匕首刀超聲切削Nomex蜂窩芯復(fù)合材料切削力預(yù)測(cè)模型構(gòu)建
2021-09-09 02:37:50袁信滿曹文軍王貴鑫唐正明
制造技術(shù)與機(jī)床 2021年9期
關(guān)鍵詞:實(shí)驗(yàn)模型
袁信滿 曹文軍 張 桂 王貴鑫 周 進(jìn) 唐正明
(①成都飛機(jī)工業(yè)(集團(tuán))有限責(zé)任公司,四川 成都610092; ②西南石油大學(xué)機(jī)電工程學(xué)院,四川 成都610500)
相較于傳統(tǒng)材料,Nomex蜂窩芯復(fù)合材料以其質(zhì)輕、密度小以及剛性大等優(yōu)秀的物理性能,成為船舶、航空和航天等領(lǐng)域不可或缺的高性價(jià)比材料[1-2]。傳統(tǒng)切削加工中,蜂窩芯復(fù)合材料的多孔薄壁結(jié)構(gòu)和特殊的各向異性力學(xué)性能使其在加工過(guò)程中出現(xiàn)諸多缺陷,存在蜂窩孔格變形、纖維拔出和刀具急劇磨損等問(wèn)題,嚴(yán)重影響了產(chǎn)品構(gòu)件的使用性能,可加工性差成為限制其應(yīng)用的關(guān)鍵因素。
近年來(lái),以“切割”為核心的超聲切削加工技術(shù)被用于蜂窩芯復(fù)合材料的加工中,通過(guò)在刀具上施加超聲振動(dòng),形成與傳統(tǒng)切削不同的高頻碰撞使刀具更有效的打開(kāi)材料分子結(jié)構(gòu)[3-4],以實(shí)現(xiàn)切削力小、精度高及無(wú)污染的加工形式,克服了傳統(tǒng)切削中存在的諸多問(wèn)題。
切削力是評(píng)價(jià)產(chǎn)品二次加工過(guò)程的重要指標(biāo),國(guó)內(nèi)外學(xué)者對(duì)Nomex蜂窩芯切削過(guò)程中的切削力進(jìn)行了大量的研究。Levent Aktaya[5-6]等人從微觀力學(xué)的角度出發(fā),針對(duì)蜂窩芯復(fù)合材料橫向剛度低的特點(diǎn),建立了其橫向擠壓仿真模型,為后續(xù)的蜂窩芯復(fù)合材料的力學(xué)研究奠定了基礎(chǔ)。徐龍[7]等通過(guò)分析蜂窩芯切削過(guò)程中的壓潰過(guò)程及破壞機(jī)理,針對(duì)性地提出非常規(guī)的逆向加工薄壁蜂窩型面的方法,能有效地改善傳統(tǒng)方法中蜂窩薄邊易脫膠的問(wèn)題。Karakos A[8]等人通過(guò)實(shí)驗(yàn)測(cè)得了蜂窩芯材料拉的應(yīng)力應(yīng)變關(guān)系,為蜂窩芯復(fù)合材料的切削模型建立奠定了理論基礎(chǔ)。張生芳[9]通過(guò)建立圓盤(pán)刀超聲切削蜂窩芯的有限元模型,分析刀具切削參數(shù)對(duì)切削溫度的影響,當(dāng)?shù)毒吆蠼窃黾訒r(shí),刀具受到的摩擦阻力減小,切削溫度降低,產(chǎn)品表面質(zhì)量提高。方亮[10]針對(duì)圓盤(pán)刀的刀具結(jié)構(gòu),通過(guò)建立銑削蜂窩芯的應(yīng)力場(chǎng)數(shù)學(xué)模型,研究刀具在切削力作用下的變形情況與應(yīng)力分布規(guī)律,完成了圓盤(pán)刀的結(jié)構(gòu)優(yōu)化設(shè)計(jì),在這種圓盤(pán)刀的蜂窩芯超聲銑削中,加工后的蜂窩材料表面光滑無(wú)毛刺。
馬付建[11]將蜂窩芯的傳統(tǒng)切削與超聲切削對(duì)比,超聲加工有突出的加工優(yōu)勢(shì),能極大的降低切削力。黃秀秀[12]針對(duì)直刃刀具分析蜂窩芯材料超聲振動(dòng)切削時(shí)的運(yùn)動(dòng)特性,結(jié)合遺傳算法的優(yōu)化設(shè)計(jì),獲得了極佳的切削加工參數(shù),提出合理的刀具擺角、刀具前傾角能有效降低切割力的影響,極大地提高產(chǎn)品質(zhì)量。王毅丹[13-14]在此基礎(chǔ)上從脆性力學(xué)的角度出發(fā),分析蜂窩芯與刀具的相對(duì)運(yùn)動(dòng)關(guān)系,得出材料在不同振幅情況下,破壞呈連續(xù)和斷續(xù)2種形式,并以實(shí)驗(yàn)證明降低進(jìn)給方向的刀具振幅能有效降低切削力。Ahmad S[15]等通過(guò)一系列單因素和四因素四水平正交試驗(yàn),研究了超聲波圓鋸片(UCSB)和超聲波圓刀(UCK)刀具的加工參數(shù)對(duì)旋轉(zhuǎn)超聲加工(RUM)切削力和表面質(zhì)量的影響。袁信滿[16]針對(duì)真空吸附夾持的蜂窩芯材料,建立匕首刀切削力理論模型,通過(guò)仿真與實(shí)驗(yàn)對(duì)比分析驗(yàn)證了模型的有效性,利用遺傳算法對(duì)切削參數(shù)進(jìn)行優(yōu)化,改善了加工質(zhì)量。Jiang J[17]等提出了一個(gè)切削力模型預(yù)測(cè)不同刀具入口角度下的銑削力,對(duì)蜂窩壁的加工進(jìn)行有限元模擬,揭示撕裂缺陷的形成機(jī)理。
目前關(guān)于Nomex蜂窩芯切削的研究大多集中于加工參數(shù)對(duì)加工質(zhì)量的影響和刀具結(jié)構(gòu)的優(yōu)化上,加工參數(shù)對(duì)切削力影響規(guī)律方面的研究甚少,缺少切削力預(yù)測(cè)模型。為進(jìn)一步改善蜂窩芯復(fù)合材料加工質(zhì)量,本文以不同切削深度、進(jìn)給速度、刀具前傾角和刀具側(cè)傾角設(shè)計(jì)匕首刀蜂窩芯超聲切削加工實(shí)驗(yàn),以考察不同切削參數(shù)對(duì)切削力的影響規(guī)律,從而建立切削力預(yù)測(cè)模型。
1 匕首刀超聲切削蜂窩芯試驗(yàn)特征及分析
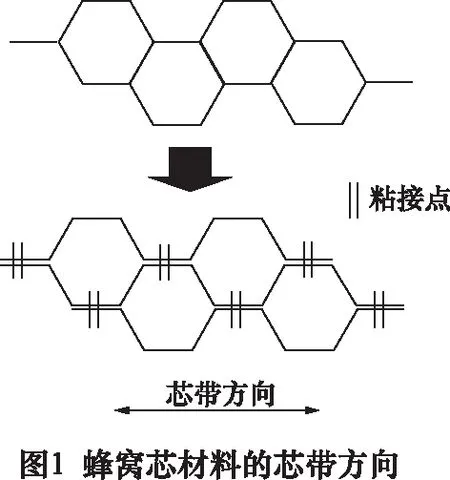
匕首刀超聲振動(dòng)切削蜂窩芯零件的過(guò)程中,匕首刀相對(duì)于零件的運(yùn)動(dòng)由兩個(gè)分運(yùn)動(dòng)組成:一個(gè)是刀具沿其切削軌跡的進(jìn)給運(yùn)動(dòng),一個(gè)是刀具沿其軸向的超聲振動(dòng)[15]。切削力作為反映切削基本特征的重要參數(shù),往往與切削深度ap、進(jìn)給速度vf、刀具前傾角α及刀具側(cè)傾角β存在一定非線性關(guān)系。并且在大量的實(shí)驗(yàn)基礎(chǔ)上發(fā)現(xiàn),切削方向與芯格方向的一致性也在一定程度上影響匕首刀切削力。蜂窩芯復(fù)合材料的成型過(guò)程中存在如圖1所示的兩種粘接方式,當(dāng)切削方向與芯帶方向不一致時(shí),切削力也會(huì)不同,原因在于蜂窩芯復(fù)合材料制造過(guò)程中的粘接方式會(huì)在一定程度上影響切削力。
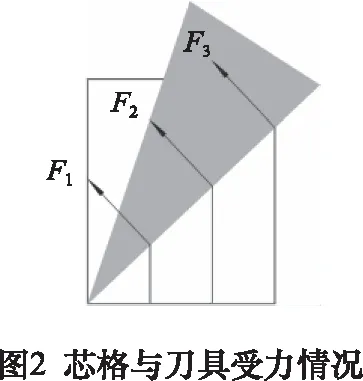
蜂窩芯為非均質(zhì)(連續(xù))材料,僅當(dāng)?shù)毒咔邢鞯叫靖癖跁r(shí)才產(chǎn)生切削力,連續(xù)采集切削力時(shí),以前傾方式切削的匕首刀會(huì)同時(shí)與多個(gè)蜂窩芯芯格產(chǎn)生接觸,某一時(shí)刻采集到的切削力為各芯格所受切削力的合力。
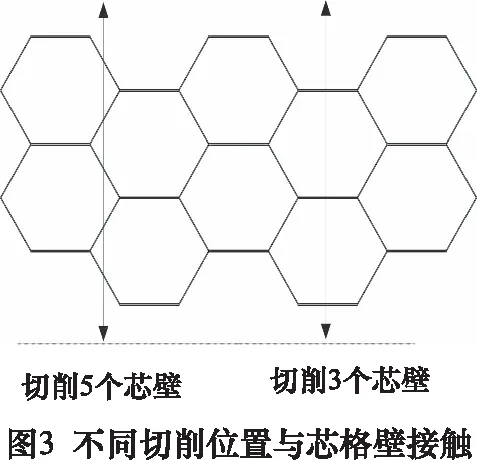
因此,刀具切削時(shí)同時(shí)接觸的芯格壁個(gè)數(shù)會(huì)影響平均切削力的大小。如圖3所示,在不同的切削位置下,單位距離內(nèi)的芯格壁數(shù)量不同,導(dǎo)致切削過(guò)程中匕首刀與芯格壁接觸數(shù)量不同。因此在實(shí)驗(yàn)過(guò)程中,需考慮切削位置對(duì)切削力的影響。
2 實(shí)驗(yàn)方案
2.1 實(shí)驗(yàn)設(shè)計(jì)
實(shí)驗(yàn)采用中心復(fù)合響應(yīng)曲面法,以切削深度ap、進(jìn)給速度vf、刀具前傾角α,刀具側(cè)傾角β為自變量,x向、y向、z向的切削力為響應(yīng)值。中心復(fù)合設(shè)計(jì)及響應(yīng)曲面參數(shù)如表1~2所示。
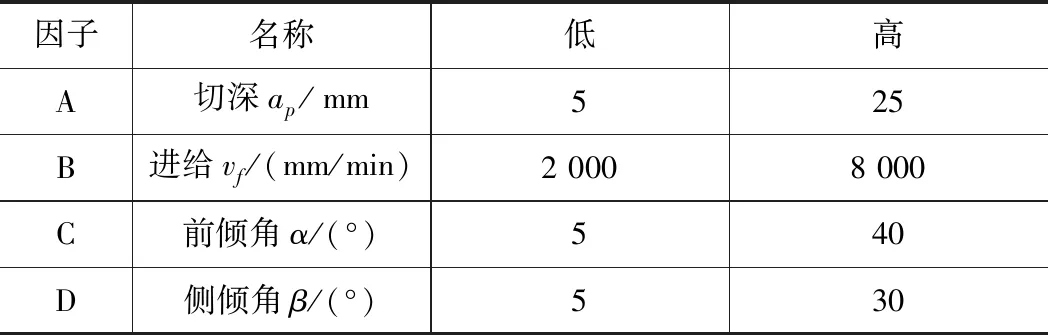
表1 響應(yīng)曲面水平設(shè)計(jì)
2.2 實(shí)驗(yàn)裝置與條件
匕首刀超聲切削蜂窩芯實(shí)驗(yàn)在RMT-50機(jī)床上進(jìn)行,超聲振動(dòng)頻率為20 kHz,無(wú)冷卻液切削,實(shí)驗(yàn)材料為某無(wú)人機(jī)所用蜂窩芯復(fù)合材料,相關(guān)信息見(jiàn)表3。

表3 蜂窩芯試驗(yàn)件材料信息
實(shí)驗(yàn)所用刀具為雙刃匕首刀具,刀具結(jié)構(gòu)信息見(jiàn)圖4。
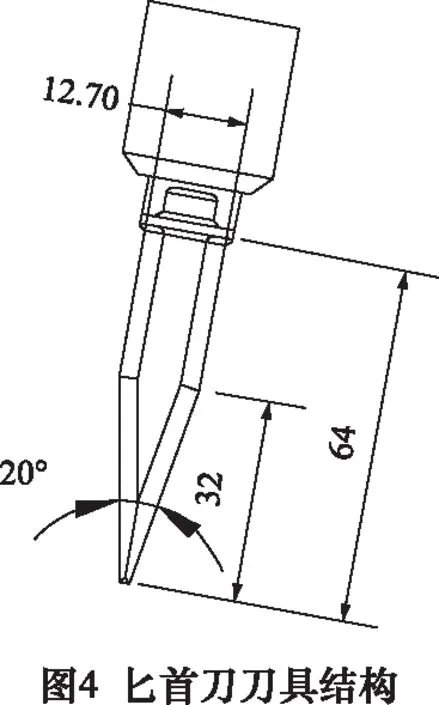
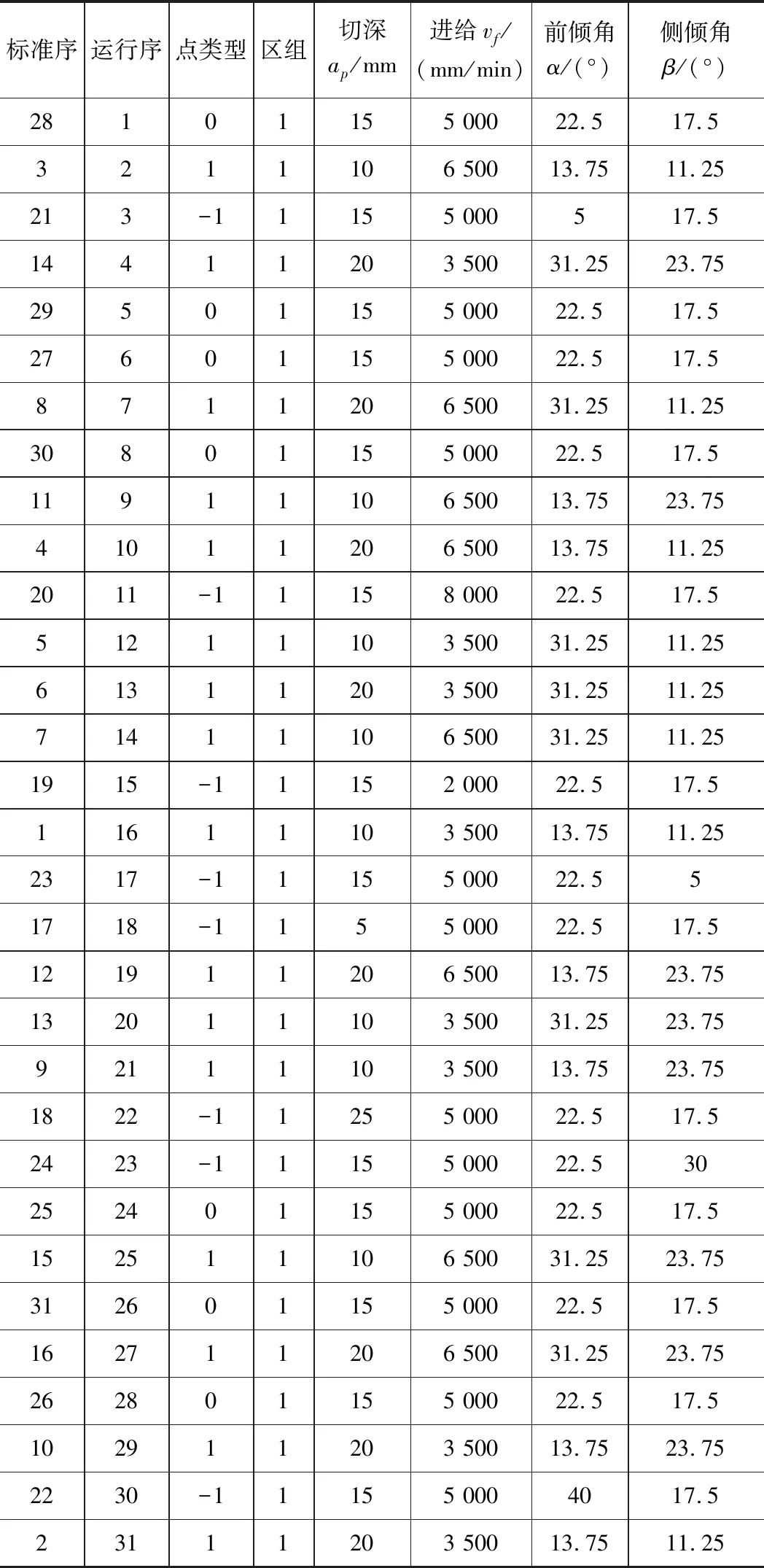
表2 響應(yīng)曲面實(shí)驗(yàn)參數(shù)設(shè)計(jì)表
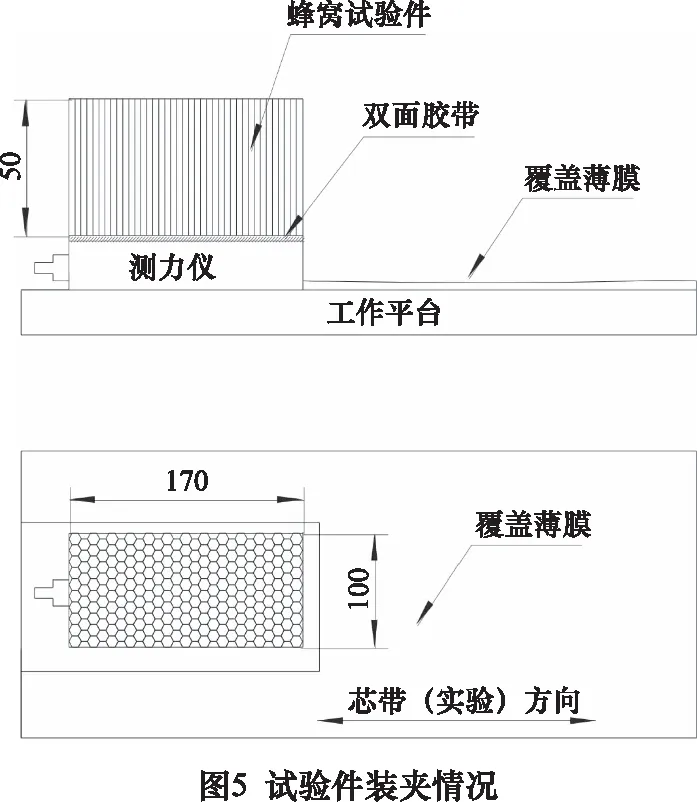
將KISLTER測(cè)力儀吸附于機(jī)床真空平臺(tái)上,用雙面膠帶將蜂窩芯試驗(yàn)件粘貼于測(cè)力儀平臺(tái)上。實(shí)驗(yàn)前,為保證切削力準(zhǔn)確性,將實(shí)驗(yàn)件修面至50 mm的理論高度,再進(jìn)行實(shí)驗(yàn),試驗(yàn)件裝夾如圖5所示。
2.3 實(shí)驗(yàn)方法
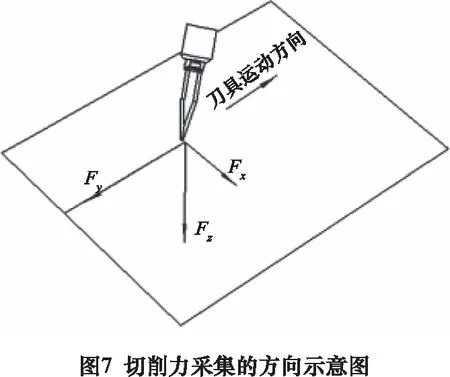
每組實(shí)驗(yàn)從左至右(圖6所示)進(jìn)行一次切削,且均沿芯帶方向進(jìn)行,以此規(guī)避不同切削位置對(duì)切削力的影響。每塊試驗(yàn)件進(jìn)行7組實(shí)驗(yàn),實(shí)驗(yàn)主要考察切削深度ap、進(jìn)給速度vf、刀具前傾角α,刀具側(cè)傾角β四因子對(duì)匕首刀切削力Fx、Fy和Fz的影響。切削力的方向定義如圖7所示。每個(gè)試驗(yàn)件采集一份切削力數(shù)據(jù)。
3 切削參數(shù)對(duì)三向切削力影響規(guī)律分析
3.1 切削力的濾波處理
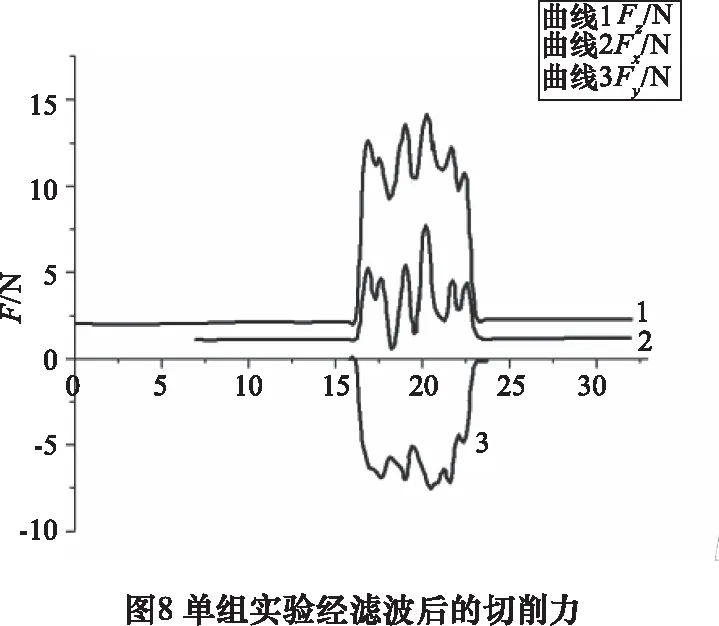
匕首刀在加工過(guò)程中,附加了20 kHz的高頻振動(dòng),為了消除此影響并排除實(shí)驗(yàn)過(guò)程中的其余噪聲干擾,需對(duì)采集的切削力數(shù)據(jù)進(jìn)行濾波。考慮到單組實(shí)驗(yàn)中,切割芯格壁時(shí),將引起沖擊,此時(shí)將引起切削力振動(dòng),為保留此沖擊振動(dòng)信息,濾波頻率由下式確定:

(1)
式中:l為單組實(shí)驗(yàn)的切削長(zhǎng)度,mm;score為芯格尺寸,mm;Fmax為最大進(jìn)給速度,mm/min。
經(jīng)綜合考慮,最后設(shè)定濾波頻率為50 Hz(低通濾波),濾波后,單組實(shí)驗(yàn)經(jīng)濾波后的切削力波形如圖8所示。
3.2 切削力的漂移修正
在測(cè)力儀的使用過(guò)程中,發(fā)現(xiàn)測(cè)量數(shù)據(jù)有明顯的線性漂移(如圖9),隨著漂移的累積,將對(duì)測(cè)量結(jié)果產(chǎn)生不可忽略的影響。由于切削力采集設(shè)備的配套軟件不具有漂移修正功能,因此,需從測(cè)量結(jié)果中手動(dòng)濾除漂移值。


(2)
(3)
分別以式(2)、式(3)式來(lái)手動(dòng)進(jìn)行漂移修正。式中:FmT為切削力修正值,N;FmM為切削力測(cè)量值,N;t1、t2為FmM采集的開(kāi)始時(shí)間與結(jié)束時(shí)間,s;T1、T2為漂移值的采集時(shí)間點(diǎn),s;F1、F2為T(mén)1、T2對(duì)應(yīng)的切削力,N;k為漂移的斜率。
修正后,各實(shí)驗(yàn)組的切削力統(tǒng)計(jì)見(jiàn)表5。

表5 漂移修正后的切削力統(tǒng)計(jì)

續(xù)表

續(xù)表
3.3 三向切削力回歸分析
對(duì)表5中的數(shù)據(jù)分別進(jìn)行Fx、Fy、Fz的回歸分析,
Fx=0.01469β2+0.00011apvf+0.02935apβ-
0.01548αβ-1.01871ap-0.00959vf+
0.157α-0.46944β+10.7032
Fy=-0.00453α2-0.01534apα-0.01966apβ+
0.02068ap-0.0003vf+0.29039α+
0.00777β+0.39666
Fz=0.00426α2+0.01287β2+0.01729apα+
0.03064apβ-0.49368ap+0.00037vf-
0.28025α-0.60841β+7.32957
其中,ap為切深,mm;vf為進(jìn)給速度,mm/min;α為刀具前傾角,(°);β為刀具側(cè)傾角,(°)。
同時(shí),對(duì)所建立的模型進(jìn)行方差分析,由于Fx的絕對(duì)值較小(均值約1 N),測(cè)力儀的測(cè)量誤差導(dǎo)致采集到的數(shù)據(jù)相對(duì)于真實(shí)值有較大的相對(duì)誤差,因此,F(xiàn)x的回歸結(jié)果不理想,F(xiàn)x回歸模型P=0.192>0.05、Fx的回歸模型決定系數(shù)調(diào)整R2=0.21,因此Fx切削力模型對(duì)實(shí)際加工參數(shù)選取的指導(dǎo)意義較弱。
Fy和Fz的回歸模型P<0.001,表明Fy和Fz建立的回歸模型極其顯著;Fy的回歸模型決定系數(shù)調(diào)整R2=0.930 6Fz的回歸模型決定系數(shù)調(diào)整R2=0.912 7,表明Fy和Fz的預(yù)測(cè)值與試驗(yàn)值擬合程度良好,可以用此模型對(duì)匕首刀超聲切削Nomex蜂窩材料的切削力的分析和預(yù)測(cè)。
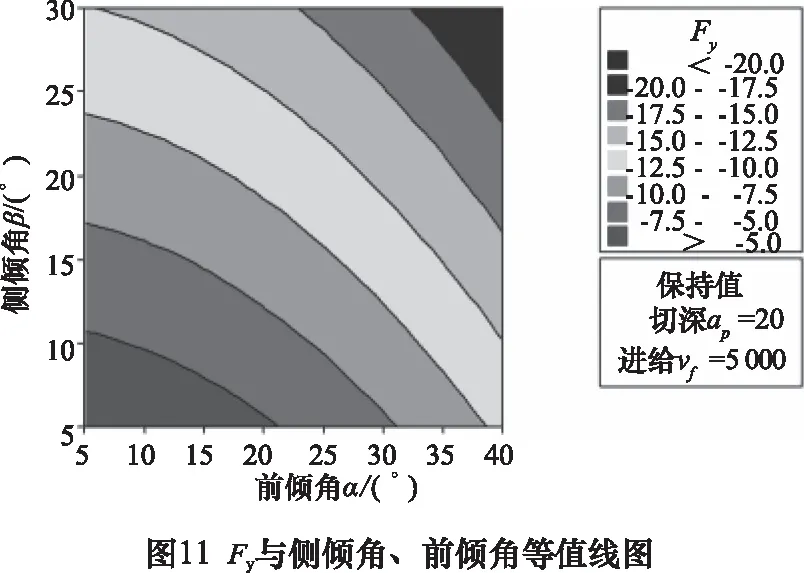
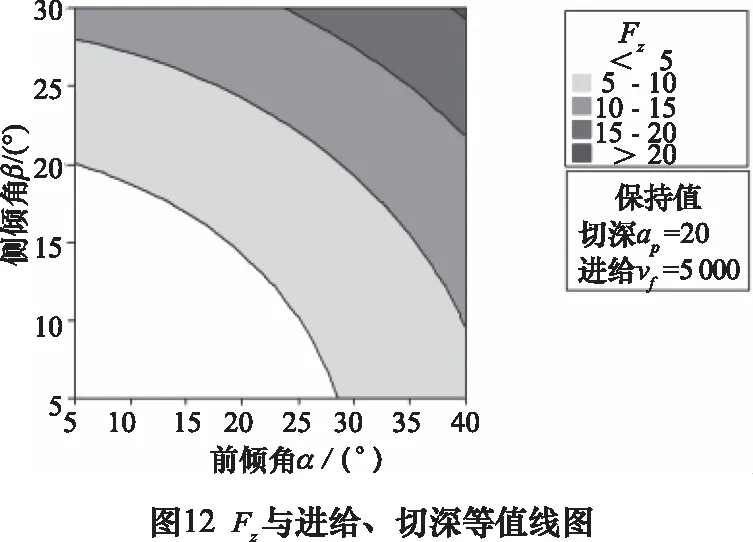
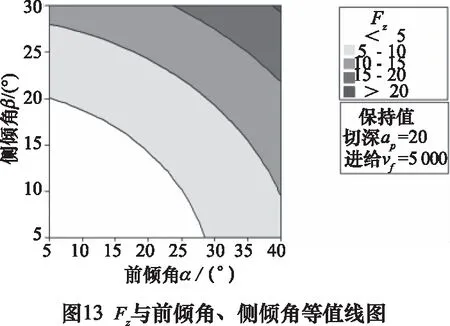
進(jìn)一步對(duì)實(shí)驗(yàn)數(shù)據(jù)作等值線圖以更加直接的觀測(cè)進(jìn)給、切深、前傾角、側(cè)傾角與切削力的相互作用關(guān)系。
由圖10~11,隨著進(jìn)給、切深、前傾角、側(cè)傾角的增大,F(xiàn)y切削力均呈增大趨勢(shì),且曲面的梯度較大,說(shuō)明切削參數(shù)對(duì)Fy向切削力影響顯著,其中切深的影響大于進(jìn)給速度,側(cè)傾角的影響略大于前傾角。

從圖13~14可以看出,隨著4個(gè)切削參數(shù)的增大,F(xiàn)z切削力同樣呈增大趨勢(shì),且切深的影響明顯大于進(jìn)給速度,側(cè)傾角與前傾角的影響相當(dāng)。
4 結(jié)語(yǔ)
(1)本文通過(guò)匕首刀超聲切削Nomex蜂窩芯實(shí)驗(yàn),分析在不同切削深度、進(jìn)給速度、刀具前傾角,刀具側(cè)傾角下Fx、Fy、Fz的變化情況,以濾波及漂移修正后的數(shù)據(jù)建立了三向切削力的多元回歸方程。Fy、Fz擬合模型可信度高,可用于預(yù)測(cè)不同切削參數(shù)下的切削力。
(2)匕首刀超聲切削Nomex蜂窩芯時(shí)y向切削力Fy與z向切削力Fz均隨著切削深度、進(jìn)給速度、刀具前傾角,刀具側(cè)傾角的增大而增大。
(3)實(shí)際加工時(shí),可盡量減小刀具傾角,特別是側(cè)傾角的大小以降低切削力;減小切深和降低進(jìn)給速度同樣可以降低切削力,若要兼顧加工效率,則應(yīng)優(yōu)先提高進(jìn)給速度。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫(huà)刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03