連接鍵過盈壓裝的有限元仿真分析
2021-09-15 08:37:24徐豪榜劉鳳江吳志飛
科學技術(shù)創(chuàng)新 2021年26期
黃 靜 徐豪榜 劉鳳江 胡 洋 吳志飛
(北京精密機電控制設備研究所,北京 100076航天伺服驅(qū)動與傳動實驗室,北京 100076)
隨著機械制造業(yè)的迅猛發(fā)展,對產(chǎn)品的裝配質(zhì)量要求也隨之提高,從而對裝配技術(shù)手段提出了更高的要求,其中過盈連接在機械裝配中占有重要的地位,依靠包容件與被包容件的過盈值,使得裝配后的零件表面間產(chǎn)生彈性壓力,從而獲得緊固聯(lián)接。
過盈配合屬于接觸問題,接觸面的接觸狀態(tài)、邊界條件的不確定性是此類接觸問題需要攻克的難點。周娟利等人利用有限元方法模擬了僅適用于外廓軸轂簡單過盈配合的工況,并對模擬結(jié)果與理論分析進行了一致性對比。喬穎敏等以某變速器軸承與軸承孔過盈配合為例,對該軸承過盈量與溫度變化對接觸應力的影響進行了數(shù)值模擬,得出過盈量的最優(yōu)范圍。劉長虹等人針對裝配孔開裂現(xiàn)象進行了過盈裝配仿真,通過計算得出裝配體的薄弱部分,并對此進行改進。本文主要通過有限元方法,模擬了連接鍵壓裝過程,通過設置不同過盈量進行了接觸面應力分析和反作用力分析,最終確定連接鍵的壓裝方案。
1 壓入法接觸應力傳統(tǒng)計算方法
接觸面的接觸應力是由過盈量的存在而產(chǎn)生的,由彈性力學理論可知,接觸面的接觸壓應力與過盈量之間的關(guān)系如式(1)所示。

式中:σ-配合面的接觸壓應力,MPa;
δ-過盈量,mm;
c-包容件外半徑,mm;
b-接觸面尺寸,mm。
一般情況下,包容件與被包容件的材料一致,所以材料的楊氏模量E,泊松比μ都是一樣的,如果被包容件結(jié)構(gòu)為實心,那么式中a取值為0,最終關(guān)系式變?yōu)槭剑?)。

所以最大裝配壓應力為式(3)

2 仿真模型
2.1 模型背景
研究對象為單鍵連接結(jié)構(gòu),連接鍵安裝于電機鍵槽內(nèi),其中連接鍵凸出部分再與絲杠鍵槽對接,從而實現(xiàn)電機與絲杠的聯(lián)接,結(jié)構(gòu)圖如圖1所示。連接鍵與電機鍵槽和絲杠鍵槽均為過盈配合,其安裝是否合適對電機與絲杠之間的傳動效率以及整機的運行穩(wěn)定性會有較大的影響,壓裝力范圍的確定對連接鍵的裝配質(zhì)量中至關(guān)重要的一環(huán)。圖2展示了連接鍵、電機轉(zhuǎn)子和絲杠對接槽的主要尺寸,材料均選用的合金結(jié)構(gòu)鋼。
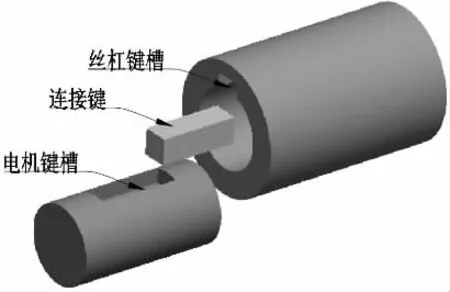
圖1 連接鍵裝配結(jié)構(gòu)示意圖

圖2 連接鍵、電機、絲杠主要相關(guān)接觸尺寸
2.2 模型建設
為了簡化模型,對仿真過程分別建了兩組模型進行模擬計算,一組模擬連接鍵裝入電機的壓裝過程,一組模擬連接鍵插入絲杠的壓裝過程,兩組模型分別確定壓裝力,最后確定連接鍵整體的壓裝方案。連接鍵壓裝問題是一個過盈配合的非線性接觸問題,需要按照非線性問題迭代求解,分別將連接鍵與電機的接觸面,連接鍵與絲杠的接觸面分別定義為摩擦接觸,摩擦因數(shù)取為0.15,采用拉格朗日乘子法進行計算求解。
3 仿真計算結(jié)果分析
3.1 電機與連接鍵配合分析
連接鍵壓入電機鍵槽時,會用工裝托住電機轉(zhuǎn)軸,保證電機轉(zhuǎn)軸相對位置不變,故建模時分別對電機軸兩側(cè)端面進行了固定約束,對連接鍵施加了相對位移,模擬連接鍵壓入電機鍵槽過程。過盈量分別設置了0.03 mm,0.02 mm和0.01 mm,接觸面的等效應力如圖3所示,過盈量為0.03 mm時,接觸面最大等效應力為1103.7 MPa,此時對應過盈引起的反作用力為3220.8 N;過盈量為0.02 mm時,接觸面最大等效應力為628.73 MPa,此時對應過盈引起的反作用力為2428.1 N,過盈量為0.01 mm時,接觸面最大等效應力為365.94 MPa,此時對應過盈引起的反作用力為1072N,計算結(jié)果表明隨著過盈量的增大,壓裝力也在逐漸增大,如果連接鍵與電機鍵槽匹配的部分過盈量控制在0.02 mm左右,則最少需要1500N~2500N的壓裝力才能將連接鍵壓入鍵槽。

圖3 不同過盈量接觸面的等效應力
3.2 絲杠與連接鍵配合分析
連接鍵壓入絲杠鍵槽時,考慮接觸面有相應的形變,故建模時對絲杠的底部,遠離接觸面的部分進行了固定約束,對連接鍵施加了相對位移,過盈量分別設置了0.024 mm,0.01 mm,0.002 mm,接觸面的等效應力如圖4所示,過盈量為0.24 mm時,接觸面最大等效應力為311.06 MPa,此時對應過盈引起的反作用力為1978.9 N;過盈量為0.01 mm時,接觸面最大等效應力為123.48 MPa,此時對用過盈反作用力為832.47 N;過盈量為0.002 mm時,接觸面最大等效應力為26.242 MPa,此時對應過盈反作用力為164.99 N。

圖4 不同過盈接觸面的等效應力
考慮實際操作時連接鍵先插入電機鍵槽后再插入絲杠鍵槽,電機內(nèi)部波形彈簧在絲杠鍵槽壓裝過程中可能會受到一定程度的擠壓,過高的壓裝力會導致波形彈簧失效,所以將連接鍵與絲杠鍵槽的過盈量控制在0.002 mm左右,最少需要100N~170N的壓裝力才能將連接鍵壓入絲杠鍵槽。
4 結(jié)論
本文運用了有限元軟件針對連接鍵壓裝過程進行了仿真,分析了不同過盈量對壓裝力的影響,仿真結(jié)果表明隨著過盈量的增大,壓裝力也呈現(xiàn)增大趨勢,電機鍵槽接觸應力的分布規(guī)律為由外向內(nèi)逐步增大,高應力集中在鍵槽底端,絲杠鍵槽高應力集中在鍵槽里面,主要是由于連接鍵壓入過程鍵槽隨著鍵的插入產(chǎn)生了一定的塑性變形,連接鍵的擠壓導致鍵槽材料是由外向內(nèi)進行了變形,內(nèi)部產(chǎn)生更大的壓力。根據(jù)電機-連接鍵-絲杠的壓裝方法的不同,最終確定合理的壓裝方案為電機與連接鍵壓裝過程的壓裝力控制在1500N~2500N,絲杠與連接鍵壓裝過程的壓裝力控制在100N~170N。
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農(nóng)業(yè)(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
中學物理·高中(2016年12期)2017-04-22 11:53:03
機械工程師(2015年10期)2015-02-02 01:14:03
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
