減少冷剪機鋼筋剪切故障淺析
2021-09-10 07:22:44陳海鷗
科技研究 2021年15期
陳海鷗

摘要:冷剪機是在冶金工業中經常用來對軋件進行切頭、切尾或者切定尺的機械設備。作為剪切機械中的一種,冷剪機在冶金、航空、國防工業,以及印刷等輕工業均有廣泛的應用。早期的冷剪機由于結構笨重而且沒有快速換刀裝置,導致生產效率低,產品的質量也不高。為此,我們選擇了結構更為緊湊的曲柄連桿上切式斜刃剪切機。本文對冷剪機的組成、作用和剪切情況進行了分析,冷剪機在剪切過程中出現的常見故障進行了描述,從工藝和設備方面進行了分析和總結。
關鍵詞:冷剪機 潤滑 剪切 間隙調整
1、前言
安源軋鋼廠棒線的棒材線于2018年2月投產。隨著軋制工藝的不斷優化,鋼筋在冷剪剪切程中時有故障,嚴重影響了正常生產和產品的經濟技術指標。通過對冷剪設備進行結構分析,提出了設備改進與優化,減少設備故障的措施和方法。
2、冷剪機組成、作用和剪切分析
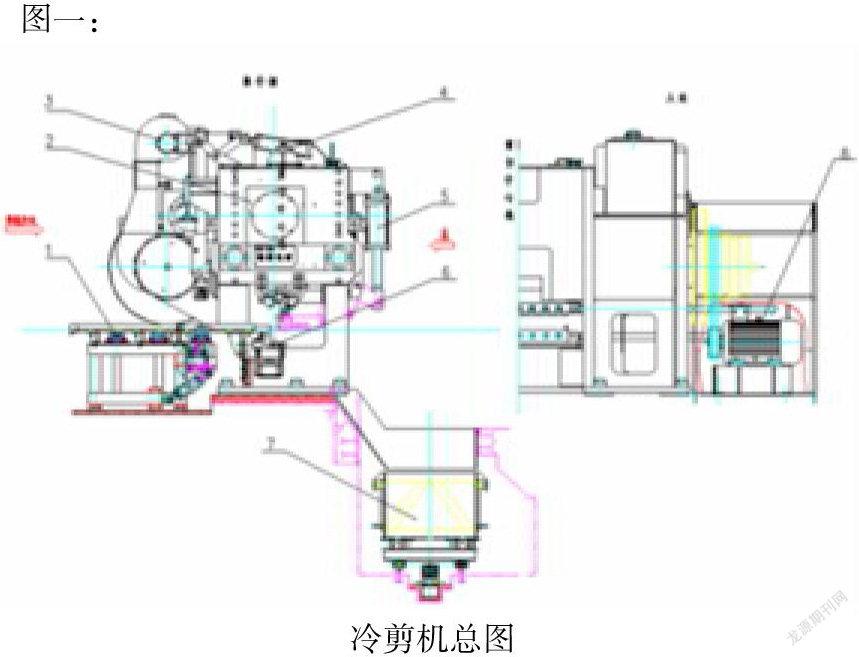
冷剪機的組成和作用(見圖1):①冷剪前輥道(作用:將下冷床的軋件輸送至冷剪進行剪切);②冷剪本體(作用:對定尺后的軋件進行剪切);③ 制動器通風裝置(作用:冷卻制動器);④入口壓輥(作用:將軋件壓平后進行剪切);⑤對齊擋板;⑥刀座裝配;⑦收集裝置(作用:收集軋件的料頭和料尾);還有傳動裝置,離合器通風裝置,換剪刃小車。冷剪的剪切過程分析:軋件進入剪前輥道,由剪前輥道將軋件頭部輸送到冷剪本體剪刃處,位于入口側的入口導輥壓下,將軋件壓平,氣動離合器通氣與冷剪輸入軸聯接,驅動冷剪傳動軸系,曲軸從高位運動到低位,帶動上刀座向下運動剪切軋件,完成剪切動作后,氣動離合器排氣與輸入軸脫開,氣動制動器通氣與輸入軸聯接,制動冷剪傳動軸系,將曲軸制動到最高位,保證剪刃的開口度,等待下次剪切。
圖一:
3、鋼筋在冷剪剪切的常見故障及發生原因
常見故障:①剪切斷面質量差:剪切時出現彎頭或剪不斷。② 離合器,制動器冒煙:離合器,制動器間隙調整不當,造成摩擦大,穩定升高,造成冒煙;③潤滑不到位:由于冷剪機由減速機與曲柄機構,潤滑系統由減速機的稀油潤滑系統與曲柄機構的干油潤滑系統組成;可能造成干油潤滑過量或不到位,稀油油品質量差,潤滑不到位現象。
故障發生原因表現在工藝和設備兩個方面:冷剪剪切支數超標,刀片側間隙過大,剪刃鎖緊缸失效,滑板,銅套磨損間隙大,氣動控制閥失效,干油系統堵塞等均可能出現故障。工藝方面:①鋼筋剪切支數越多,剪切阻力越大,需要的剪切力越大。②鋼筋在運行中頭尾碰鋼或短鋼未清,造成碰斷制動器氣管或接頭,或電磁閥,使離合器,制動器運行中出現故障。③軋制時,發現不了油品的供油狀態,使用缺油還在軋制,致使隱患擴大化。設備方面:①剪刃側隙過大,入口壓輥沒有壓牢,鎖緊缸沒有鎖緊。②摩擦片磨損嚴重,出現故障,離合器、制動器之間的動作不會同時停止。③冷剪潤滑系統無法直觀判斷潤滑情況,出現故障無備用系統。
4、減少鋼筋在剪切時發生故障的措施
工藝方面:①軋制不同規格鋼筋,允許的最高支數要求(見表一)。②規范崗位工操作,避免出現頭尾碰鋼,鋼筋起跳,碰壞設備。③安裝電腦,使冷剪機潤滑系統潤滑情況在電腦上可直觀顯示。設備方面:①定期維護設備。加強對設備的點巡檢,保證剪刃鎖緊缸的剪切效果,另一方面,提高剪刃鎖緊缸使用壽命,已進行改造:將分體式鎖緊缸成整體式剪刃鎖緊缸;檢查剪刃間隙,確保間隙(0.2-0.3mm之間)。加強對設備的點巡檢,保障壓輥氣缸與電磁閥的正常使用效果。②已將冷剪制動器,離合器原有的由二條不同氣路控制的系統改成一條氣路控制系統,一旦出現故障時,制動器,離合器同時停止工作(避免了改造之前的離合器停止工作,制動器還在工作,進而損壞設備)。加強對設備的點巡檢,周期調整摩擦片間隙。③ 已將干油潤滑系統進行改造成智能潤滑系統,能直觀判斷油品潤滑情況,對稀油相關設備濾油桶,齒輪泵加裝備用設備,周期檢查油品質量,定期清洗油箱,更換油品。
5、結束語
通過對冷剪機的結構分析和常見故障的描述和原因分析,提出了各類故障的解決方法,對正常生產具有一定的指導意義。
參考文獻
[1]鄒家祥.軋鋼機械理論與結構設計[M].北京:冶金工業出版社,1993.
[2]王金星.不同工作制曲柄連桿式飛剪的設計[J].鞍鋼技術,2002,3:62-63.
[3]歐曦.500T冷剪機離合器的改進[J].柳鋼科技,2000,1:7-7.
[4]羅瑞文.5000KN冷剪機的改進[J].南方鋼鐵,1995,5:20-21.
[5]歐曦.500T冷剪機切頭彎曲問題的分析與改進[J].柳鋼科技,2000,3:55-55.
