曲形面裝配件的數控加工分析
2021-09-10 09:14:34唐大美李晟
內燃機與配件 2021年10期
唐大美 李晟



摘要:曲形面裝配件是工業中經常使用的部件,曲形面一般是作為裝配體進行工作,是重要部件之一。由于曲形面自身加工難度較大,不易保證零件的加工質量,在銑削加工中會存在諸多問題。本文通過對其加工工藝、刀具的選用、切削用量、刀路軌跡設置等方面來分析曲形面裝配零件的加工過程中的難點,給同類件的加工提供一定的借鑒。
關鍵詞:加工工藝;數控銑床;曲面加工;曲面裝配
中圖分類號:TG659? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)10-0105-02
0? 引言
圖1為一典型的數控銑床加工的曲形面裝配件,本零件需要正反面加工,有平面加工、曲面加工、鉆孔加工、鉸孔加工等,加工難點是曲面臺階的銑削。在加工過程中,要充分運用編程軟件的功能,選擇合適的切削參數,力求在保證精度的情況下盡可能提高零件的加工效率,降低加工成本。
1? 零件的基本分析
本零件需要正反面加工,有平面加工、曲面加工、鉆孔加工、鉸孔加工等,加工難點是曲面臺階的銑削。在加工過程中,要充分運用編程軟件的功能,選擇合適的切削參數,力求在保證精度的情況下盡可能提高零件的加工效率,降低加工成本。零件材質為45號鋼。
2? 加工工藝分析
2.1 零件加工難點與解決方案
本零件是曲形面裝配零件,兩個零件其中一面都含有曲面臺階。兩個工件的曲面臺階需要進行配合,需要極好的貼合度及良好的表面粗糙度,所以精度要求較高,是整個裝配件中加工的難點。
2.2 加工所需的刀具及切削用量
通過上面加工過程中的難點分析,經考慮,選用的刀具和切削用量為:①盤銑刀Φ120mm:n=600r/min,f=100mm/min,ap=3mm;②立銑刀Φ10mm:n=3500r/min,f=200mm/min;ap=3mm;③麻花鉆Φ7.8mm:n=600r/min,f=75mm/min;④Φ8H9機用鉸刀:n=80r/min,f=30mm/min;⑤麻花鉆Φ26mm:n=400r/min,f=75mm/min;⑥圓鼻刀Φ10mm:n=4000r/min,f=1000mm/min,ap=0.2mm;⑦球刀Φ10mm:n=6000r/min,f=1800mm/min,ap=0.1mm。
2.3 工藝路線設計
經過以上分析,此曲形面裝配件的加工工藝路線如下:
零件1:工步1:檢查毛坯,刀具,校驗量具;工步2:建模,編程;工步3:Φ120盤銑刀銑平面(正面);工步4:對刀,粗銑正面輪廓,側壁單邊預留0.5mm,底部預留0.2mm(Φ10立銑刀);工步5:Φ10立銑刀精銑正面輪廓,保證各尺寸公差;工步6:粗銑弧形槽(Φ10立銑刀);工步7:精銑弧形槽(Φ10立銑刀);工步8:正面鉆孔,鉆孔Φ7.8mm;工步9:Φ8H9機用鉸刀鉸孔;工步10:Φ120盤銑刀銑平面(反面);工步11:粗銑內圓,單邊預留0.2mm(Φ10立銑刀);工步12:Φ10立銑刀精銑內圓;工步13:Φ10圓鼻刀粗銑曲面臺階;工步14:Φ10球刀精銑曲面臺階;工步15:取下工件,檢測。
零件2:工步1:檢查毛坯,刀具,校驗量具;工步2:建模,編程;工步3:Φ120盤銑刀銑平面(正面);工步4:對刀,粗銑正面輪廓,側壁單邊預留0.5mm,底部預留0.2mm(Φ10立銑刀);工步5:Φ10立銑刀精銑正面輪廓,保證各尺寸公差;工步6:正面鉆孔,鉆孔Φ7.8mm;工步7:Φ8H9機用鉸刀鉸孔;工步8:Φ10圓鼻刀粗銑曲面臺階;工步9:Φ10球刀精銑曲面臺階;工步10:Φ120盤銑刀銑平面(反面);工步11:粗銑弧形槽(Φ10立銑刀);工步12:精銑弧形槽(Φ10立銑刀);工步13:Φ26麻花鉆鉆孔;工步14:精銑Φ28通孔(Φ10立銑刀);工步15:取下工件,檢測。
3? 零件加工步驟
曲形面加工時首先考慮的是曲形面的輪廓、精度、粗糙度等問題。因此在設定參數時,輪廓加工要提高切削效率,曲面加工要減少背吃刀量,保證曲面粗糙度。背吃刀量、進給量、切削速度等參數要精準控制,刀具冷卻也需考慮。綜上所述,編程步驟如下:
3.1 使用動態銑削銑出零件1正面輪廓
首先將毛坯料放置在平口鉗中裝夾完畢,裝直徑為120mm盤銑刀銑削表面。換上直徑10mm的立銑刀粗銑外輪廓,主軸轉速3000r/min,進給200mm/min。壁邊預留量0.3mm,底面預留量0.2mm,步進3mm,下刀深度-10mm,采用螺旋下刀,保證刀具壽命。將125mm×125mm毛坯的外形作為加工對象,方便在加工過程中將余料一起銑掉,從而提升加工效率,刀路如圖2所示,圖3為動態銑削完成時的正面輪廓。
刀具不變,主軸轉速提升到3500r/min,進給300mm/min,將底面預留量歸零,用動態銑削完成底面精銑,將壁邊預留量歸零,用外形銑削保證加工效率,完成壁邊精銑。
3.2 用動態銑削完成圓弧槽的加工
接下來加工半徑38mm的弧形槽,刀具和參數不變,下刀深度從-10mm改為-20mm。零件1反面,用盤銑刀去毛坯,和正面一樣完成弧形槽的粗加工,壁邊預留量0.3mm,底面0.2mm。將主軸轉速升高,進給量加大,預留量歸零,完成精加工。
3.3 鉆孔、絞孔
用Ф7.8的麻花鉆,主軸轉速300r/min,進給75mm/min,將孔鉆通。然后換上Ф8H9的機用鉸刀,主軸轉速改為200r/min,進給30mm/min,將孔的直線度進行修正。
3.4 用曲面流線完成曲形面的加工
換上Ф10圓鼻刀進行曲面粗切流線,主軸轉速3000r/min,進給1000mm/min,切削方向改成雙向,加工面預留量0.2mm,Z最大步進量為0.2mm,從而保證曲形面的粗糙度。其刀路如圖4所示。
換上Ф10mm球刀,運用曲面流線精修進行曲面精加工,主軸轉速6000r/min,進給1800mm/min,加工面預留量歸零。運行程序,完成曲形面的精加工。零件1加工完畢。球刀與圓鼻刀的區別在于:球刀一般是整體式結構,圓鼻刀一般是鑲嵌式結構。圓鼻刀磨損較小,球刀容易磨損。所以圓鼻刀用于曲面流線粗切,球刀用于曲面流線精修。
3.5 零件2加工分析
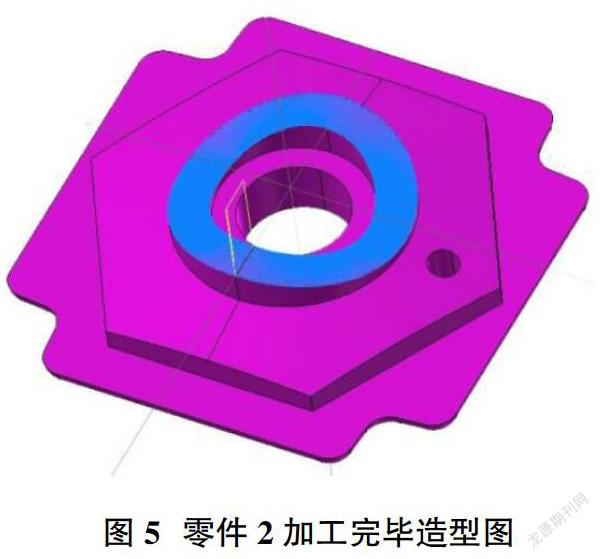
零件2與零件1整體加工工序一致,盤銑刀銑去毛坯,用Ф10mm立銑刀完成正面輪廓和反面圓弧槽的粗、精銑削,用Ф7.8mm的麻花鉆將孔鉆通,Ф8H9機用鉸刀將Ф8mm孔直線度修正,用Ф26mm的麻花鉆將中心孔鉆通,換Ф10mm立銑刀將孔精銑至Ф28mm的通孔。換上Ф10mm圓鼻刀和Ф10mm球刀,運用曲面流線進行曲形面的粗精加工。零件2完成所有加工如圖5所示。
4? 工件加工時的質量分析
4.1 加工時遇到的問題
曲形面加工粗糙度差,兩個工件曲面臺階裝配時配合度低。
4.2 問題原因及改進策略
①問題原因:經過深入分析,上述問題出現是由多個原因共同導致的。刀具質量差會導致表面粗糙度降低,切削力變大等問題。切削力變大就會導致粗糙度下降,從而導致裝配時配合度降低。②改進措施:更換高質量刀具,提高工件加工時的穩定性,減輕主軸壓力減小切削力,同時提高曲形面表面粗糙度。精銑時提高主軸轉速,減小進給量,以提高曲形面表面質量。加工時提供足量切削液,冷卻刀具,保證刀具良好切削狀態。盡可能減少刀具伸出長度,增加刀具剛性,減小刀具磨損幾率。保證工件裝夾到位,以避免出現加工時工件下沉,導致二次裝夾產生誤。
5? 總結
本文使用UG軟件制圖、建模,MasterCam軟件進行加工與模擬仿真,對數控加工過程進行分析,得出提高曲形面零件粗糙度的加工方式,運用曲面流線時應在適當范圍內減少Z最大步進量,增加刀具雙向切削頻率,從而提升曲形面的粗糙度,降低廢品率,提高加工精度,增強加工效率,這樣就會提高曲形面零件裝配時的貼合度。
參考文獻:
[1]許兆豐.數控銑床編程與操作[M].一版.中國勞動出版社,1994:15.
[2]文懷興.數控銑床設計[M].化學工業出版社,2006:35.
[3]單文舉.動態加工在數控銑床實訓中的應用[J].周刊.2017(44).