薄壁鋁合金箱體釬焊夾具研究
2021-09-10 07:22:44張紅娟
內燃機與配件 2021年3期
張紅娟



摘要:本文對6061-T651鋁合金薄壁箱體真空釬焊時采用的夾具和裝夾方式進行了研究。通過對箱體結構、裝夾方式、焊接過程及焊接缺陷進行分析,發現釬焊夾具及裝夾方式是產生焊接缺陷的主要原因,進而對釬焊夾具及裝夾方式進行研究和改進。根據箱體結構特征重新設計加工U型夾和夾板,真空釬焊時采用整體裝夾和局部夾緊的雙裝夾方式使箱體真空釬焊一次合格率由10%提升到90%,驗證了合理改進釬焊夾具可以明顯提升焊接質量。
關鍵詞:鋁合金;真空釬焊;釬焊夾具
Abstract: In this paper,the fixture and clamping method used in vacuum brazing of 6061-T651 aluminum alloy thin wall box are studied. Through the analysis of box structure, clampingmethod,welding process and welding defects,it is found that brazing fixture and clamping mode are the main reasons for welding defects,and then the brazing fixture and clamping mode are studied and improve. According to the structural characteristics of the box, the U-clamp and splint were redesigned and processed. During vacuum brazing, the double clamping mode of integral clamping and local clamping was adopted.The first pass rate of vacuum brazing was increased form 10% to 90%. It is verified that the reasonable improvement of brazing fixture can significantly improve the welding quality.
Key words: aluminum alloy;vacuum brazing;brazing fixture
0? 引言
鋁合金密度小、導電、導熱性能好,在機載電子設備中得到廣泛應用。隨著時代的發展,對機載電子設備重量提出了更高的要求,為此機載電子設備中的鋁合金箱體向薄壁化、輕便型發展。薄壁鋁合金箱體自身強度不足,熱脹冷縮后箱體變形量大,為提升焊接質量,根據前期經驗分析,需要對焊接夾具和裝夾方式進行改進。本文通過對某薄壁鋁合金箱體結構及該箱體采用現有焊接夾具和裝夾方式進行真空釬焊產生的缺陷進行分析研究,對焊接夾具和裝夾方式進行改進,使薄壁鋁合金箱體真空釬焊焊接質量得到明顯提升。
1? 薄壁鋁合金箱體結構分析
某機載電子設備對機箱強度和輕便型要求高,為滿足強度和重量要求,組成箱體的各零件選用6061-T651鋁合金進行加工,零件結構多選用凹池和加強筋組合的特征以最大限度減輕箱體重量,零件加工完通過真空釬焊的方式組成箱體。箱體示意圖見圖1。
2? 裝夾方式和焊接過程分析
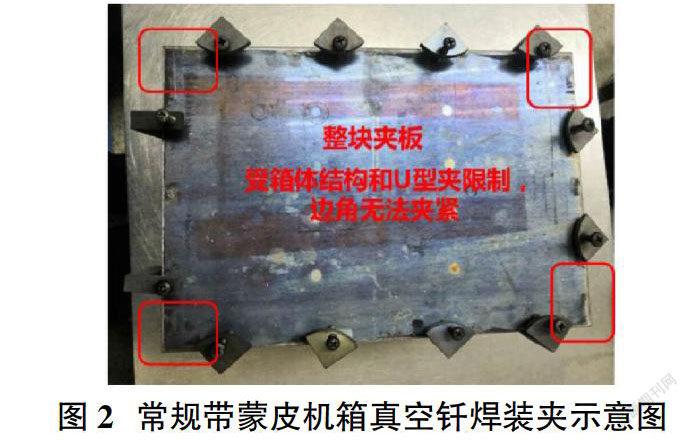
根據箱體結構特點和現有夾具,該薄壁鋁合金箱體采用常規帶蒙皮機箱焊接裝夾方式進行焊接,即用U型夾將一塊和箱體蒙皮同樣大的整體夾板與箱體蒙皮裝夾到一起,U型夾裝夾位置根據箱體結構特征進行選點,U型夾間隔位置7-9cm,裝夾方式示意圖見圖2。
該箱體材料為6061-T651鋁合金,按照真空釬焊工藝要求,真空釬焊前對箱體各零件進行清洗,清洗后零件表面為光亮的基材本色,并按照工藝要求在24h內完成裝夾釬焊;釬焊后按照工藝要求進行淬火、時效;該鋁合金真空釬焊工藝過程和參數經過大量實踐數據驗證,焊接過程和工藝參數合理,能滿足6061-T651鋁合金真空釬焊要求。同時,對同期焊接機箱焊接質量進行檢驗,同期焊接機箱焊接合格,質量穩定;表明該薄壁機箱焊接期間,焊接環境能滿足焊接要求。
3? 焊接缺陷特征分析
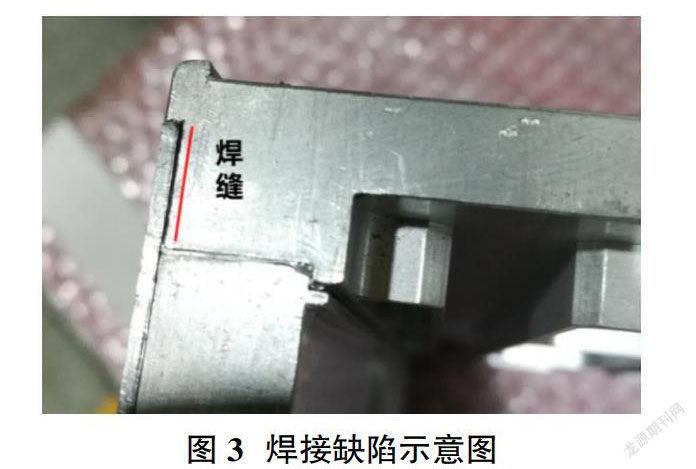
該薄壁鋁合金箱體經過真空釬焊后,箱體8個角上的焊接面,焊縫質量明顯較差。該類箱體按照工藝要求進行淬火、時效、校正后,用0.02mm塞尺對箱體焊接面焊縫進行檢測,主焊接面有0.02mm塞尺能塞進去的焊縫即為焊接不合格。檢驗發現箱體焊接缺陷主要集中在箱體的8個角上,焊接缺陷見圖3。
4? 焊接缺陷原因分析
該箱體選用的材料焊接工藝成熟穩定,焊接期間焊接環境滿足要求,箱體焊接缺陷部位集中,結合箱體結構特征和現有焊接夾具及裝夾方式綜合分析該箱體焊接缺陷產生的原因,認為該類箱體的釬焊工裝和裝夾方式是導致焊接缺陷的主要原因。
該箱體真空釬焊裝夾選用常規帶蒙皮機箱焊接裝夾方式進行裝夾,常規帶蒙皮機箱焊接裝夾方式采用整塊不銹鋼板配U型夾進行裝夾,該箱體內腔8個角上凸臺距箱體外邊緣9mm,根部存在R3的圓角,箱體特征見圖4;而舊U型夾螺紋孔與夾具外端面距離為8mm,舊U型夾見圖5;受箱體結構限制,現有U型夾上的螺釘無法剛好壓在箱體上將邊角處的蒙皮和箱體夾緊,導致薄板蒙皮與箱體焊接面8處邊角夾緊力不足,箱體8個角上的受力和箱體其余部位受力不均,在高溫下箱體各部位變形量不同,真空釬焊后焊接面出現虛焊或者焊縫。
5? 改進夾具及裝夾方式
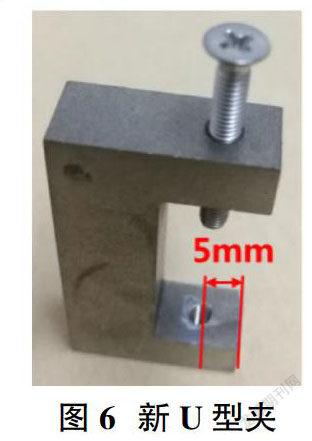
針對舊U型夾尺寸與箱體內腔凸臺尺寸不匹配問題,重新設計加工了U型夾,將螺紋孔距邊位置由8mm改為5mm,保證裝夾時U型夾上的螺釘能夾住箱體四角的蒙皮,新U型夾見圖6。
針對箱體8個角上為焊接薄弱部位,箱體蒙皮采用整體夾板裝夾,箱體各部位受力不均,箱體8個角上和蒙皮焊接后出現不同程度的焊縫或者虛焊,對該機箱的夾板進行了改進,采用在整體夾板的四個角沖切出缺口,將四個角的夾板與箱體整體夾板分開,帶四角缺口的新夾板見圖7。
對箱體的焊接夾具進行改進后,采用新夾板和新U型夾裝配箱體,箱體八個角用新U型夾配合小夾板進行裝夾,其余部位采用舊U型夾和帶缺口的夾板裝夾,形成整體裝夾與局部夾緊的雙夾緊方式,保證整體和局部均可靠夾緊,保證釬焊質量,新裝夾方式的改進部分見圖8。
6? 改進效果驗證
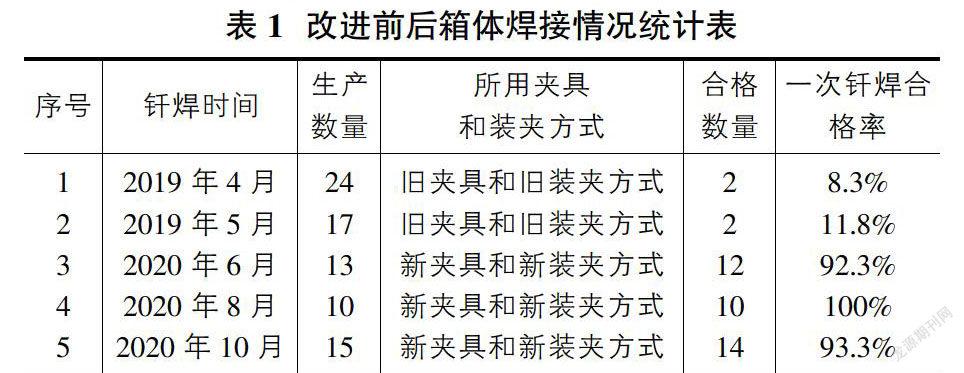
根據生產任務安排,改進前采用舊夾具和舊的裝夾方式,該薄壁箱體釬焊一次合格率僅為10%左右;采用新裝夾夾具和裝夾方式后,該箱體釬焊一次合格率達90%以上,具體生產數據見表1。從生產數據可知:改進后焊接質量得到明顯提升,改進措施經濟簡單,效果明顯。
7? 結論
①真空釬焊焊接夾板分割能有效改善焊接裝夾受力不均問題;②對帶蒙皮箱體采用整體裝夾和局部夾緊的雙夾緊方式可明顯提升焊接質量;③合理改進夾具及裝夾方式對提升真空釬焊焊接質量效果明顯。
參考文獻:
[1]GJB509B-2008,熱處理工藝質量控制[S].
[2]QJ 2845-1996,鋁及鋁合金硬釬焊工藝[S].
[3]QJ 2844-1996,鋁及鋁合金硬釬焊技術條件[S].
[4]張啟運,莊鴻壽.釬焊手冊[M].北京:機械工業出版社,2008.
[5]陳學永,馬力,黃勝利,等.鋁合金液冷機箱真空釬焊工藝及變形控制研究[J].航空精密制造技術,2019,55(3):49-52.
[6]梁冬冬,朱曉嬋,郭相峰.基于熱補償原理的Ti2AlNb+GH536真空釬焊夾具設計技術研究[J].航空動力,2018,2:30-31.
[7]許明珠,賀玉平,王志鵬,冉振旺.波導裂縫陣列天線真空釬焊間隙控制技術[J].航天制造技術,2015,4(2):68-70.
[8]楊志杰.減少釬焊缺陷的實例分析及對策[J].機械工程師,2016,12:196-197.
