智能化壓縮機(jī)曲軸系統(tǒng)技術(shù)
2021-09-10 07:22:44徐小婷
內(nèi)燃機(jī)與配件 2021年10期
關(guān)鍵詞:智能化
徐小婷
摘要:曲軸是發(fā)動機(jī)中最重要的部件,本文從軟硬件兩個方面來介紹如何智能化偏心磨連線生產(chǎn)過程,包括電氣控制要求、硬件選用、觸摸屏畫面設(shè)計、程序編寫、伺服參數(shù)變頻器參數(shù)的設(shè)置,最后完成智能化有料和無料兩種調(diào)試模式。
關(guān)鍵詞:智能化;偏心磨連線;曲軸生產(chǎn)
中圖分類號:TP391.72? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻(xiàn)標(biāo)識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)10-0015-02
0? 引言
曲軸是發(fā)動機(jī)中最重要的部件,在生產(chǎn)中有六個主要的工序,分別是曲軸粗磨、曲軸精磨、偏心部磨、T面銑、曲軸去毛刺、總檢測。在各個工位的銜接中采用機(jī)械手代替人員作業(yè),實施自動化高效率生產(chǎn),本文主要著重介紹智能化改造偏心部研磨聯(lián)線部份。若偏心磨連線具有全自動生產(chǎn)的能力,則能自動診斷機(jī)臺的各種生產(chǎn)故障,則對設(shè)備的維修帶來了許多方便;另外可以提高生產(chǎn)效率高,運行穩(wěn)定,減少勞動工人,節(jié)省了大量的人力,有著非常好的經(jīng)濟(jì)效益和社會效益。
1? 偏心磨連線組成介紹
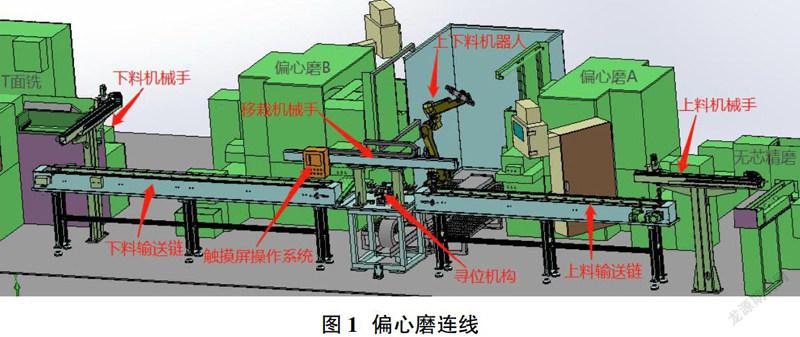
如圖1所示偏心磨連線由上料機(jī)械、傳送模塊、移栽機(jī)械手、 觸摸屏操作系統(tǒng)、出料機(jī)械手、尋位機(jī)構(gòu)、上下料機(jī)器人七部分組成,從而實現(xiàn)從無芯精磨下料到偏心磨與T面銑間達(dá)成無縫連接,實現(xiàn)全自動生產(chǎn)。考慮生產(chǎn)節(jié)拍銜接問題,偏心磨需配置2臺以達(dá)到生產(chǎn)節(jié)拍要求。
偏心磨連線具有全自動生產(chǎn)的能力,能自動診斷機(jī)臺的各種生產(chǎn)故障,對設(shè)備的維修帶來了許多方便;另外它生產(chǎn)效率高,運行穩(wěn)定,減少勞動工人,節(jié)省了大量的人力,有著非常好的經(jīng)濟(jì)效益和社會效益。
2? 制定偏心面連線的電氣控制要求
根據(jù)生產(chǎn)要求,制定出如下電氣控制要求:①因為設(shè)備是全自動控制的,生產(chǎn)過程中不需要人工操作,所以機(jī)臺控制必須是較先進(jìn)的控制系統(tǒng)。②設(shè)備需要有生產(chǎn)相關(guān)的訊息顯示、異常報警、異常注釋等信息。③設(shè)備在出現(xiàn)異常時要能自動停機(jī),并提示發(fā)生故障的原因。④設(shè)備需要有手動操作模式,自動操作模式,手動操作模式是在機(jī)臺調(diào)試時使用;自動模式是正常生產(chǎn)時使用。⑤設(shè)備需要有生產(chǎn)指示三色燈和報警音樂,紅黃綠三種顏色表示機(jī)臺當(dāng)前的生產(chǎn)狀態(tài),報警音樂作為報警提示。通過以上制定的電氣控制要求,使設(shè)備達(dá)到自動化控制的要求。
3? 自動化控制的實現(xiàn)
從設(shè)備的電氣控制要求中可以知道如果采用傳統(tǒng)的繼電器控制方式很難實現(xiàn)自動化的功能,所以設(shè)備的動作采用PLC作為控制中心,通過PLC編程,讓機(jī)臺的各個動作有序的運作起來。為了節(jié)省節(jié)拍,在偏心磨上下料處采用工業(yè)機(jī)器人,節(jié)省多余的動作。使磨床生產(chǎn)達(dá)到最優(yōu)效率。另外采用觸摸屏來操作和顯示信息的人機(jī)界面,讓設(shè)備操作起來更為方便。
設(shè)備上所有氣缸用PLC進(jìn)行控制,采用高壓氣體作為動力源。為了讓設(shè)備能夠自動診斷出各部分的機(jī)械故障,所以在每個動作的執(zhí)行組件上都安裝有感應(yīng)器。如在氣缸動作的始點或終點位置裝上磁閥開關(guān),一旦有機(jī)械卡死,即可診斷出來。
設(shè)備上所有伺服電機(jī)用PLC控制伺服放大器來驅(qū)動。在伺服電機(jī)行程前后安裝機(jī)械限位和電控限位,電控限位是用極限開關(guān)來控制,伺服電機(jī)控制的機(jī)械手超過正常行程到極限限位時,PLC報警設(shè)備停止工作。
設(shè)備對每一個完成品所需要的時間進(jìn)行計時,以方便設(shè)計人員了解生產(chǎn)線上各臺單機(jī)的生產(chǎn)速度并對其進(jìn)行調(diào)整。設(shè)備對當(dāng)天的完成品進(jìn)行生產(chǎn)計數(shù),生產(chǎn)人員可以很方便的看得到一天的產(chǎn)量。因為是全自動化機(jī)臺,正常生產(chǎn)時是沒有工人操作的,但為了能夠明確知道機(jī)臺的當(dāng)前工作狀態(tài),所以需要安裝三色燈和報警音樂。
4? 硬件配置
根據(jù)系統(tǒng)的控制要求,確定PLC外部輸入點和輸出點,統(tǒng)計出所需PLC輸入點數(shù)為112點,PLC輸出點數(shù)為96點,考慮整條連線比較長,感應(yīng)器的距離過遠(yuǎn),配線距離過遠(yuǎn)影響信號的傳輸?shù)葐栴},所以我們用CC_LINK模塊來控制。考慮到系統(tǒng)的可擴(kuò)展性和維修的方便性,以及用到的特殊模塊比較多,所以選用三菱Q系列的PLC作為控制單元來控制整個系統(tǒng)。在每個機(jī)械手模塊都配置獨立的CC_LINK遠(yuǎn)程控制模塊。方便線路的敷設(shè)。采用三菱GS2107觸摸屏,該觸摸屏顯示尺寸7英寸,DC電源,自帶RS422/232接口,USB接口。
5? 軟件配置
5.1 觸摸屏畫面設(shè)計
5.1.1 觸摸屏畫面的制作
觸摸屏的程序是和PLC程序?qū)?yīng)的,在制作觸摸屏畫面之前,要先規(guī)劃好PLC軟組件的使用分布,如手動按鈕是用哪些點,手動動作指示燈是使用哪些點等,在規(guī)劃這些軟組件時要盡量按順序分配,且按照一定的規(guī)律分配,這樣在PLC編程中會更方便。
機(jī)臺電氣控制要求中設(shè)備需要有二個模式,即手動、自動模式;手動模式和自動模式由手動、自動切換開關(guān)來切換。手動模式中制作出機(jī)臺每個機(jī)構(gòu)的手動按鈕;手動動作的ON和OFF由二個開關(guān)控制它們的ON和OFF兩種狀態(tài)的切換;自動模式用于設(shè)備正常的生產(chǎn)模式,有啟動、停止,另外還需要有機(jī)臺生產(chǎn)數(shù)量的顯示及機(jī)臺當(dāng)前的信息顯示。
5.1.2 報警信息的制作
報警信息顯示機(jī)臺當(dāng)前的異常狀態(tài),當(dāng)出現(xiàn)異常時顯示異常的內(nèi)容,方便工作人員對機(jī)臺迅速的檢修。報警信息是我們在機(jī)臺運行前就已經(jīng)把機(jī)臺所有的異常信息登陸到觸摸屏中,當(dāng)機(jī)臺出現(xiàn)異常時再調(diào)出和異常相對應(yīng)的信息。
5.2 程序編寫
5.2.1 手、自動程序的編寫
觸摸屏手動動作可以采用二個按鈕來控制動作,自動編寫過程中需注意PLC控制程序只有一些邏輯性的動作,在編程時按照條件允許來編寫。PLC動作流程的編寫方法為:啟動第一個動作,檢測該動作的輸出條件(動作行程檢知器ON或動作延時輸出),條件到達(dá)后再啟動下一個動作,并在每一個動作之間增加一個延時控制,通過調(diào)節(jié)這個延時的時間,這樣就可調(diào)節(jié)機(jī)臺的生產(chǎn)速度
5.2.2 故障診斷程序的編寫
機(jī)臺故障診斷就是利用PLC程序監(jiān)控各個機(jī)構(gòu)正常動作和異常動作的不同之處。故障診斷程序編寫方法為用PLC程序作監(jiān)控每個機(jī)構(gòu)的動作,當(dāng)動作時間超出正常的設(shè)定范圍時,輸出相應(yīng)的故障訊息,并停止機(jī)臺的動作。如定位機(jī)構(gòu)升降正常動作時從始點位置到終點位置所需的時間為1秒,但是程序檢測出氣缸的動作超出5秒,則說明定位機(jī)構(gòu)升降的動作出現(xiàn)了異常,讓觸摸屏顯示定位機(jī)構(gòu)升降異常的信息
5.2.3 機(jī)臺相關(guān)生產(chǎn)信息的程序編寫
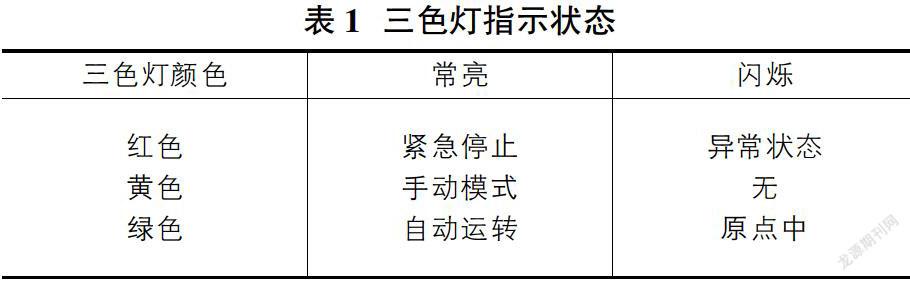
偏心磨連線為自動生產(chǎn)型設(shè)備,三色燈和報警音樂可指示機(jī)臺當(dāng)前的生產(chǎn)狀態(tài),三色燈的紅黃綠三個顏色所表述的意義如表1所示,而報警音樂則表示機(jī)臺出現(xiàn)異常。機(jī)臺生產(chǎn)時工人可根據(jù)報警音樂來判斷機(jī)臺已出現(xiàn)異常,從而可達(dá)到一名工人可同時看多臺機(jī)的功能。
5.2.4 工業(yè)機(jī)器人程序編寫
偏心磨與尋位機(jī)構(gòu)各模塊的狀態(tài)輸出給機(jī)器人,機(jī)器人根據(jù)狀態(tài)進(jìn)行調(diào)用加工程序。當(dāng)尋位座尋位完成請求機(jī)器人夾取,機(jī)器人抓取后根據(jù)兩臺磨床的加工狀態(tài)選用上下料程序,當(dāng)與磨床交換料后,地軌伺服回至尋位機(jī)構(gòu),機(jī)器人根據(jù)尋位機(jī)構(gòu)出料座、抽檢滑臺的狀態(tài)進(jìn)行出料放至或者抽檢放至,完成一個循環(huán)周期。
5.3 伺服參數(shù)變頻器參數(shù)的設(shè)置
5.3.1 伺服參數(shù)的設(shè)置
設(shè)備共有7個伺服電機(jī),分別控制上料機(jī)械手橫移、升降伺服、出料機(jī)械手橫移、升降伺服、過渡移栽橫移伺服、尋位伺服以及地軌伺服。
根據(jù)機(jī)械工程師給的數(shù)據(jù),上料和出料的橫移伺服電機(jī)的齒輪每轉(zhuǎn)的移動量是325mm,上料和出料的升降伺服電機(jī)的齒輪每轉(zhuǎn)的移動量是200mm,伺服電機(jī)上都加有5倍的減速器,所以伺服電機(jī)每轉(zhuǎn)的移動量是65000um和40000um。
5.3.2 變頻器參數(shù)的設(shè)置
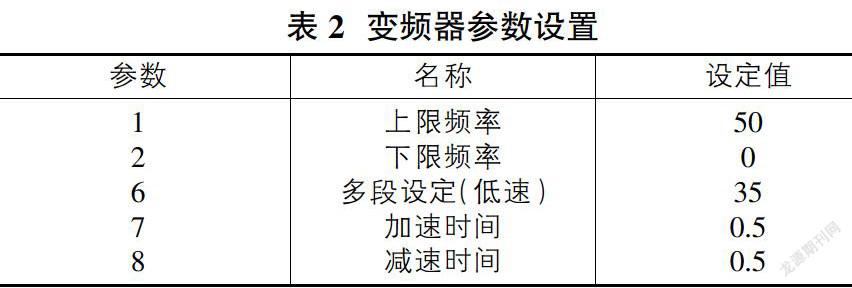
兩臺FR-E720-0.2K-CH變頻器是分別控制上料輸送鏈電機(jī)以及下料輸送鏈電機(jī)。作用能準(zhǔn)備控制輸送鏈運行速度以及能夠快速停止增加定位精度。本設(shè)備變頻器的參數(shù)設(shè)置為表2。
6? 系統(tǒng)調(diào)試
6.1 無料調(diào)試
當(dāng)機(jī)臺的外部電路組裝完成后就可以把PLC和觸摸屏的程序下載進(jìn)去,進(jìn)行無料試機(jī)。無料試機(jī)主要是先檢查機(jī)臺的線路有沒有錯誤,再空機(jī)調(diào)試機(jī)臺的各個動作,并且試驗PLC程序中各個監(jiān)控功能,檢驗出現(xiàn)故障后機(jī)臺能不能自動報警并顯示相對應(yīng)的故障信息。
機(jī)臺在動作調(diào)試時主要出現(xiàn)了動作異常的故障,機(jī)臺動作沒有按照預(yù)先制定的動作流程進(jìn)行動作,此時是把電腦和PLC進(jìn)行通訊,利用PLC編程軟件的在線監(jiān)視功能對PLC程序進(jìn)行監(jiān)視,利用軟組件查找功能找到程序的故障點,再分析動作的異常原因。
6.2 有料調(diào)試
無料調(diào)試機(jī)臺的動作正常后,人工就可以把工件放到機(jī)臺上進(jìn)行有料試機(jī)。有料試機(jī)驗證機(jī)臺所有的功能,并進(jìn)行品質(zhì)的檢測,待所有生產(chǎn)數(shù)據(jù)正常后機(jī)臺便調(diào)試完成,可以投入生產(chǎn)。
參考文獻(xiàn):
[1]周恒熠.電氣工程及其自動化的智能化技術(shù)應(yīng)用分析[J].電子世界,2021(04).
[2]張婷.智能化系統(tǒng)技術(shù)在電氣自動化領(lǐng)域的創(chuàng)新應(yīng)用分析[J].電子世界,2020(24).
[3]王如愿.關(guān)于電氣自動化領(lǐng)域智能化系統(tǒng)技術(shù)的應(yīng)用分析[J].電子測試,2020(17).
[4]高靜,李童.人工智能技術(shù)在房屋建筑施工中的應(yīng)用[J].信息記錄材料,2020,21(05).
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
建材發(fā)展導(dǎo)向(2021年13期)2021-07-28 07:14:34
建材發(fā)展導(dǎo)向(2021年10期)2021-07-16 07:13:24
印刷工業(yè)(2020年4期)2020-10-27 02:46:02
印刷工業(yè)(2020年4期)2020-10-27 02:45:52
中國儲運(2019年5期)2019-05-15 09:37:40
能源(2018年10期)2018-12-08 08:02:52
汽車觀察(2018年10期)2018-11-06 07:05:08
中國交通信息化(2017年4期)2017-06-06 07:21:52
中國公路(2017年12期)2017-02-06 03:07:25