關于半月鉆鉆孔的研究與應用
2021-09-10 07:38:25李福彬
內燃機與配件 2021年6期
李福彬

摘要:連接器中的接觸件插孔插針零件,一般都有對接端和壓接端孔。這類零件在加工時,不能一次成型。為了保證對接端的精度,車削成形落料時,須先從對接端開始車削加工,而壓接端的孔則需要調頭鉆孔。接觸件零件的孔徑大部分在Φ2以內,目前,行業(yè)內大都采用麻花鉆鉆孔。麻花鉆由于容屑槽小,排屑易和孔壁摩擦,造成孔壁起皮或嚴重的刀痕。本文通過對半月鉆的研究,改進半月鉆的鉆尖結構,解決了接觸件壓接端孔壁起皮和嚴重刀痕的問題。
關鍵詞:連接器;接觸件;鉆孔;麻花鉆;半月鉆
中圖分類號:[TD41]? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)06-0083-02
0? 引言
隨著科技的發(fā)展和市場對連接器需求的增加,接觸件插孔插針等零件的需求也跟著成倍增長。然而,隨著越來越多的同行企業(yè)加入市場份額的爭奪,接觸件零件的質量標準要求越來越高。想要在激烈的市場競爭中保持競爭力,守住和擴大市場份額,必須通過創(chuàng)新,實現(xiàn)降本增效。目前,我公司加工的接觸件月均產量在400萬件左右,為了提高零件的加工效率,調頭鉆孔采用的是非標自動化機床加工,刀具使用的是普通麻花鉆。然而,非標機床由于精度較標準機床差,且麻花鉆鉆孔存在諸多缺點,鉆孔后孔壁易出現(xiàn)刀痕或起皮等質量問題,嚴重制約了我公司的生產發(fā)展。因此,對半月鉆鉆孔的研究應用,對我公司的發(fā)展有著重要的意義。
1? 零件加工概況
1.1 零件結構分析
在接觸件零件中,常見的是插孔和插針,零件結構示意圖如圖1所示。對插孔來說,零件兩端都存在孔,分別是對接孔和壓接孔。對接孔是實現(xiàn)連接器功能的關鍵部位,精度要求較高。一般來說,在車削成形時,優(yōu)先保證的是對接端的精度,因此,另一端的壓接孔需要單獨的設備調頭加工。而我公司目前則使用的是非標自動化尾孔機鉆孔。對插針來說,SR端是零件的對接端,SR針體和插孔的對接端相互配合,實現(xiàn)連接功能。因此SR端的精度要求也比較高,加工時優(yōu)先保證SR端,壓接端的孔需要調頭鉆孔。因此,從零件結構來說,不管是插孔還是插針,都需要調頭鉆孔。
1.2 現(xiàn)狀描述
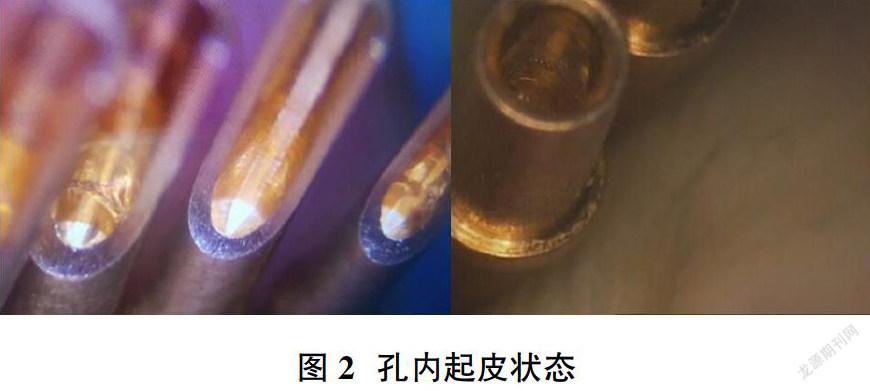
目前我公司加工的接觸件零件中,涉及到非標機床鉆尾孔的零件月均在30款以上,各零件孔徑大小和深淺不一,加工難度不一樣。對于孔深和孔徑較大的零件,由于調頭鉆孔涉及到二次裝夾,零件中心不易對齊,鉆孔使用麻花鉆加工存在工藝難點。主要表現(xiàn)為:麻花鉆鉆到孔底時,因中心不穩(wěn),且刀刃是螺旋狀的,排屑排出時很容易和麻花鉆相擠壓,孔壁容易被銅屑擠出刀痕或起皮,并且加速麻花鉆的磨損。因而這一類孔加工難度大,質量差,且麻花鉆使用壽命短,1根麻花鉆只能加工1000只零件。影響了零部件的生產進度和產品質量。如圖2所示為孔壁起皮的現(xiàn)象。
1.3 原因分析
在出現(xiàn)過的孔內起皮案例中,不合格零件都存在一個共同點,就是孔深,或是孔徑大。我公司出現(xiàn)過質量問題的零件中,孔徑孔深分別是Φ2.6*5.5L、Φ0.9*5L、Φ1.2*4.2L,表現(xiàn)都為孔徑大或是孔深。經過調查,這些零件都是非標設備鉆孔,而相同的零件在儀表車上加工則不會有起皮的現(xiàn)象,而儀表車使用的是自制半圓鉆。
因此,我們分析零件出現(xiàn)孔壁起皮的原因是兩方面引起。一是非標設備精度相對較差,二是麻花鉆排屑不暢引起。因為越是孔徑大的零件,排屑越大,而孔越深,排屑越不容易排出來,加上非標機床的跳動精度差,個別零件的排屑在孔內和麻花鉆的后刀面在孔壁上相互擠壓,從而造成孔壁上有積屑餾甚至起皮的現(xiàn)象。而排屑不暢,在孔內擠壓,又造成了麻花鉆的磨損,導致麻花鉆壽命低,孔壁上出現(xiàn)刀痕。最終造成了不合格零件的產生。
2? 半月鉆研究
2.1 半月鉆簡介
半月鉆和扁鉆最明顯的不同是半月鉆的刀體位于刀體的一側,從外徑整體的中心磨了一半,所以半月鉆也叫半邊鉆、半圓鉆。半月鉆只有一條切削刃,由于半圓鉆只有一個半圓的大小,刀刃呈現(xiàn)直線型,在鉆孔時,孔徑有一半可以容屑,銅屑不會和孔壁及刀刃摩擦。因此排屑效果比麻花鉆好,避免了因排屑不暢導致的銅屑在孔壁出現(xiàn)擠壓的情況,被廣泛應用在銅、鋁等合金的鉆孔加工。
2.2 半月鉆結構分析
2.2.1 常規(guī)半月鉆
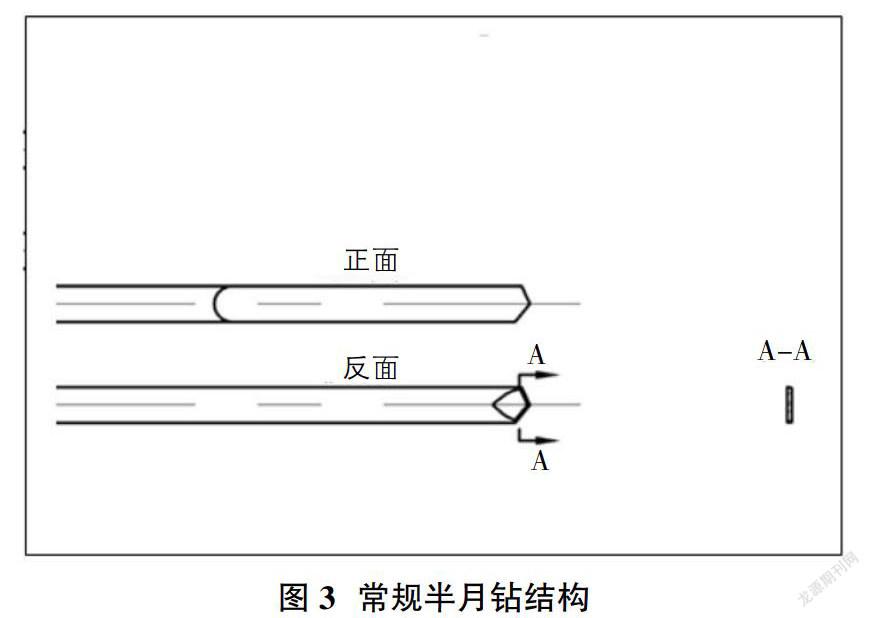
常規(guī)的半圓鉆可以通過操作者簡單的刃磨,即用合金圓棒在砂輪上刃磨,每個人的經驗和手法不一樣,磨刀質量也不一樣。刀具結構如圖3所示。
從刀具結構中可以看出,常規(guī)的半圓鉆是直柄型的,即孔徑有多大,就只能需要多大的合金圓棒加工。其次,在鉆尖處,半圓鉆類似麻花鉆一樣,有切削橫刃,且有兩個斜面,并且后刀面磨了排屑的缺口。經過驗證該種結構的半圓鉆用在非標機床上,存在以下不足。
①常規(guī)半圓鉆是直柄型的,但非標的刀具夾頭只有1種規(guī)格,因此用在非標上還需加裝套筒,才能實現(xiàn)刀具的裝夾。加裝套筒后,刀具中心不能保證,導致孔偏。②由于常規(guī)半圓鉆不能磨成圓錐形的刀尖,只能增加兩個后刀面,存在切削橫刃,橫刃的存在增大了切削阻力,因此半月鉆在非標機上容易因為機床徑向跳動大,切削阻力大而使鉆頭折斷,因此不能實現(xiàn)在非標機床上加工。
2.2.2 圓錐刀尖型半月鉆
針對常規(guī)半圓鉆不能在非標機床上加工的特點,對半圓鉆進行了改進。首先將直柄型的改成和非標機夾頭規(guī)格一致的。改成和非標機夾頭一致后,半圓鉆可以直接安裝在非標機床上的刀具夾頭上,增加了刀具的中心度,使零件同軸度更高。其次,改善零件的鉆尖部分,取消橫刃,鉆尖處改成圓錐形。該結構的改善,可以減小零件加工時的軸向切削力,提高半圓鉆的剛性,保證鉆頭不易折斷。改進后的零件結構如圖4所示。
2.3 半月鉆應用效果
圓錐刀尖型半月鉆容屑槽寬,排屑效果好于麻花鉆。且刀柄和刀尖的改善,解決了在非標機床上加工不穩(wěn)定、精度差差的問題。如圖5所示為一款插孔零件用圓錐尖型半月鉆加工的孔內狀態(tài)。該零件孔徑Φ0.7,孔深7mm,屬于難加工零件,用麻花鉆加工無法加工。從加工的零件來看,質量穩(wěn)定,孔壁光滑,沒有刀痕和起皮的現(xiàn)象發(fā)生。在鉆頭不斷的情況下,一只半圓鉆可以加工1萬以上的產品。
3? 結論
本文通過對半月鉆的結構分析和研究,改進了常規(guī)半月鉆的結構,使其替代了麻花鉆鉆孔加工,解決了我公司加工接觸件深孔、大孔零件加工難的問題。改進后的圓錐形半月鉆有三個優(yōu)點:一是半月鉆容屑槽寬,相比于麻花鉆,排屑不會和后刀面擠壓導致孔內起皮或產生刀痕;二是半月鉆改成統(tǒng)一的柄徑后,實現(xiàn)了非標機床的裝夾,提高了刀具和主軸的中心對中度;三是對半月鉆刀尖的改善,改善后的圓錐形取消了橫刃,減小了鉆孔時的軸向阻力,減小了零件的跳動,提高了零件的加工質量。改善后的半圓鉆適用于銅合金小型接觸件的加工,目前我公司已廣泛應用。
參考文獻:
[1]袁哲俊,劉獻禮.金屬切削刀具設計手冊(第二版)[M].北京:機械工業(yè)出版社,2018.
[2]張策主編.機械原理與機械設計[M].北京:機械工業(yè)出版社,2004.