分段退焊對角接接頭焊接殘余應力及變形的影響
2021-09-10 07:22:44鄧勇拓師俊輝周洋高林朋
電焊機 2021年4期
關鍵詞:變形
鄧勇拓 師俊輝 周洋 高林朋





摘要:基于熱-彈塑性有限元理論,以Abaqus軟件為平臺進行角接接頭焊后殘余應力及變形的分析,采用分段移動熱源模型并利用Fortran語言開發熱源子程序,分別采用直通焊和分段退焊兩種方式進行角接接頭焊接溫度場、殘余應力及變形的數值模擬分析。結果表明:橫向變形是角接接頭最主要的變形;角接接頭焊接在焊縫端口處的殘余應力為壓應力,而在中間部位的殘余應力為拉應力;分段退焊對橫向殘余應力的減弱作用較為明顯,可以有效降低焊接后的變形及其應力。
關鍵詞:角接接頭;分段退焊;溫度場;殘余應力;變形
中圖分類號:TG404 ? ? ?文獻標志碼:A ? ? ? ? 文章編號:1001-2003(2021)04-0072-05
DOI:10.7512/j.issn.1001-2303.2021.04.14
0 ? ?前言
金屬的強度會隨著溫度的變化而發生改變,在焊接過程中焊縫及焊縫附近區域的金屬會隨著溫度的升高發生變形,由于受到外側溫度較低區域金屬的阻礙會產生塑性變形,這正是造成焊件在冷卻后產生焊接殘余應力與變形的原因[1]。焊接后焊件內部應力分布不均以及產生的焊接變形會使焊接部位出現裂紋、斷裂等隱患,降低焊件的承載能力[2]。一般焊件有角變形的部位都有較大的應力集中,當受到外載荷作用時,這些部位會產生更大的應力集中和附加彎曲應力,嚴重時甚至會導致接頭的低應力脆性斷裂,造成整個結構的破壞。
在實際生產中,對殘余應力和變形的預測分析和控制是至關重要的,尤其是在結構受載較大處,需要較為準確的焊后變形預測結果[3-4]。角接接頭在箱體結構等焊接結構中應用較多,針對箱體結構的焊接殘余應力分析對于提高其結構可靠性、制造精度和使用壽命具有重要意義[5]。長期以來,國內外許多研究學者在焊接變形的數值模擬與變形控制方面做了大量研究,劉國寧等對T形接頭不同焊接順序的焊接溫度場及應力場進行了研究[6],王江超等利用有限元軟件分析了大厚板對接接頭的焊接殘余應力分布情況[7]。從目前的研究成果來看,分段退焊可以減小焊后殘余應力與變形[8],但其研究主要集中在對接接頭和T形接頭這兩種典型模型,關于分段退焊對角接接頭的焊接殘余應力與變形的影響研究較少。文中使用Abaqus軟件平臺并編寫Fortran子程序,采用分段移動熱源模型和單元生死法,對角接接頭的焊接進行了有限元模擬,研究了角接接頭的構件在焊接時分段退焊對焊接溫度場、應力場的影響,對生產中以角接接頭為主的構件焊接具有一定的指導意義。
1 模型的建立及參數設置
1.1 有限元模型
利用Creo軟件建立三維幾何模型,尺寸如圖1所示,板厚均為16 mm,焊接坡口角度為40°。文中模型的焊縫深度較深,因此采用多層多道焊接方式,焊縫共四層,在構建模型時每層焊縫的橫截面積保持基本相同,焊縫結構模型如圖2所示。利用Hypermesh軟件進行幾何模型的網格劃分,在焊縫及其周圍區域網格劃分較為精細,尺寸較小。通過使用合理的網格過渡方式,在距離焊縫較遠的區域網格尺寸較大,在保證計算精度的同時可以有效提高計算效率。模型網格劃分完成后共有32 560個單元,38 485個節點。
1.2 焊接熱源模型
文中采用分段移動熱源模型可以有效降低熱-彈塑性有限元法的計算規模,在保證計算精度的同時大幅減少計算時間[9]。對分段移動熱源來說,焊縫區域的段狀材料同時進行能量輸入,但不同時刻的能量輸入與瞬時熱源的縱向分布有關[10]。由于分段熱源與瞬時熱源能量輸入一致,因此分段移動熱源與瞬時移動熱源在總加熱時間內輸入的能量相等[11]。分段熱源模型的定義式為:
式中 qsm為加熱斑點中心最大熱流密度;Qm為有效熱輸入功率;a為熱源模型寬度;b為熱源模型長度。
在溫度場分析計算中,直通焊沿著Z軸正方向依次進行焊接,分段退焊整體焊接方向與直通焊相同,將每一層的焊縫均分為4個大段逐次進行分段退焊。
1.3 材料性能參數
本研究中焊件整體材料為304不銹鋼,其熔點為1 399~1 455 ℃。圖3為國內學者對304不銹鋼進行的熔化實驗所得到的試樣某一固定點在焊接過程中的溫度變化曲線[12]。由圖3可知,試樣在熱源經過時溫度快速升高到達峰值,熱源離開后溫度逐漸下降。國內學者對304鋼板在620~750 ℃溫度下進行的高溫拉伸試驗所得到的數據見表1[13]。由表1可知,在高溫條件下304不銹鋼的強度和塑性均有明顯降低,在620~750 ℃其斷后伸長率呈現出先降后升的特點。
2 溫度場分析
采用熱-彈塑性有限元法進行分析,先進行溫度場的分析,然后將溫度場計算結果的工程文件以熱載荷的形式加載到應力場的計算中,進行焊接應力場的分析計算。焊接速度設置為6 mm/s,每一分析步的時間通過段狀熱源加熱時間公式(2)可得,冷卻時間設置為1 200 s。
式中 a為焊縫寬度; vm為焊接速度。
為了更好地模擬實際焊接過程,在仿真計算時采用單元生死技術,使焊接數值模擬計算結果更加精確[14]。在焊接分析計算開始前將所有焊縫單元“ 殺死 ”,即利用Python編輯腳本程序在初始分析步時移除焊縫部分的所有單元,在焊接過程中再利用程序代碼依次“ 激活 ”相應的焊縫區域單元,相當于模擬實現焊縫的逐步填充過程。在Abaqus中通過調入Fortran編寫的子程序,將分段移動熱源模型作用于每一個分析步中激活的焊縫單元,實現焊接分析計算過程中熱源的加載。
直通焊和分段退焊在溫度場的溫度分布云圖如圖4所示,圖中均為第二層焊縫某段的溫度分布情況,任選某分析步的結果作為說明。可以看出,焊縫區域網格單元隨著焊接過程進行逐步填充,單元生死技術成功地實現了焊接時焊材逐步填絲的過程。在焊接過程中,最高溫度一直處于熔池處,中心熱源的熱量逐步向母材四周擴散,并隨著時間逐步降低。隨著熱源的移動,直通焊的等溫線逐步連成一個區域并趨于穩定。但在分段退焊的情況中,由于上一段退焊的余熱并未完全消散,在焊接到分段的端點時溫度消散區域與直通焊不同,會形成兩個不連續的類似于“ 8 ”字形的等溫線分布。
3 應力場分析
在進行應力分析時,將溫度場計算結果以熱載荷的形式作為初始條件加載到應力場的計算中,從而得到應力場的計算結果。直通焊和分段退焊的殘余應力沿x軸方向等效分布如圖5所示。由圖5可知,兩種焊接方法的焊縫兩端均存在有一定的壓應力。直通焊的整條焊縫區域都有較大且較為連續的應力分布,分段退焊由于焊接順序發生改變中間應力分布會出現峰值。分段退焊的應力峰值與直通焊相比明顯提高,但是整個母材區域殘余應力的均值有所下降,高應力區域較少。
三種不同方向應力分布曲線如圖6所示。圖6a為橫向殘余應力分布曲線,直通焊在焊縫兩端處的橫向殘余應力為壓應力,焊縫中部基本保持在100 MPa左右。分段退焊在焊縫兩端處的橫向殘余應力明顯減弱,但在焊縫中間部位呈現出較大波動。圖6b為縱向殘余應力分布曲線,與橫向應力分布情況類似,分段退焊與直通焊相比在焊縫中間部位會出現波動。由圖6a、6b可知,分段退焊對橫向殘余應力的減弱作用較為明顯。此外,在焊縫兩端為壓應力,但幅值相對較小,而焊縫中部的殘余應力為拉應力。圖6c為沿厚度方向的殘余應力分布情況,兩種焊接方式沿厚度方向的殘余應力變化均不大,但由于焊接順序的不同,直通焊和分段退的焊縫兩端分別存在大小不同的殘余壓應力。
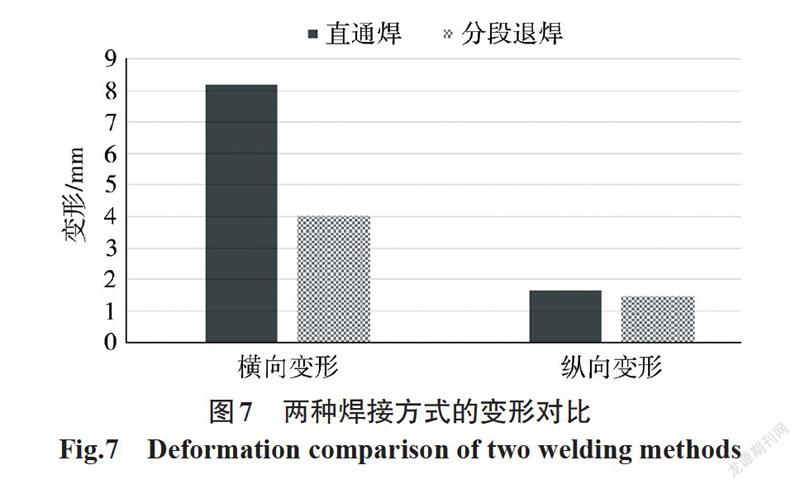
角接接頭焊后變形主要是橫向變形,主要表現為焊件沿焊縫方向兩端變形幅度較大,中間則較小。兩種焊接方式的變形對比如圖7所示,分段退焊在橫向變形上與直通焊相比有明顯減小,直通焊橫向最大變形為8.18 mm,分段退焊為4.04 mm,而在縱向變形的影響上變化不大。因此,分段退焊對于減小焊接變形有明顯的作用。
4 結論
(1)直通焊在焊接過程中等溫線逐步連成一個呈錐形分布的區域。分段退焊在低溫區域的等溫線會形成兩個不連續的類似于“ 8 ”字形分布。
(2)不同焊接順序的角接接頭焊縫兩個端口處的殘余應力均主要為壓應力,而在焊縫中部的殘余應力為拉應力。橫向變形是角接接頭焊接最主要的變形,其縱向變形較小。
(3)分段退焊在焊縫兩端處的橫向殘余應力有明顯減弱,可以有效降低焊接后的應力及變形,有利于提高焊件結構的使用壽命和精度。
參考文獻:
俞寬銑.鍋爐壓力容器焊工培訓教材[M].北京:北京科學技術出版社,1992.
宋娓娓,汪建利,汪洪峰.薄板焊接變形分析[J].熱加工工藝,2013,42(15):164-166,169.
朱學敏,王宗彥,吳淑芳,等.薄板焊接殘余應力和變形的數值模擬[J].熱加工工藝,2012,41(21):159-161.
M R Nezamdost,M R Nekouie Esfahani,S H Hashemi,
收稿日期:2020-09-15;修改日期:2020-12-09
作者簡介:鄧勇拓(1995—),男,在讀碩士,主要從事焊接數值模擬的研究。E-mail:429135036@qq.com。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
