一種新型氧化鋁粉運輸車輛車體制造技術
2021-09-16 07:23:08魏少鵬
軌道交通裝備與技術 2021年4期
魏少鵬
(中車石家莊車輛有限公司 河北 石家莊 051430)
2019年,中車石家莊車輛有限公司為幾內亞設計和制造了18輛新型氧化鋁粉漏斗車。在試制和批量生產過程中,通過分析和試驗驗證,提出了合理的制造工藝方案,保證了車體制造質量。
1 車體結構特點
根據幾內亞氣候特點和客戶要求,車體采用整體承載筒體結構,貨物裝卸方式采用上裝下卸式。車體由底架組成、車廂底板組成、側墻組成、端墻組成、車頂組成組焊成一體(見圖1);車體下部設置有外進氣管路和卸料開閉裝置,外進氣管路用于聯接風源,卸料開閉裝置是氧化鋁粉卸料出口;車體內部設置有內進氣管路和流化床組成,內進氣管路將連通外進氣管路和流化床組成,風源的壓縮空氣經外進氣管路、內進氣管路,從流化床組成吹出,將氧化鋁粉粉末吹起并從卸料開閉裝置排出,保證車體內氧化鋁粉卸料殘留指標符合客戶要求。主要型鋼和板材采用Q450NQR1和Q235-A,其中側墻板厚度為4 mm,車頂板厚度為3 mm,底板和端墻板厚度為5 mm,既保證了車體整體結構強度,又降低了車體自重。車體長度為13 664 mm,最大寬度為3 000 mm,高度為3 390 mm,車輛定距為9 410 mm。

圖1 該型氧化鋁粉漏斗車車體
2 車體制造難點
通過對產品圖紙和技術條件進行反復研究分析,確定車體制造存在以下制造難點:
(1)單片梁制作質量控制。單片梁端部采用長度為1 300 mm的“刀把”型式制作。
(2)進氣管路組裝質量控制。內進氣管路的組裝質量;外進氣管路的組裝焊接質量;內外進氣管路的連接以及進氣管路的氣密性。
(3)車頂組成組焊質量控制。焊接變形的控制和長度、寬度、對角線差的控制。
(4)端墻、側墻與底架組裝質量控制。車體高度以及裝貨口的長度、寬度和對角線差的控制。
3 車體制造技術
3.1 制造工藝流程介紹
該新型氧化鋁粉運輸車輛制造工藝流程如圖2所示[1]。
3.2 車體制造關鍵技術及控制
3.2.1單片牽引梁制造技術
單片牽引梁為“刀把”型式,綜合考慮現場操作性、結構強度和原材料消耗成本,采用單片梁腹板切掉一部分后添加塞板的制造工藝,如圖3所示。
塞板長度根據圖紙要求的長度和拐點制定,寬度根據鉚釘位置確定,以不影響牽引梁鉚接為原則。“刀把”壓型使用專用壓型工裝完成,壓型過程中重點控制塞板與單片梁腹板的錯邊量不大于1mm。

圖2 該型氧化鋁粉運輸車輛制造工藝流程圖
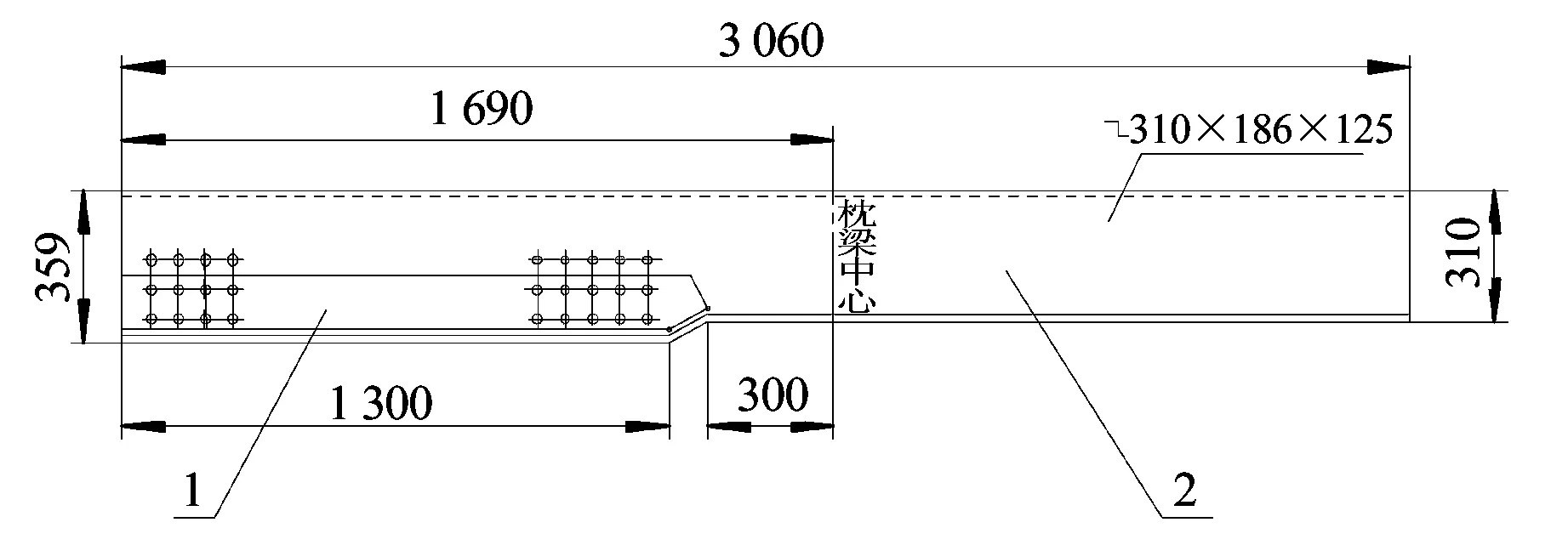
1—塞板;2—310乙型鋼。圖3 該型氧化鋁粉漏斗車單片牽引梁
塞板與單片梁腹板拼接焊縫共4條,優先選用埋弧焊接方式,具體焊接方案為:中部長直(內、外)焊縫及下部長直內焊縫采取埋弧焊(該處焊縫不開坡口),下部長直外焊縫以及其余短焊縫開坡口,采用CO2氣體保護焊。
3.2.2底架組成制造技術


圖4 該型氧化鋁粉運輸車輛底架組成
3.2.3車廂底板組成組裝技術

圖5 該型氧化鋁粉運輸車輛車廂底板組成
(1)在車廂底板組裝工位順序完成各車廂地板的鋪裝和焊接(見圖5)。在導流板組成組裝工位順序完成導流板、導流板組成、隔離板組成等配件的組焊。其中,底架兩端的地板和導流板組成均不可組裝,以保證端墻順利組裝;重點控制各導流板組成、隔離板組成的底部間距,以保證流化床組裝質量。
(2)在底架翻轉焊接工位完成卸料口的組裝。重點控制各法蘭面高度、平行度以及相鄰卸料口的間距。
3.2.4側墻組成制造技術
使用專用側墻組對胎完成側墻制作。使用壓縫工裝保證側柱、上側梁與側板的組裝間隙不大于1 mm。使用自動焊接小車保證側柱、上側梁與側板的焊接質量。重點控制側柱間橫向間距尺寸和側柱與導流板的相對尺寸,保證側柱端部與導流板組成、隔離板組成的嵌合。
3.2.5端墻組成制造技術

3.2.6車頂組成制造技術

3.2.7端、側墻與底架組裝技術

3.2.8流化床及進氣管路組裝技術

(2)流化床鋪裝。將流化床逐一鋪裝在導流板組成之間或導流板組成與隔離板組成之間的車廂地板上。由于車廂底板組成存在配件制作誤差和組裝誤差,故流化床安裝座先與流化床用螺栓組裝在一起,再完成與導流板組成或隔離板組成的焊接(見圖6)。

圖6 該型氧化鋁粉運輸車輛流化床及進氣管路
(3)進氣管路組裝工藝流程為:管吊座組裝→外進氣管路組裝→車體內DN50主管路組裝→車體內外管路連接→車體內DN25支管路組裝→DN25支管路連接流化床→進氣管路焊接→緊固管吊卡。外進氣管路組裝到車體使用專用組裝工裝完成。內進氣管路間采用管螺紋和法蘭聯接。為保證管路氣密性,管螺紋聯接前須噴涂螺紋緊固劑和纏繞生料帶,且緊固時不得反向回旋;法蘭聯接時,法蘭間須使用法蘭盤密封膠墊。
(4)進氣管路氣密性試驗使用專用氣密性試驗工裝完成。試驗前須將DN25支管末端全部封堵。試驗時連通壓縮空氣,用檢漏液檢查氣密性。
4 車體制造質量檢測
通過實施上述制造技術,單片梁制作質量、進氣管路組焊質量及氣密性、車頂組成的焊接變形、車體高度及裝貨口的長度、寬度和對角線差等重要尺寸均得到了有效控制[2],具體檢測尺寸如表1所示。

表1 車體主要質量控制數據
5 結束語
通過合理的工藝和嚴格的過程控制,該公司順利完成了18輛該新型氧化鋁粉漏斗車生產,車體達到了設計要求,制造質量獲得客戶認可,同時為后續類似車輛車體制造提供了經驗。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
