基于正交試驗的汽車擋板塑件注塑模具冷卻系統的優化分析
2021-09-10 06:12:09李金峰
內燃機與配件 2021年3期
李金峰

摘要:以汽車擋板注塑模具冷卻水道水孔直徑、相鄰冷卻水道水孔間距及冷卻水道模具表面距離為實驗參數,利用正交實驗對模壁溫差進行模擬分析。驗證得出水孔間距對模具的冷卻效果影響最為明顯,通過優化分析,使得冷卻系統的冷卻效果較為理想,使得模具的溫差均勻,能提升塑件的產量和合格率。可得到冷卻水道最佳的工藝組合為:冷卻水道水孔直徑10mm、相鄰冷卻水道水孔間距140mm、冷卻水道模具表面距離30mm。
關鍵詞:注塑;冷卻優化;正交試驗;模壁溫差
0? 引言
隨著全球醫療、家電、日用品、汽車、5G通訊和能源儲存等重點行業對塑料制件的需求增加[1],塑料制品的設計將趨向于高質量、輕薄和美觀,產品的結構更趨于復雜,這對注塑模具的研發與應用提出了更為嚴格的要求[2]。在注塑成型過程中,模具的冷卻系統影響著塑件的質量也能夠減少試模次數和后期修改模具的成本,從而影響企業的生產效率[3]。設計人員需要更多地模流分析技術來輔助注塑模具的設計,利用該技術,能預先分析模具設計的合理性,減少試模次數,加快模具的研發速度,提高企業效率。
本文以汽車擋板塑件為研究對象,使用正交試驗的方法,結合Moldflow注塑仿真軟件,優化冷卻水道水孔直徑、相鄰冷卻水道水孔間距及冷卻水道模具表面距離三個冷卻水道參數[4],降低模壁溫差,使模具型腔的溫度分布均勻,提高塑件的冷卻效率。較高的模壁溫差容易使塑件內積聚殘余應力,產生不對稱的熱應力,從而導致塑件的翹曲變形[5],影響塑件的質量和良品率,同時也會導致塑件的冷卻時間加大導致整個生產周期延長,生產成本增加。
1? 模型分析及Moldflow前處理
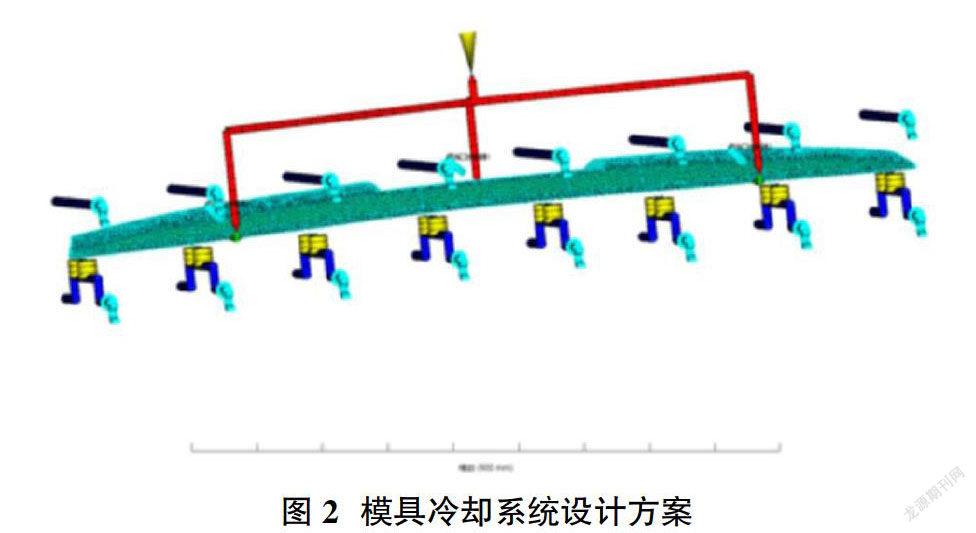
汽車擋板在UG中的三維模型如圖1所示,最大外型尺寸為:1320mm×178mm×3.2mm,平均壁厚3.2mm,屬于大型薄壁件塑件。汽車擋板屬于大型薄壁塑料產品,尺寸較大、熔體在澆注系統中路線較長,難以填充完整等特點,冷卻固化時易出現溫度不均現象和長徑比較大易發生翹曲變形。由于此塑件為裝配件,對裝配精度有較高的要求,要求塑件的變形不宜過大,避免無法裝配使用。
汽車擋板塑件有抗沖擊高強度的結構性能要求,結合汽車塑料材料選用標準和Moldflow材料數據庫,選取牌號為Durethan AKV 35 H2.0(Lanxess,制造商)的PA66材料進行模擬分析。選擇雙層面(Fusion)網格類型進行網格劃分,將三角形單元的邊長設置為8mm,其中三角形單元數量為36382,節點數為18181,模型的最大縱橫比17.18,平均2.18,最小1.16,網格匹配百分比為90.2%。考慮汽車擋板的實際注塑情況,汽車擋板的外型尺寸較長,產品的配合精度要求較高,確定塑件模型采用三點進膠方式的熱流道系統,在產品的中部和兩端設置澆口位置,同時為了提升表面質量,減少注塑成型過程中塑件表面出現的熔接痕,澆口采取針閥式澆口,待主流道的塑料熔體經過兩端時再打開兩側的控制閥門進行注射。
2? 冷卻方案的建立優化
注射成型過程主要由填充、保壓、冷卻三個階段構成,其中冷卻時間約占成型周期三分之二以上。一個良好的冷卻系統的設計能夠縮短制件的冷卻時間,提高產品的生產率[6]。此外,當冷卻系統中的冷卻水道排布合理,能夠均勻冷卻塑料產品,降低塑件的殘余應力,可以保持尺寸的穩定,減少塑件的翹曲變形,提高產品質量[7]。模具冷卻系統的設計和優化對于塑料產品的成型和加工成本至關重要。
冷卻水道到型腔表面的距離關系到型腔能否冷卻均勻和模具的剛度和強度問題[8]。設計冷卻水道時往往受推桿、鑲件、側抽芯機構等零件限制,不可能都按照理想位置開設水道,這時水道之間的距離也可能較遠,如果這時有水道離型腔過近會造成冷卻均勻性差。同時,在設計水道和型腔距離時,還應考慮模具材料的強度和剛度。避免距離過近,在型腔壓力下使材料發生扭曲變形,使模腔表面產生龜紋[9]。
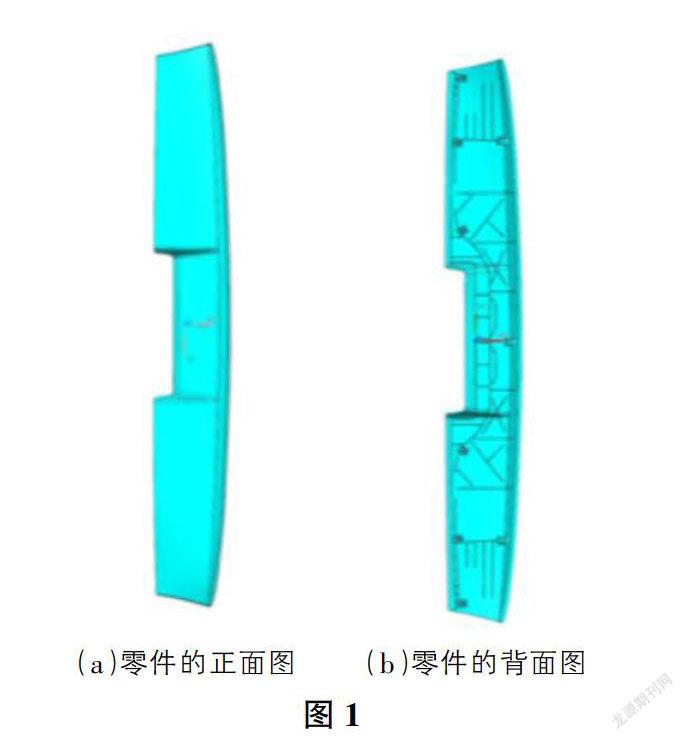
根據塑件的外形結構特點,從簡單兼顧實用的原則出發,選擇直孔隔板式冷卻水道進行冷卻布置,利于模具前模冷卻,后模采用直通式水道,型芯部分則加入隔水板加強模具的局部冷卻,隔水板式冷卻組件是在垂直于主水道上鉆一條支水道,然后用快導流板把支道中的水路一分為二,將來自主水道的冷卻液翻過導流片頂部,再繞回主水道一側。設定冷卻系統方案如圖2所示。
工藝參數設置如下:塑料熔體的注射溫度為:280℃。模具溫度推薦為80℃,注射壓力通常為75MPa,保壓壓力為90%最大保壓壓力,注射時間1.8s,保壓冷卻時間40s,開模時間5s。
本塑件運用正交試驗方法對汽車擋板冷卻水道進行優化,再得到冷卻效果最優的參數組合。選取冷卻水道水孔直徑、相鄰冷卻水道水孔間距及冷卻水道模具表面距離三個冷卻水道參數,依據工廠實際加工經驗,將工藝參數設置成三個水平,設計正交實驗表對每一參數組合方案進行模流分析,獲得的分析結果,如表1所示。得到各因素在對應水平下對注塑成型模壁溫差的均值k,再對試驗結果進行極差分析。
試驗基于Moldflow模流分析結果的回路管壁溫度的仿真數據,以數據中的最高點溫度與最低點溫度的差值作為指標,用來反應冷卻系統中的水道水孔直徑、相鄰冷卻水道水孔間距及冷卻水道模具表面距離這三個實驗參數對冷卻效果進行分析。
由表1可得,影響注塑模具冷卻水道冷卻效果的工藝參數中,其重要程度依次為:水孔間距>模壁距離>水孔直徑。可得到冷卻水道最佳的工藝組合為:冷卻水道水孔直徑10mm、相鄰冷卻水道水孔間距140mm、冷卻水道模具表面距離30mm。再次通過模流仿真分析最優參數下的回路管壁溫差,得出調整后的回路管壁溫差為14.89℃,相比于表1的數據回路的管壁溫差有一定程度的下降,能在一定程度上改善模具的溫度進而減少汽車擋板塑件在成型過程中的收縮不均,提高塑件的質量和良品率。
3? 結論
在汽車擋板塑件的注塑模具中,通過正交試驗構建了以冷卻水道水孔直徑、相鄰冷卻水道水孔間距及冷卻水道模具表面距離為參數,在Moldflow中進行完整對模流分析,仿真整個注塑過程的熔體流動和塑件成型情況,以模壁溫差為指標的注塑成型仿真試驗,通過極差分析得到各參數對模壁溫差的影響規律,得出冷卻水道最佳工藝參數組合為:冷卻水道水孔直徑10mm、相鄰冷卻水道水孔間距140mm、冷卻水道模具表面距離30mm。該設計思路能為注塑模具冷卻水路的優化設計提供理論指導,在設計模具時,對模具內部的水路設計排布、水路直徑、水路布局位置等主要因素設計時提供重要的參考依據,從而減少試模次數和后期修改模具的成本。
參考文獻:
[1]寧軍.2018~2019年世界塑料工業進展(Ⅰ)[J].塑料工業, 2020,48(03):1-14.
[2]謝鵬程,朱金柏.從德國K2019看全球注塑行業創新技術發展新趨勢[J].中國塑料,2020,34(03):111-116.
[3]黃建峰.中文版Autodesk Moldflow 2018完全實戰技術手冊[M].北京:清華大學出版社出版,2019.
[4]申開智.塑料成型模具[M].2002.
[5]DANG X-P. General frameworks for optimization of plastic injection molding process parameters [J]. Simulation Modelling Practice and Theory, 2014, 41(15-27).
[6]賈娟娟,徐孝昌.基于模具CAD/CAE技術的復雜面板注塑模具設計[J].塑料工業,2020,48(06):78-82.
[7]劉強,廖嘉華,梅端.基于正交試驗和BPNN-GA混合算法的注塑工藝參數優化[J].南開大學學報(自然科學版),2020,53(04):57-62.
[8]孫肖霞,張俊.基于CAE的汽車拉手外殼注塑工藝參數優化[J].塑料工業,2019,47(09):70-73,55.
[9]李培健,周雄輝,柳偉.基于Kriging模型的注塑工藝穩健優化[J].塑性工程學報,2019,26(05):105-111.
