勝坨油田套損井原因分析及治理措施分析
2021-09-10 01:56:56張興瑞
科學與生活 2021年10期
關鍵詞:分析
摘要:隨著勝坨油田步入開發后期,井筒狀況日益復雜,套損井呈現逐年上升趨勢。截至目前發現套損井2106口,占總井口數的42.01%,已接近半數。徹底廢棄井199口,因套管損壞廢棄井131口,占比65.83%。本文詳細分析了套損井類型、損壞原因及套損井治理現狀,對進一步做好套損井治理有一定的借鑒意義。
關鍵詞:勝坨油田;套損井;治理現狀;分析
1 套損井類型
造成套管損壞的原因多種多樣,套管損壞的形狀和種類也很多。按其損壞的程度和性質套損井主要表現為彎曲、縮徑、套漏和錯斷,其中多數套損井存在多處變形或多種套損形式共存。
1.1 封隔器驗漏
井下作業常用的驗漏方式有單封驗漏和雙封驗漏兩種。現場作業常用雙水力壓差式封隔器驗漏,主要由兩級K344封隔器和空心配水器等組成。按照如圖1所示工具連接順序將驗漏管柱下入預驗漏井段,從油管內正打壓,通過油管內液體壓力變化情況判斷該井斷是否存在漏失。若試壓穩定不降,證明該井段完好,若打不起壓力或壓力下降,證明該井段漏失。
1.2打鉛印驗證
打印方式有軟打鉛印和硬打鉛印兩種,鉛模是井下作業施工中常用的一種檢測工具,可以靠其鉛的永久變形清楚的印出井內套管內徑變化情況等。依靠鉛的硬度小,塑性好的特點,在鉆壓作用下與落魚或變形套管接觸,產生塑性變形,從而間接反映出套管情況。
1.3薄壁管驗證
薄壁管是檢測套管內徑尺寸的常用工具,利用其剛度檢測套管內徑的通過能力及變形情況。其操作方法是利用鋼絲繩或油管將套管通徑規連接下井管柱下入井內,通徑規應能順利通過,若遇阻則說明井下套管有問題。
1.4井徑測井驗證
井徑測井主要有X—Y井徑、8臂、10臂、30臂、40臂等多種類型,目前常用的為40臂測井,其測量原理即把套管內徑的變化通過機械傳遞轉變為電位差頻率信號輸出,可以直觀的反應井筒狀況。
2 套管損壞原因
2.1地質因素
采出、注入水礦化度高,水質差,結垢腐蝕嚴重。 勝坨油田斷層復雜(58條),斷層附近油水井易套損。地層壓降大,油層埋藏淺,膠結疏松等造成出砂加劇。出砂造成油層部位地層與套管外水泥環之間形成“空洞”, 上覆地層壓力作用在套管上,導致套管發生彎曲、變形、錯斷。注汽引起的交變熱應力引起套管損壞,在多輪次蒸汽吞吐采油過程中,套管承受高溫、高壓引起的交變熱應力負荷影響。注蒸汽時,高溫引起套管熱脹伸長,造成局部塑性變形;停注時套管收縮,引起塑性變形部位的結構損傷。
1.2工程因素
前期投產井水泥返高不夠,平均返高844米,自由段套管易損壞。作業頻次高,單井平均年作業1.05次,頻繁座封、打撈、解卡、磨銑等損傷套管嚴重。高排量電機電泵多,電纜擊穿頻繁,導致高流速沖刷腐蝕、損傷套管。管漏水井檢換不及時,環空注水導致套管腐蝕、損壞。
3 套損井治理措施
3.1輕微縮徑、變形套損井
銑錐磨銑。主要是針對套管輕微變形、在射孔段存在的射孔毛刺等影響工具下入的因素,可使用銑錐、銑棒通過加壓旋轉磨銑,磨銑時加壓不得超過30KN,對套管擴徑磨銑時應采取輕壓快轉的方法,直至通過設計磨銑井段;磨銑深度以上若有嚴重出砂層位,必須處理后再進行磨銑施工。梨型銑錐:外徑從104-215mm不同規格。適合修復由于結垢、縮徑等原因引起的套管內徑的減小。
機械整形。應用梨形脹管器與鉆桿組合的整形管柱對變形或錯斷部位套管進行沖擊或脹管整形修復。利用鉆具傳遞轉盤扭動力帶動偏心輥子整形器轉動,在一定鉆壓下,旋轉對變形部位的套管整形碾壓、擠脹,使變形部位的套管逐漸恢復到原徑向尺寸。旋轉碾壓法適用于套管變形井的整形復位。
爆炸整形。爆炸整形工藝技術是利用火藥燃爆瞬間產生的巨大能量,通過介質的傳遞,將化學能轉變為機械能來克服套管的變形應力和巖層的擠壓應力。爆炸沖擊波速度達每秒3500—7500m,作用壓力可達1.23×103—1.55×104MPa,大大超過套管及套管外巖石的本身動態屈服極限。它能對變形后井徑不小于70mm的套管進行整形,使其通徑恢復生產要求。
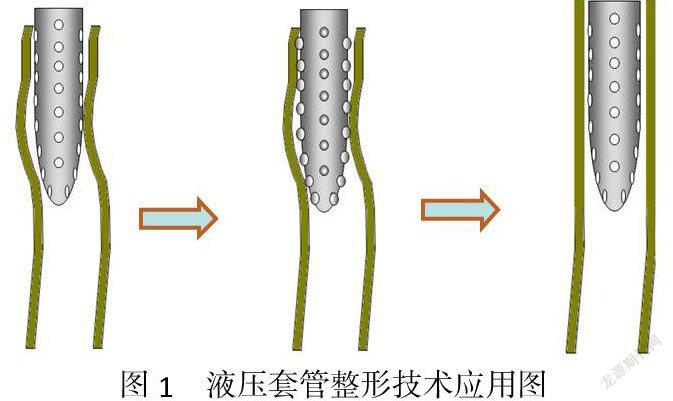
液壓整形。液壓套管整形技術,在地面用高壓泵車向管柱內加壓,地面液壓力經增壓液缸增壓后,作用在液壓變徑滾壓整形器上,通過變徑脹壓頭將軸向推力轉化成徑向擴張力,并向外擴張,推動滾珠對套管內壁進行滾壓,將套管內壁滾壓回圓形狀態,使變形套管達到塑性變形,套管擴徑。在完成1 次加壓膨脹后,地面泵卸壓,變徑脹頭收縮,滾珠收回,下放管柱,再重復上述過程,直到工具完全通過變形段為止(圖1)。
3.2套管破裂、套漏井
近年來創新攻關了貼堵工藝配套技術,將卡封層、套變段,結合油藏調整,實施簡化井筒,為后續作業生產奠定良好的井筒環境。在套管與油管環空空間下入貼堵管,將水泥漿注入套管與貼堵管環空空間,構筑水泥和貼堵管雙層封堵屏障,達到對卡封層、套損段的封堵。應用貼堵可避免層間干擾,實現目地層的單層改造,延長生產周期,簡化井筒,降低作業工序及失效風險。
3.3嚴重套損井
磨銑打通道技術是以鉆井液作為循環液,采用高效組合鉆具對套損井段進行磨銑打開通道,以防井下坍塌和套管開窗為主,為以后打撈落物、加固套管或補貼創造條件。?在成功打開小通道以后,為了能夠保證小套管能夠順利下到補貼位置,下入小套管以前首先采用復合型銑錐對小通道進行逐步擴徑,為小套管的順利下到補貼位置打下良好的基礎。
3.4熱采大修井工具側出套管井
選擇修窗銑錐修整窗口后下鉆頭加深鉆進至目的層再下小套管固井,可以在保留原井眼的前提下重新建立人工井底,可有效的對套損井進行修復,延長油水井使用壽命,提高單井最終采收率。
4 幾點認識
(1)在對套損點以上管柱進行試壓前,一定要對座封位置進行反復刮削,確保井筒與井壁的清潔,保證封隔器座封后的密封性。
(2)堅持用多臂井徑儀測井徑和鉛模打印相結合,了解清楚井下套管損壞或變形的具體情況,為采取合理高效的修套方法提供可靠的根據。
(3)打通道技術是下小套管固井及貼堵的前提,而施工中風險較高,彎曲變形井在磨銑過程中容易發生開窗事故,造成井下復雜情況甚至井的報廢,一定要考慮周全選擇合適的打通道方法,控制好循環液密度,鉆壓,轉速,排量等技術參數。
(4)下貼堵管,連接部位涂抹好密封脂,纏好密封膠帶,對管柱進行試壓,壓降需符合標準,防止管柱或工具某部泄壓,達不到液力推動膨脹頭上行脹套的目的。
(5)機械整形單次整形量小,整形效率低;容易發生二次事故。
作者簡介:張興瑞,男,1966年8月出生,高級工人技師,從事油田開發技術工作。
中國石化勝利油田分公司油氣井下作業中心勝采作業區 山東東營 257000
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
