液壓油缸同步升降控制
2021-09-10 09:14:34王超鄒美兵
內燃機與配件 2021年10期
王超 鄒美兵
摘要:液壓油缸可以用于設備的上升、下降、加壓和調整位置。此次論文是針對人造板行業預壓機。我們使用插裝閥、位移傳感器和電氣控制實現油缸同步上升下降。
Abstract: The hydraulic cylinder can be used to raise, lower, pressurize and adjust the position. This article mainly aims at the prepress machine of MDF industry. We use cartridge valve, displacement sensor and electrical control to realize the synchronous rise and fall of hydraulic cylinder.
關鍵詞:液壓油缸;位移傳感器;PLC控制
Key words: hydraulic cylinder;displacement sensor;PLC control
中圖分類號:U262.32+1? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)10-0094-02
1? 緒論
1.1 課題背景和目的
本課題的背景是基于中密度纖維板生產線中的預壓機上下層液壓油缸升降控制。未改造前的控制方式液壓同步效果滿足不了同步要求。未改造前設備的情況是預壓機升降控制使用時左右的油缸共用的同一組電磁閥,施加壓力后纖維會有反彈,左右油缸高度不一致,毛坯板壓制出來左右也會有高度差。通過單獨的改變左右壓力值來調整左右高度差效果不佳,還會造成電機過載。單純的通過液壓壓力控制滿足不了位置控制的要求。
1.2 國內外當前研究現狀
目前國內外研究實現液壓油缸同步的方式多種多樣,總結歸類的控制方法主要有以下幾種。
1.2.1 第一種方法:機械硬性連接同步? 該同步方式是將多個一樣型號的油缸并聯使用一組電磁閥控制。該方式在中密度纖維板生產顯得多層熱壓機處有使用,熱壓機下方幾組一樣的油缸同時給油作用于下壓板,下壓板上升和加壓。
1.2.2 第二種方法:節流閥控制同步? 該方式是在管路上分別安裝節流閥,調整節流閥,向兩路油缸等量供油。該控制方式的精度受負載和機械連接強度影響。負載不均的情況下,兩個油缸會出現損傷或者位置控制不一致。
1.2.3 第三種方法:單獨壓力補償同步? 兩組油缸分別使用獨立的流量閥控制。兩組油缸分別控制,配合溢流閥,管路上增加節流閥,調整溢流閥值和節流閥,可以實現等量或者不等量的控制。
1.2.4 第四種方法:同步馬達控制? 每一路油缸單獨使用一組同樣排量的液壓馬達控制,控制每個油缸的流量,實現同步。實際使用時仍舊需要安裝節流閥和溢流閥調節流量消除誤差。該控制方式精度比較高,但是成本也很高,使用的范圍也比較有限。
1.2.5 第五種方法:比例閥控制? 使用比例閥,兩組油缸分開控制,用比例閥控制油缸流量,可以在油缸上增加位移傳感器,結合油缸伸出的距離誤差,調整比例閥流量實現同步。該控制方式精度非常高。在纖維板平壓線上使用比較多,在纖維板多層生產線上沒有使用的原因有比例閥對油品要求較高,控制技術要求比較高,需要用戶有較高技術的維護維修人員。
1.3 論文的構成和主要內容
本論文主要內容有三部分構成:一是液壓系統結構,二是位移傳感器,三是機械與電氣的結合控制。
2? 液壓系統結構
2.1 液壓系統改造前的結構
改造之前,預壓機的液壓系統,加壓由同一個油管路控制左右兩個油缸。從同一組電磁閥出來,通過兩個油缸上的節流閥控制流量實現左右油缸升降速度。在沒有負載之前,通過節流閥可以讓左右油缸相對地同步升降,左右升降的行程精度每次都會有誤差。生產時預壓機中間不同厚度的毛坯板會有反彈,預壓機左右就會出現高度差,誤差超過3cm。
2.2 液壓系統改造方案
液壓上的改造方法是將左右油缸油管路分開,使用單獨一樣型號的兩組流量閥分別控制左右的油缸。分開控制可以單獨調整流量閥系統壓力,結合管路上的節流閥,控制上更好調整。
2.3 液壓系統調整方式
改造后的左右的油缸采用單獨的流量閥和節流閥控制。將流量閥系統壓力都調整為5MPa,慢速升降預壓機,調整節流閥,左右兩邊油缸的升降速度相對同步。結合設備需要,把兩個流量閥的系統壓力都調整到生產需要的壓力值10MPa,結合節流閥調整,讓預壓機左右基本升降速度基本一致。
3? 位移控制器
3.1 位移控制器的介紹
位移傳感器可以把各種被測物理量轉換為電量。在生產過程中,測量實物尺寸或者機械位移,將被測量的變量轉換成為模擬量,使用儀表或者PLC模塊可以從模擬量信號讀取出位移量。
3.2 位移控制器的安裝
根據機械外型結構和油缸伸縮動作情況,位移傳感器主體安裝于油缸上,固定于油缸缸體上,采用鐵質抱箍緊固,傳感器主體安裝好后無晃動。位移傳感器滑塊的拉桿連接在油缸伸縮桿上,滑塊拉桿隨油缸伸縮,在有效量程范圍內移動。該安裝方式也保證了油缸上升時設備的間隙增大,位移傳感器輸出信號也是增大變化。油缸下降時設備的間隙減小,位移傳感器輸出信號也隨之減小。
3.3 位移控制器的使用
該位移傳感器使用的型號是:DSF-300-R(ourobo)。它是輸出二線制電流4-20mA,對應量程0-300mm。輸出的兩根信號線,通過隔離變送模塊就可以將二線制電流轉成四線制電流信號輸入到PLC模擬量模塊中,編寫讀取位移值的程序,讀出當前位置的位移值。
4? PLC程序的電氣整合方法
4.1 電氣控制的思路
機械部分使用獨立的流量閥和節流閥調整了之后,使用電氣參與控制將位移傳感器的位移讀取進PLC,通過自動程序控制,讀取當前油缸的位移值,將左右油缸的位移同步誤差進行運算,得出需要修正的偏差量,輸出控制調整信號給流量閥,控制電磁閥得電失電動作,調整左右油缸移動速度,速度快的一側油缸暫停電磁閥得電,直到兩邊位移量一致再同步繼續得電移動,直到到達需要的位置停止。
4.2 PLC程序的控制方法
PLC控制方法首先是讀取位移傳感器的當前位移值,然后計算左右位移值的差值,左右的位移量差值超過一定量的時候參與修正,將移動快的一側暫停,另一側繼續移動。當左右兩側位移一致時再恢復移動。
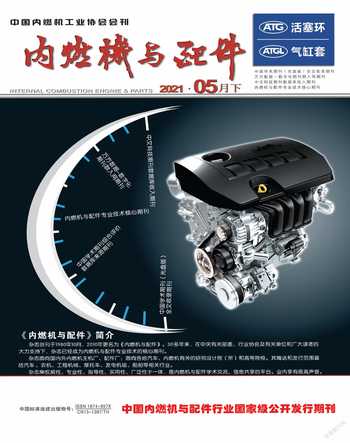
實際程序控制的流程是:首先,讀取到的位移值進行處理運算,進行修正后,得出兩側油缸位移值的相對值(相對于下方的同一個平面),考慮位移傳感器以及設備上升下降的行程極限保護,優先在程序中對油缸移動范圍進行限制。將讀取的位移修正值跟行程限位值進行比較,得出的差值用于限制油缸移動,保證油缸在有限的空間進行移動。行程限位值由操作界面輸入。下一步,對油缸下降進行控制。讀取左右油缸同時下降的位移值,對位移值進行差值比較,得出差值超出最大的誤差量,程序給出輸出信號,對電磁閥動作進行干預,修正移動差值(圖1)。最后,操作界面輸入需要到達的位置值,油缸自動運動到位置值后停止下降,保持該位置,下降動作程序中保持,位置有變化時繼續動作。上升時也是類似動作。
4.3 界面顯示與操作
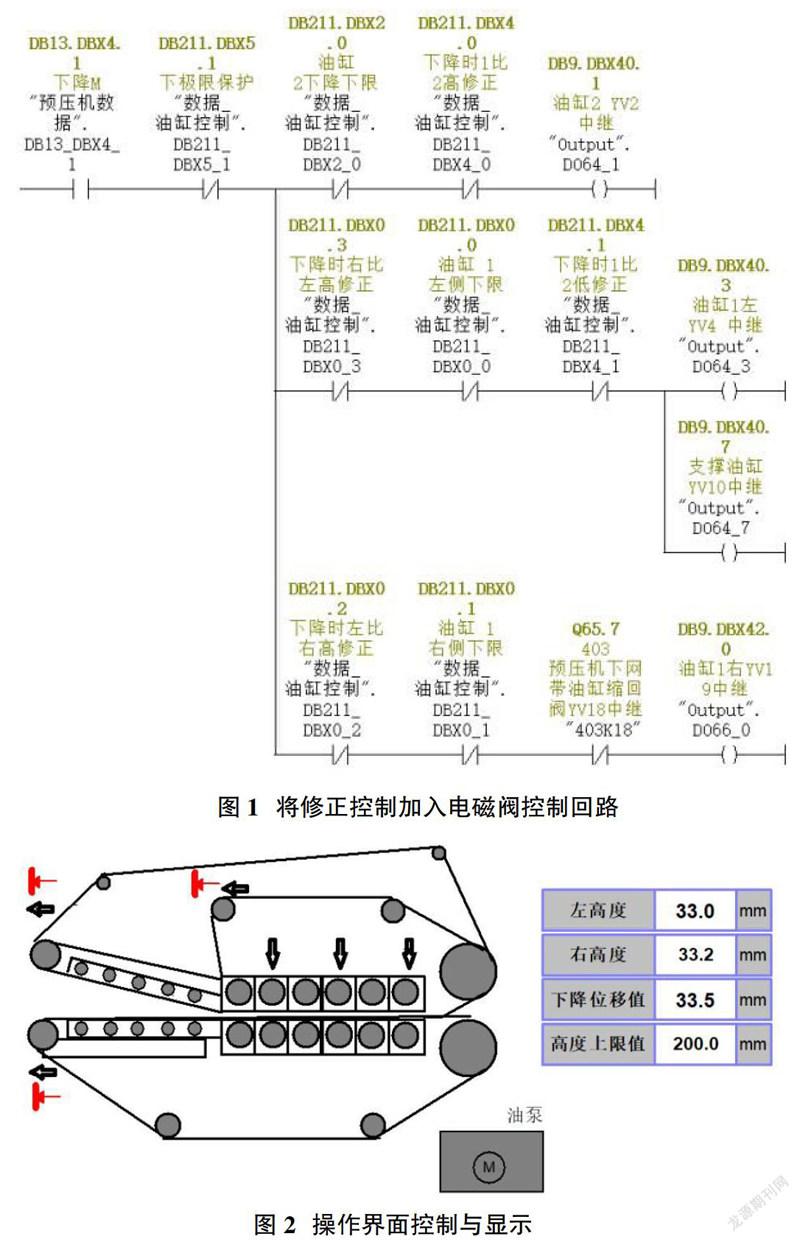
界面顯示左右的位移傳感器的位移值。以及位移傳感器的位移極限值,用于參與移動量程保護。參數值設置一位小數。設置好油缸下降的位置值,就可以控制油缸升降了(圖2)。
機械準備完畢后,按鈕控制油缸下降,油缸下降過程中,PLC程序會計算左右位移偏差,控制電磁閥得電失來電修正位移,保持油缸在小范圍內偏差,最終到達設定的位置。
5? 實驗結果
經過改造,液壓與位移傳感器組合,配合電氣PLC控制,界面輸入需要到達的位置,液壓油缸自動移動到位置保持,從位移傳感器讀取的位移值看,油缸基本移動到同一個位置,誤差在1mm以內,達到改造的目的,滿足設備生產控制的要求。生產使用測試結果也達到了要求。該設計改造方案目的基本達成。
6? 結論
液壓油缸的控制,在實際使用中可以采用油缸加位移傳感器,結合PLC進行控制。電氣控制的參與可以很好地補償多組液壓油缸移動的偏差。在精度要求較高,控制速度較慢的情況下,可以采用本次試驗的控制方法。該方法控制的精度可以在1mm范圍內,控制方式簡單,容易實現,對于操作工維護和操作也非常方便簡單。
參考文獻:
[1]官忠范.液壓傳動系統[M].北京:機械工業出版社,2004.
[2]孫振軍,付建華,楊玉剛.液壓同步工作的控制措施[J].建筑機械,2002(07).
[3]司癸卯,魏立基,夏谷成.液壓比例同步控制回路[J].工程機械,2000(09).