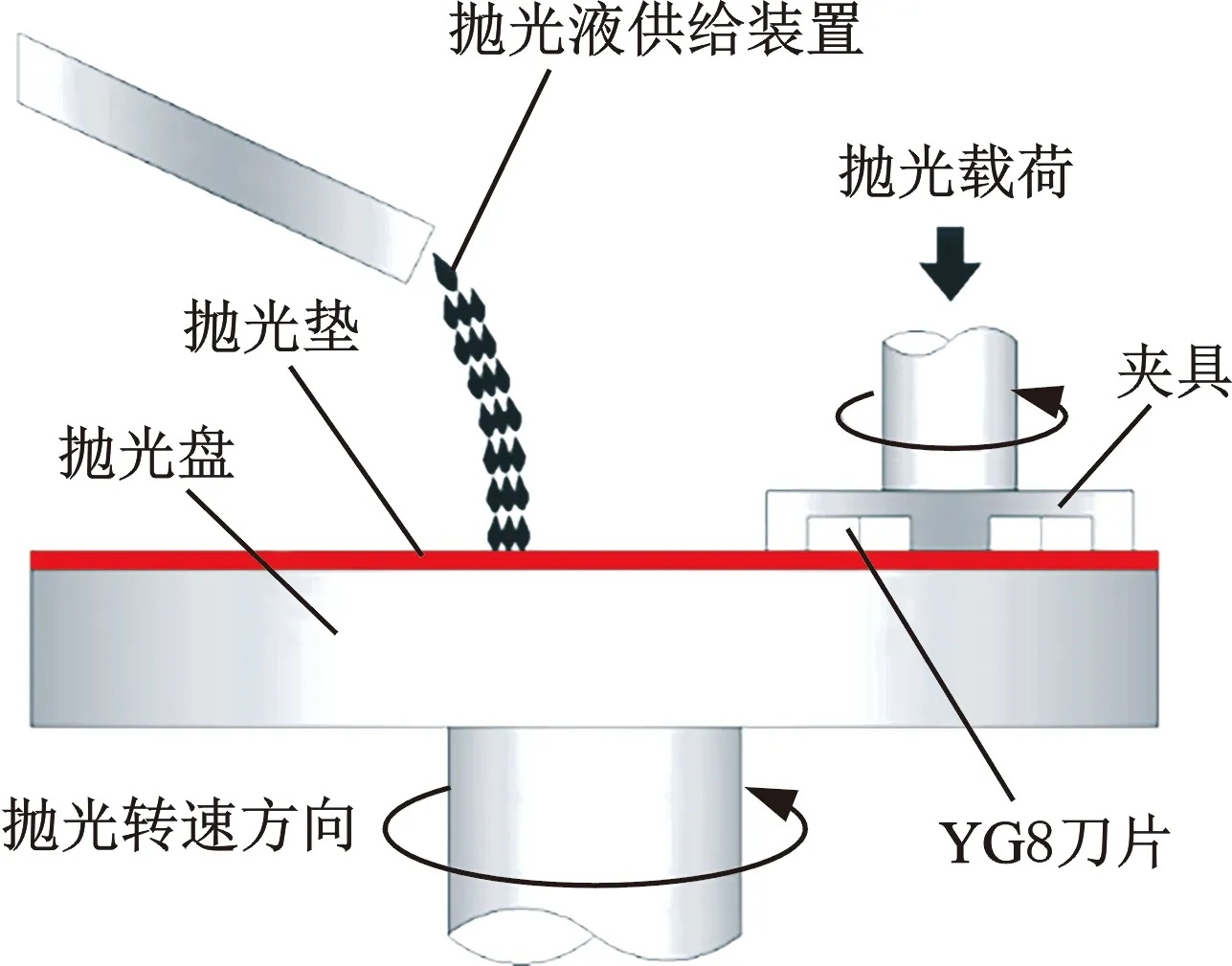
圖1 硬質(zhì)合金CMP原理圖Fig.1 Cemented carbide CMP working principle

表1 材料特性Tab.1 Material characteristics
1.1 接觸變形分析
在YG8刀片的CMP加工過程中,YG8刀片、磨粒與拋光墊均會(huì)受載發(fā)生形變。由于三者的材料性質(zhì)不同,在加工過程中可能會(huì)存在彈性、塑性或者彈塑性變形,確定工件-磨粒-拋光墊之間的變形形式是對(duì)其接觸狀態(tài)進(jìn)行分析的必要條件。
對(duì)YG8刀片進(jìn)行CMP加工時(shí),拋光墊粗糙峰與YG8刀片的接觸可以看作是粗糙面與光滑面的接觸[20],建立單個(gè)粗糙峰與YG8刀片的接觸變形模型如圖2所示[23]。拋光墊彈性、塑性和彈塑性變形的臨界條件及其計(jì)算如下[24]:
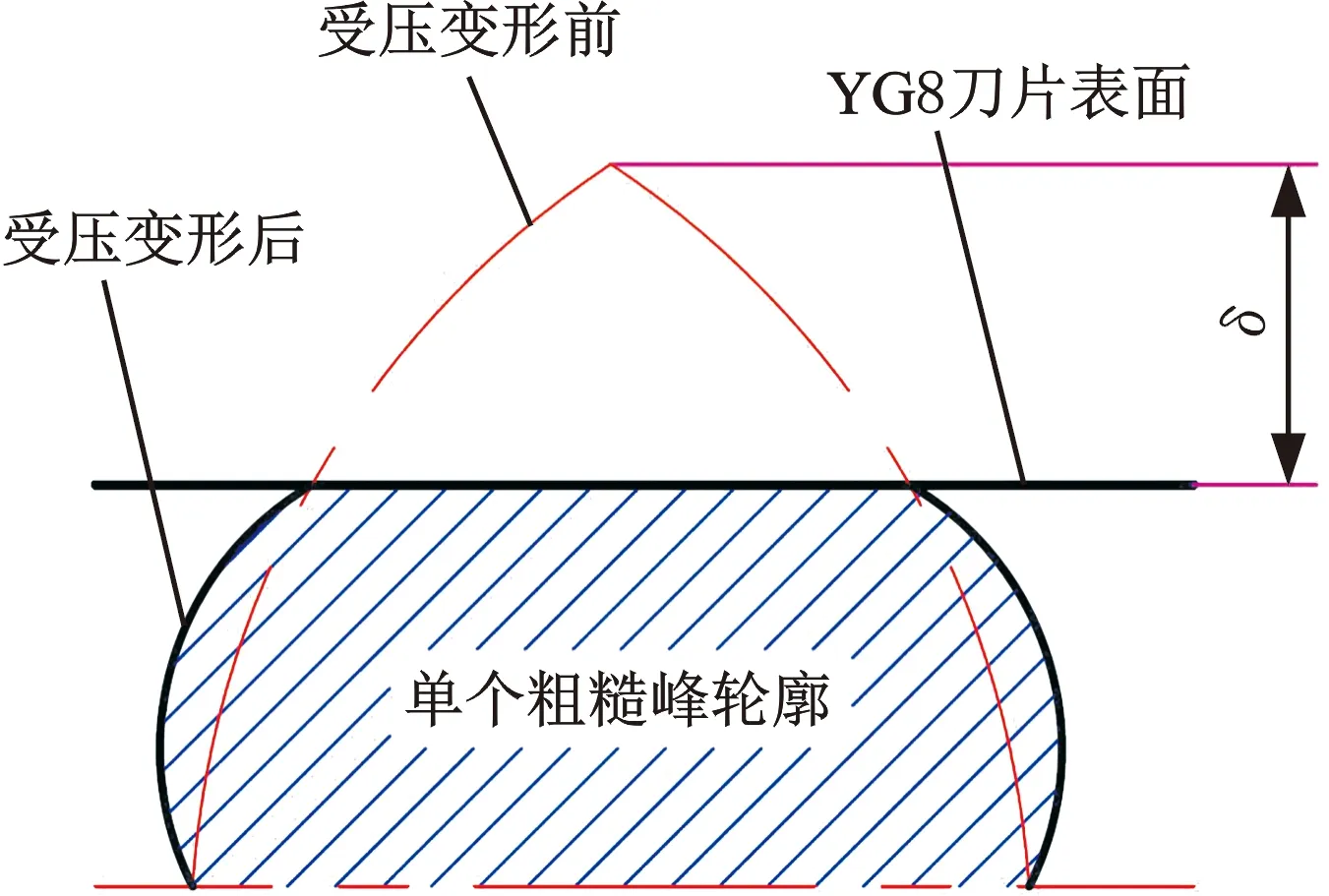
圖2 拋光墊與工件的接觸變形模型Fig.2 Contact deformation model of polishing pad and workpiece
(1)
(2)
式中,δ為拋光墊粗糙峰受載產(chǎn)生的變形量;δ1、δ2分別為發(fā)生彈性變形、彈塑性變形和塑性變形時(shí)材料形變量的臨界值;D為磨粒直徑;Emd為磨粒與拋光墊的綜合彈性模量;Hd為拋光墊表面材料硬度;k為平均接觸壓力系數(shù)。
兩種不同材料1和2的綜合彈性模量為
(3)
式中,Ei、υi分別為對(duì)應(yīng)材料的彈性模量與泊松比,i=1,2。
δ2的計(jì)算式如下:
δ2=54δ1
(4)
分析Al2O3磨粒與聚氨酯拋光皮之間的變形形式,將表1中數(shù)據(jù)代入式(2)與式(3)中進(jìn)行計(jì)算,可得磨粒與拋光墊之間彈性變形與彈塑性變形的臨界變形值δ1:
δ1=4.77D
(5)
考慮硬質(zhì)合金刀片CMP過程中,拋光墊粗糙峰的變形量滿足δ≤D≤δ1,那么,拋光墊粗糙峰與Al2O3磨粒之間為彈性變形。
用同樣的方法分析計(jì)算可得磨粒與YG8刀片之間彈性變形與彈塑性變形的臨界變形值δ1和彈塑性變形與塑性變形之間的臨界變形值δ2分別為
δ1=2.43×10-5D
(6)
δ2=1.385×10-3D
(7)
考慮到實(shí)際CMP過程中YG8刀片表面在化學(xué)作用下生成硬度較低的軟質(zhì)層,實(shí)際臨界值δ2<1.385×10-3D,那么可認(rèn)為當(dāng)Al2O3磨粒嵌入YG8刀片表面軟質(zhì)層時(shí)產(chǎn)生了塑性變形。
1.2 接觸狀態(tài)分析
在CMP加工過程中,磨粒壓入拋光墊粗糙峰的深度受兩者材料特性、拋光載荷等因素的影響。如圖3所示,將不規(guī)則Al2O3磨粒簡化為大小均勻的球形來示意性地描述工件-磨粒-拋光墊之間的接觸[25]。根據(jù)拋光墊表面的變形程度(磨粒壓入拋光墊粗糙峰的深度)將YG8刀片CMP過程中工件-磨粒-拋光墊之間的接觸狀態(tài)分為非接觸狀態(tài)、部分接觸狀態(tài)和完全接觸狀態(tài)三種。
在非接觸狀態(tài)下,拋光墊粗糙峰的法向變形較小,YG8刀片表面與拋光墊之間存在一層流動(dòng)的拋光液,此時(shí)拋光載荷幾乎全由磨粒承擔(dān),如圖3a所示。部分接觸狀態(tài)下,拋光墊粗糙峰的法向變形量增大,部分粗糙峰與工件接觸,如圖3b所示,拋光載荷由磨粒和相接觸的拋光墊粗糙峰承擔(dān)。完全接觸狀態(tài)下,拋光墊粗糙峰變形進(jìn)一步加大,磨粒完全嵌入到粗糙峰中,如圖3c所示,可將磨粒和拋光墊粗糙峰看作一個(gè)整體來承擔(dān)拋光載荷。
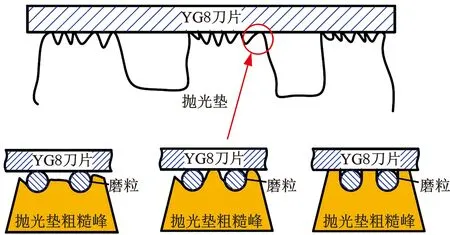
(a)非接觸狀態(tài) (b)部分接觸狀態(tài) (c)完全接觸狀態(tài)圖3 工件-磨粒-拋光墊接觸狀態(tài)模型Fig.3 Workpiece-abrasive particles-polishing pad contact state model
2 接觸狀態(tài)臨界條件數(shù)學(xué)模型
2.1 不同接觸狀態(tài)下磨粒壓入工件深度
根據(jù)上述三種接觸狀態(tài),針對(duì)單顆磨粒進(jìn)行各狀態(tài)受力情況分析,圖4所示為單顆磨粒的工件-磨粒-拋光墊接觸狀態(tài)模型。在實(shí)際CMP過程中,只有嵌入拋光墊粗糙峰的磨粒參與了磨損過程,將其稱之為有效磨粒[16],有效磨粒數(shù)NS計(jì)算式如下[26]:
(8)
式中,kr為有效磨粒數(shù)中與拋光墊和拋光液特性相關(guān)的常數(shù);C為拋光液中磨粒質(zhì)量分?jǐn)?shù);F為拋光載荷。

(a)非接觸狀態(tài)[21,27-28] (b)部分接觸狀態(tài) (c)完全接觸狀態(tài)圖4 單顆磨粒的工件-磨粒-拋光墊接觸狀態(tài)模型Fig.4 The contact state model of the workpiece-abrasive particles-polishing pad with a single abrasive particle
(1)非接觸狀態(tài)。如圖4a所示,在非接觸狀態(tài)下,由于拋光墊與工件不相互接觸,工件傳遞的拋光載荷由磨粒承擔(dān),單顆磨粒的受力Fmy與拋光載荷F的關(guān)系為
F=NSFmy
(9)
由彈塑性接觸力學(xué)理論可得磨粒的受力Fmy與磨粒壓入工件的深度δmy的關(guān)系為
Fmy=πHyDδmy
(10)
式中,Hy為軟質(zhì)層表面硬度。
聯(lián)立式(9)與式(10)可得
(11)
由式(11)可知,在非接觸狀態(tài)下,單顆磨粒對(duì)工件的壓入深度δmy與拋光載荷F成正比,與磨粒粒徑D、有效磨粒數(shù)NS以及軟質(zhì)層表面硬度Hy成反比。
(2)部分接觸狀態(tài)。如圖4b所示,在部分接觸狀態(tài)下,拋光墊的形變量增大,拋光墊承擔(dān)部分拋光載荷Fpy。忽略磨粒自身的變形因素,有
δmy+δmd=D
(12)
其中,δmd為磨粒嵌入到拋光墊粗糙峰的壓入深度,且根據(jù)彈塑性接觸力學(xué)理論可得
(13)
式中,F(xiàn)md為拋光墊粗糙峰和磨粒之間的彈性接觸力。
聯(lián)立式(11)~式(13)可得
(14)
由式(14)可知,在部分接觸狀態(tài)下,磨粒對(duì)工件的壓入深度δmy還與磨粒和拋光墊的綜合彈性模量有關(guān)。
(3)完全接觸狀態(tài)。如圖4c所示,在完全接觸狀態(tài)下,磨粒完全嵌入到拋光墊粗糙峰內(nèi)部。此時(shí),磨粒可以看作拋光墊粗糙峰的一部分對(duì)工件表面進(jìn)行去除。此種狀態(tài)下,單顆磨粒所受的力Fmy為
(15)
其中,Ady為工件與拋光墊粗糙峰的實(shí)際接觸面積,聯(lián)立式(10)和式(15)可得
(16)
由式(16)可知,在完全接觸狀態(tài)下,磨粒的壓入深度δmy與拋光墊粗糙峰的實(shí)際接觸面積Ady、軟質(zhì)層表面硬度Hy成反比,與拋光載荷F和磨粒粒徑D成正比。
2.2 非接觸狀態(tài)與部分接觸狀態(tài)下臨界條件數(shù)學(xué)模型
在非接觸狀態(tài)和部分接觸狀態(tài)的轉(zhuǎn)換過程中,磨粒逐漸由淺入深地壓入拋光墊,當(dāng)拋光墊恰好接觸工件卻不承擔(dān)載荷時(shí),為非接觸狀態(tài)與部分接觸狀態(tài)的臨界點(diǎn)。因此聯(lián)立式(8)、式(9)、式(11)~式(13)可得臨界狀態(tài)下關(guān)于拋光載荷F的關(guān)系式:
(17)
式中,F(xiàn)f-b為非接觸狀態(tài)與部分接觸狀態(tài)臨界條件下的拋光載荷。
由式(17)可知,非接觸狀態(tài)與部分接觸狀態(tài)的臨界條件與拋光載荷F、磨粒質(zhì)量分?jǐn)?shù)C、磨粒與拋光墊的綜合彈性模量Emd、拋光墊特性以及工件軟質(zhì)層硬度Hy有關(guān)。當(dāng)
時(shí),工件-磨粒-拋光墊之間為部分接觸狀態(tài)。當(dāng)
時(shí),工件-磨粒-拋光墊之間為非接觸狀態(tài)。
2.3 部分接觸狀態(tài)與完全接觸狀態(tài)下臨界條件數(shù)學(xué)模型
在部分接觸狀態(tài)向完全接觸狀態(tài)過渡時(shí),拋光墊受磨粒擠壓,使得形變量逐漸增大,當(dāng)拋光墊形變量恰好增大到與磨粒粒徑D相等時(shí),即為部分接觸狀態(tài)與完全接觸狀態(tài)的臨界狀態(tài),此時(shí),磨粒與拋光墊粗糙峰之間的相互作用力為
(18)
聯(lián)立式(15)與式(18)可得部分接觸狀態(tài)和完全接觸狀態(tài)的臨界拋光載荷Fb-w為
(19)
由式(18)、式(19)可知,工件-磨粒-拋光墊之間部分接觸狀態(tài)與完全接觸狀態(tài)的臨界條件與磨粒質(zhì)量分?jǐn)?shù)C、磨粒與拋光墊的綜合彈性模量Emd、拋光墊特性有關(guān)。當(dāng)拋光載荷F大于臨界拋光載荷Fb-w時(shí),工件-磨粒-拋光墊之間為完全接觸狀態(tài),當(dāng)拋光載荷F小于臨界拋光載荷Fb-w時(shí),工件-磨粒-拋光墊之間為部分接觸狀態(tài)。
3 實(shí)驗(yàn)
由以上研究結(jié)果可知,影響工件-磨粒-拋光墊接觸狀態(tài)的因素有拋光載荷、磨粒質(zhì)量分?jǐn)?shù)、磨粒與拋光墊的綜合彈性模量、拋光墊特性和工件表面軟質(zhì)層的硬度。拋光墊的特性、拋光載荷和磨粒質(zhì)量分?jǐn)?shù)是影響工件-磨粒-拋光墊接觸狀態(tài)的最主要的三個(gè)因素,以YG8刀片為實(shí)驗(yàn)對(duì)象,在Nanopoli-100拋光機(jī)上進(jìn)行CMP實(shí)驗(yàn),研究拋光墊特性、拋光載荷與磨粒質(zhì)量分?jǐn)?shù)對(duì)接觸狀態(tài)的影響。
3.1 實(shí)驗(yàn)方案

(20)
其中,工件表面犁削劃痕的橫截面積S如圖5所示。聯(lián)立圖4分析可知,表面犁削溝槽由磨粒或拋光墊粗糙峰劃過工件表面造成,面積S的大小由磨粒壓入工件深度δmy所決定。因此,當(dāng)工件-磨粒-拋光墊之間接觸狀態(tài)發(fā)生轉(zhuǎn)變時(shí),磨粒壓入工件深度δmy發(fā)生改變,工件表面犁削溝槽的橫截面積S改變,從而造成材料去除率變化趨勢(shì)的改變。
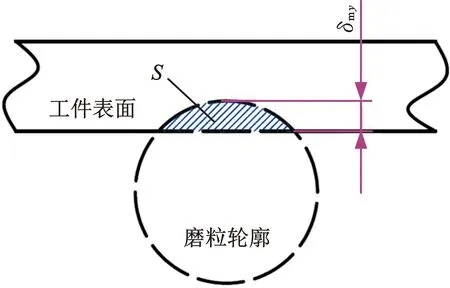
圖5 單顆磨粒表面磨損示意圖Fig.5 Schematic diagram of the surface wear of a single abrasive particle
因此,本文通過實(shí)驗(yàn)分析拋光墊特性、拋光載荷與磨粒質(zhì)量分?jǐn)?shù)對(duì)材料去除率的變化趨勢(shì)影響,間接獲得拋光墊特性、拋光載荷與磨粒質(zhì)量分?jǐn)?shù)對(duì)接觸狀態(tài)的影響規(guī)律[33]。以5 μm粒徑的Al2O3顆粒作為拋光磨粒,質(zhì)量分?jǐn)?shù)為15%的H2O2溶液作為氧化劑,拋光時(shí)間為45 min,設(shè)置兩組拋光實(shí)驗(yàn),如表2所示。

表2 實(shí)驗(yàn)方案Tab.2 Experimental program
以YG8刀片的材料去除率R作為評(píng)價(jià)標(biāo)準(zhǔn),其計(jì)算公式如下:
(21)
式中,m0為拋光前工件質(zhì)量,g;m1為拋光后工件質(zhì)量,g;ρ為工件密度,g/cm3;s為工件表面積,mm2;t為拋光時(shí)間,min。
采用基恩士VHX-2000超景深三維顯微鏡分析拋光工件的表面形貌變化,表面粗糙度利用JB-IC表面粗糙度測(cè)試儀(上海泰明光學(xué)儀器有限公司)測(cè)量。
3.2 實(shí)驗(yàn)結(jié)果與分析
3.2.1不同拋光墊在不同載荷下的實(shí)驗(yàn)結(jié)果與分析
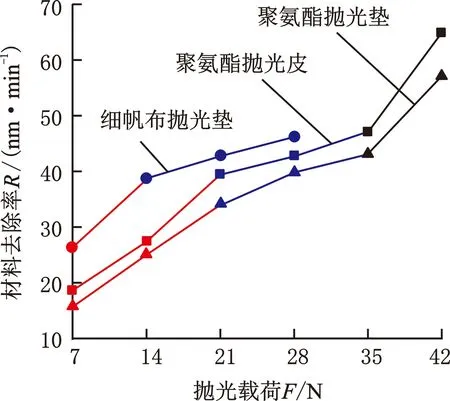
圖6 不同拋光墊在不同拋光載荷下拋光實(shí)驗(yàn)結(jié)果Fig.6 Polishing experiment results of different polishing pads under different polishing loads
根據(jù)上述分析,不同拋光載荷下磨粒壓入工件表面的深度不同,勢(shì)必打破CMP過程中化學(xué)作用與機(jī)械作用的平衡,從而導(dǎo)致不同的刀片表面形貌,因此對(duì)使用不同拋光墊下三種變化趨勢(shì)中的刀片表面進(jìn)行觀測(cè),結(jié)果如圖7所示。當(dāng)材料去除率趨勢(shì)對(duì)應(yīng)圖6中紅色部分(非接觸狀態(tài))時(shí),刀片表面質(zhì)量整體上有較大提高,工件表面粗糙度達(dá)到60 nm,但部分區(qū)域殘留磨削留下的粗大劃痕未去除,如圖7a、圖7c、圖7f所示。當(dāng)材料去除率趨勢(shì)對(duì)應(yīng)圖6中藍(lán)色部分(部分接觸狀態(tài))時(shí),磨削劃痕已經(jīng)全部去除,刀片表面質(zhì)量良好,工件表面粗糙度達(dá)到19 nm,如圖7b、圖7d、圖7g所示。當(dāng)材料去除率趨勢(shì)對(duì)應(yīng)圖6中黑色部分(完全接觸狀態(tài))時(shí),刀片表面質(zhì)量整體較好,此時(shí)工件表面粗糙度達(dá)到29 nm,但出現(xiàn)了方向一致的細(xì)小劃痕,如圖7e、圖7h所示。從上述現(xiàn)象可以推斷,在非接觸狀態(tài)下,磨粒壓入工件深度較小、材料去除率較低,雖然刀片整體表面質(zhì)量會(huì)獲得一個(gè)較大提升,但是較深的劃痕缺陷難以去除。在部分接觸狀態(tài)時(shí),磨粒壓入工件深度增大,在相同的拋光時(shí)間下已經(jīng)能夠完全去除劃痕缺陷獲得高質(zhì)量表面。在完全接觸狀態(tài)下,刀片表面的原始缺陷更容易被去除,但是在這個(gè)拋光過程中,磨粒完全嵌入拋光墊,磨粒的運(yùn)動(dòng)在拋光墊驅(qū)動(dòng)下進(jìn)行規(guī)則的運(yùn)動(dòng),導(dǎo)致刀片表面存在方向一致的細(xì)微劃痕。

(a)細(xì)帆布拋光墊(F=7 N) (b)細(xì)帆布拋光墊(F=28 N) (c)聚氨酯拋光墊(F=7 N) (d)聚氨酯拋光墊(F=28 N)
3.2.2不同磨粒質(zhì)量分?jǐn)?shù)下的結(jié)果與分析
同理,根據(jù)式(20)所示,假設(shè)CMP過程中工件-磨粒-拋光墊之間接觸狀態(tài)不變時(shí)材料去除率與磨粒質(zhì)量分?jǐn)?shù)之間為線性變化,而由圖8可知,在以磨粒質(zhì)量分?jǐn)?shù)為變量進(jìn)行硬質(zhì)合金拋光實(shí)驗(yàn)時(shí),在10%~20%的區(qū)間內(nèi)材料去除率呈現(xiàn)較快的增長趨勢(shì),在20%~25%的區(qū)間內(nèi)材料去除率增長變慢,而在25%~30%的區(qū)間材料去除率增長最快。分析可知,CMP實(shí)驗(yàn)過程中工件表面犁削溝槽的橫截面積S發(fā)生了變化,即接觸狀態(tài)發(fā)生變化,從而影響了材料去除率的變化趨勢(shì)。磨粒質(zhì)量分?jǐn)?shù)變化過程中材料去除率均呈現(xiàn)的紅、藍(lán)、黑三種變化趨勢(shì)與非接觸、部分接觸、完全接觸狀態(tài)相對(duì)應(yīng),與所建立的接觸狀態(tài)臨界條件數(shù)學(xué)模型存在一致性。
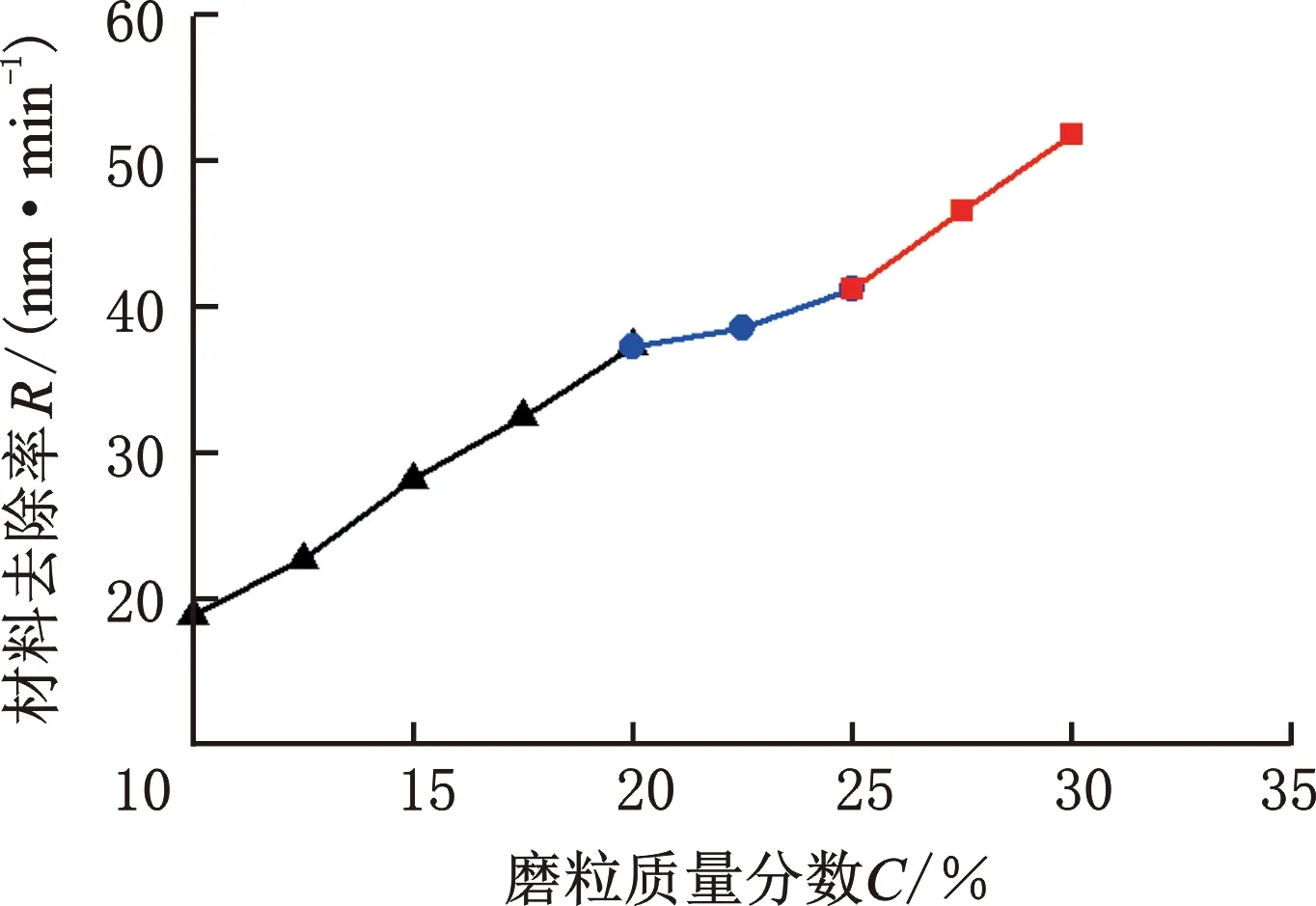
圖8 不同磨粒質(zhì)量分?jǐn)?shù)拋光實(shí)驗(yàn)結(jié)果Fig.8 Polishing experiment results with different abrasive mass fraction
4 結(jié)語
(1)YG8刀片化學(xué)機(jī)械拋光過程中工件-磨粒-拋光墊之間存在著非接觸、部分接觸與完全接觸三種接觸狀態(tài);拋光載荷、磨粒粒徑以及工件表面軟質(zhì)層硬度是影響各接觸狀態(tài)下磨粒對(duì)工件壓入深度的重要因素。
(2)所建立的關(guān)于拋光墊特性、磨粒質(zhì)量分?jǐn)?shù)以及拋光載荷的各接觸狀態(tài)(非接觸、部分接觸與完全接觸狀態(tài))臨界條件的數(shù)學(xué)模型可信。
(3)利用YG8刀片的化學(xué)機(jī)械拋光實(shí)驗(yàn)研究了材料去除率及其隨拋光載荷、拋光墊特性與磨粒質(zhì)量分?jǐn)?shù)的變化趨勢(shì),結(jié)果表明,接觸狀態(tài)隨著拋光載荷、拋光墊特性以及磨粒質(zhì)量分?jǐn)?shù)的變化而在非接觸、部分接觸及完全 接觸狀態(tài)之間相互轉(zhuǎn)化。在部分接觸狀態(tài)下,加工后刀片表面質(zhì)量良好,表面粗糙度達(dá)到19 nm。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36